基于热压成形无约束条件下泡沫铝气孔结构的演变
2014-11-20王云龙王录才
王云龙 ,吕 猛 ,王 淼 ,王录才
(1.太原科技大学华科学院,山西太原 030024;2.太原科技大学材料科学与工程学院,山西太原 030024)
泡沫金属是一种具有广泛应用前景和科学意义的新型材料,对其制备工艺、性能和应用的研究已取得了较大的进展。但泡沫铝要获得大规模应用和更好的发展,仍有很多问题需要解决,如工艺的简化和稳定性,孔结构的精确控制;发泡过程的机理问题包括气泡的形成,长大,破裂,气泡的稳定性;生产成本的降低;泡沫金属性能的研究与数据积累等等[1-3]。制备工艺仍然是泡沫铝发展的最基本的问题,PCM制备工艺具有很多优势且发展较快,是目前研究的主流方法之一[4-6],因此本文以热压成形无约束条件下的PCM法发泡工艺作为主要的研究对象,并对泡沫铝气孔结构的演变进行研究以为泡沫铝的进一步发展和应用奠定基础。
1 PCM法工艺过程
泡沫铝的PCM法工艺主要包括:粉末原材料的准备、金属粉末与发泡剂粉末的混合、预制体的制备及加工、预制体的发泡和冷却凝固等几个重要环节。其中,根据预制体的制备的不同方式可以分为冷压法、热压法和挤出法三种,其不同工艺如下[7]:
1)冷压法:将混好的粉末放入冷压模具中,在常温下进行单向轴向压实。
2)热压法:将混好的粉末放入模具中并轴向加压,然后将粉末和模具在加压状态下加热到一定温度进行保温保压。
3)挤出法:先将混好的粉末放入冷压模具中,在一定的压力下冷压成型,使试样密度达到实体铝密度的90%以上;接着,将冷压后的粉末块体放入热压模具并一起加热到一定的温度,再以一定的压力将压粉体挤压成一定截面形状的预制体。
本研究主要是采用热压法制备预制体并进行实验。
2 实验
2.1 预制品压制
预制品采用单向轴压热压法制备,需要的原材料为:铝粉:80 g,粒度300目,发泡剂:TiH2加入量0.5%.将原材料混合,混合过程要求合金元素和发泡剂均匀分散,以保证得到孔结构均匀的高质量的泡沫材料。将铝粉和发泡剂(TiH2)按所需比例配制好后,用机械或人工方法混合。理论上要求每一个发泡剂(TiH2)颗粒四周被铝颗粒所包围,使TiH2颗粒均匀弥散地分布在粉体之中[8]。将混合好的原谅在一定工艺参数下进行压制,热压参数为:压制压力:160 MPa;保温温度:450℃;保压时间:25 min.
预制品外形尺寸:50 mm×15 mm,如图1所示。由预制品的外形图可以看出,单向轴压所获得的预制品在压制的边缘有许多毛边,在这些部位将会产生很大的应力,当预制品加热至熔点以上温度发泡时,发泡剂的分解逸出在预制品的边缘部位将会受到应力的影响。因此在加热前,首先应将预制品进行打磨,去除毛边和尖角部位。
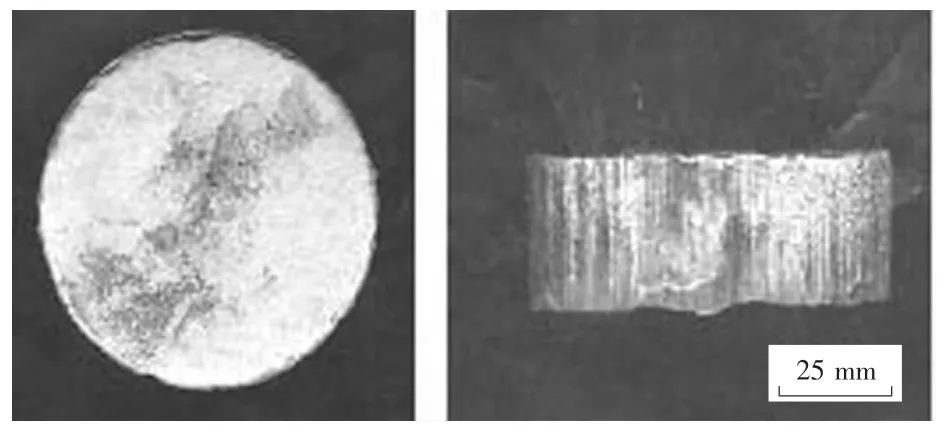
图1 预制品外形照片
2.2 发泡工艺
发泡所采用的装置如图2所示,加热方法为红外加热。预制体为自由发泡即试样在无容器条件下发泡,考察相同试样在自由发泡下,采用不同加热速度(预设炉温)时发泡过程及发泡的效果。在此过程中,试验过程中采用热电偶对炉温和试样温度进行测量,并通过数据采集仪和计算机对温度和时间进行记录[9],发泡工艺参数如表1.
3 实验结果及分析
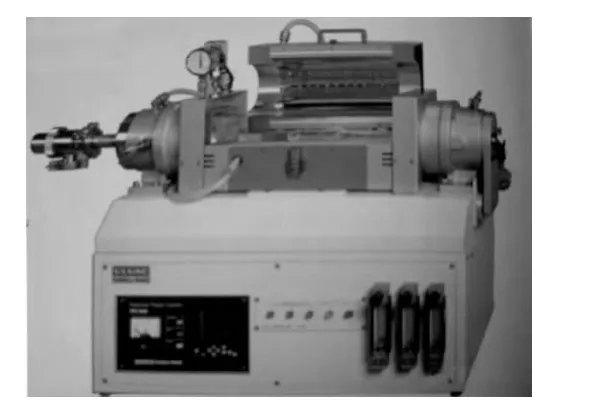
图2 红外线加热炉
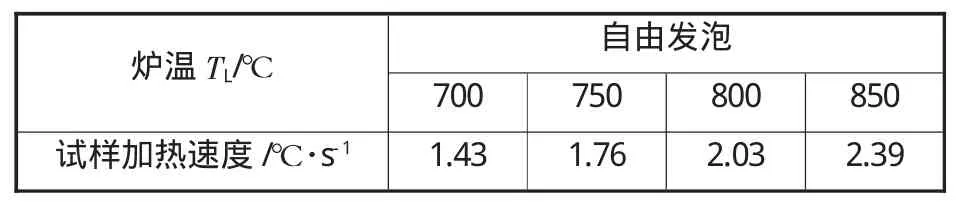
表1 热压法发泡工艺
3.1 炉温为700℃时
1)试验结果将制好的预制体试样放入炉中,图3为炉温700℃,加热12 min时所获试样的外形和断面照片,孔隙率P0为45%.
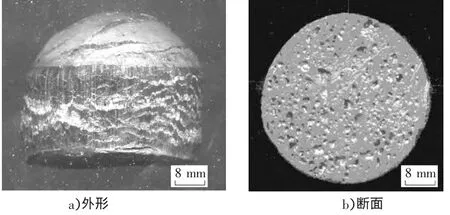
图 3预制品在700℃发泡的试样外形和孔结构
2)结果分析
预制品放入加热炉后,前10 min内试样的体积膨胀都很小,可以观察到少量氢气逸出(有轻微的爆破声)。继续加热,试样体积膨胀也不会有很大的增加,体孔隙率P0基本在50%以下。这是由于炉温为700℃时,加热速度较慢,相同加热时间内试样达到的温度低。在试样温度没有超过熔点以前,不能发泡,试样不会有膨胀。试样温度超过熔点以后,时间短时,铝熔体的黏度较大,流动性差,TiH2分解氢气的压力不足以克服长大所遇到的阻力形成大量小气孔,膨胀很困难;随着加热时间延长,氢气压力会不断增加,但熔体由于黏度大仍难以变形长大,当气泡压力超过孔壁强度时,会在局部开裂,氢气逸出,孔隙率将不再增加;继续加热后,气泡合并而产生大的气泡。
由于炉温700℃时,加热速度很慢,试样不能获得好的发泡效果,所以本试验中未对此做更深入的研究。
3.2 炉温为别为750℃、800℃、850℃时
1)实验结果
当炉温分别为750℃、800℃、850℃时,进行加热发泡,获得的试样升温曲线如图4.炉温分别为750℃、800℃、850℃时试样在不同时刻的发泡情如表2所示(实际直径50 mm).
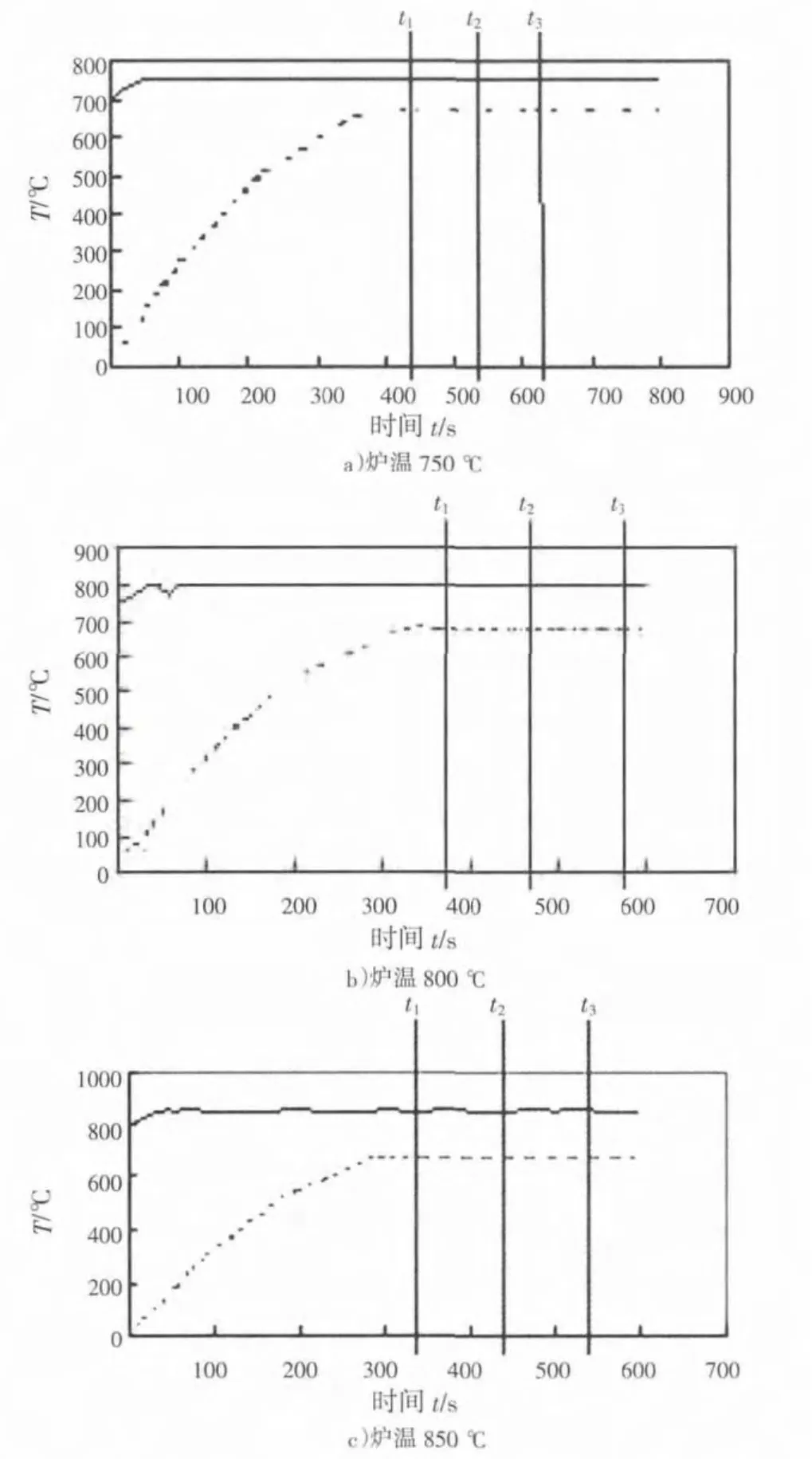
图4 不同炉温下试样自由发泡时的升温曲线
2)结果分析
当炉温为750℃时:图4 a)为泡沫铝预制品在炉温750℃下进行自由发泡的升温曲线,表2第一行为不同加热时间时试样断面的孔结构和孔隙率P0.从试样的升温曲线和孔结构变化可以看出,炉温为750℃时,当试样温度达到发泡剂分解温度420℃后,试样的加热速度有所减缓;加热时间达到380 s时,试样到达熔点温度660℃,开始熔化;熔化过程中,试样的温度将保持基本恒定。由表2可以看出,加热时间至t1=420 s时,试样开始有发泡迹象,表明发泡剂已开始分解速,分解所产生的气体在试样内部膨胀形成气孔,此时孔隙率P0仍很小,只有46.0%;当加热时间至t2=520 s时,发泡剂分解加剧,预制品的熔化程度继续增加、黏度逐渐降低,氢气的阻力减小,气孔渐渐张大,体积的膨胀加速[10],孔隙率由46.0%增至55.1%,孔近似球形,分布比较均匀;当加热时间到达t3=620 s,铝熔体由于重力的作用有明显坍塌迹象,孔结构恶化,孔隙率P0又有所减小。
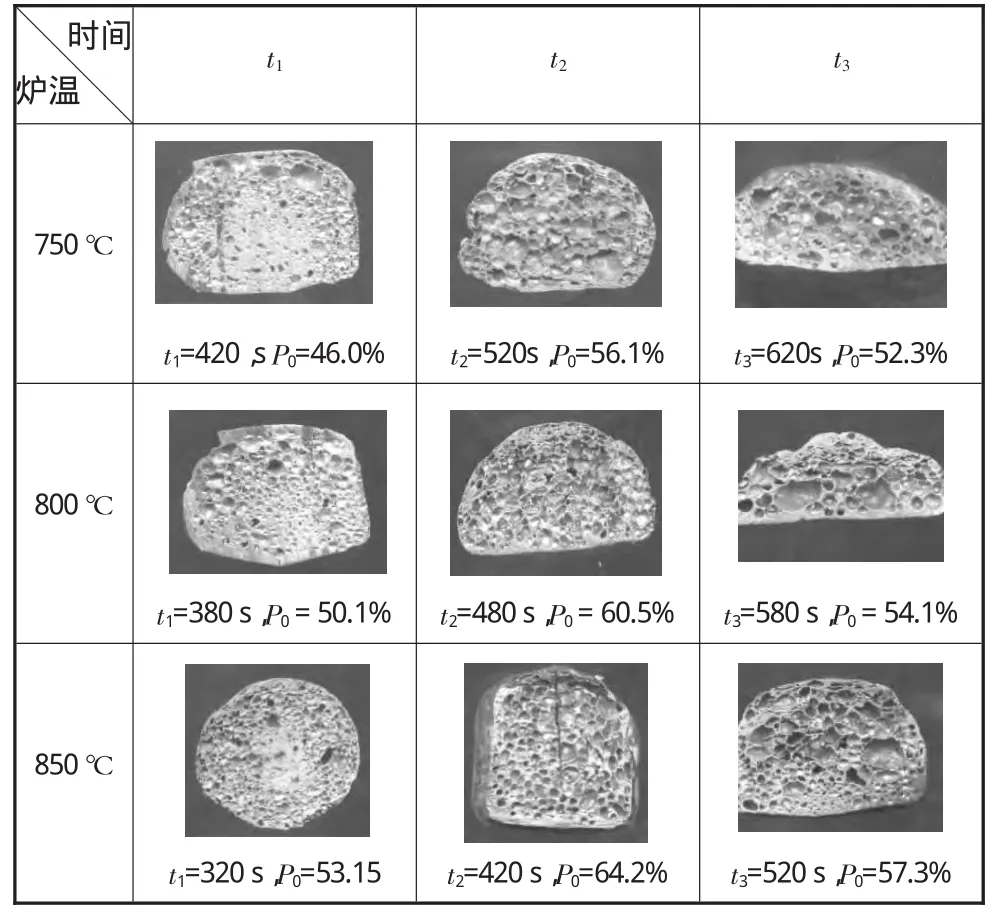
表2 不同炉温时试样在不同时间的发泡情况
当炉温为800℃时:图4 b)为泡沫铝预制品在炉温800℃下进行自由发泡的升温曲线,表2第二行为不同加热时间时试样断面的孔结构和孔隙率P0.由图4 b)升温曲线可以看出,炉温为800℃时,加热时间为330 s时试样的温度就达到熔点,加热速度较炉温750℃时提高。由表2可以看出,加热时间到达t1=380 s时,就有明显的发泡迹象;当加热时间到达t2=480 s时,体积膨胀达到最大值,而密度最小,孔隙率P0达到最大值60.5%,孔近似球形,分布比较均匀;加热时间进一步增加到t3=580 s时,试样的体积开始下降,孔结构恶化,孔隙率也将减小。
当炉温为850℃时:图4 c)为泡沫铝预制品在炉温850℃下进行自由发泡的升温曲线,表2第三行为不同加热时间时试样断面的孔结构和孔隙率P0.由图4c)升温曲线可以看出,当炉温为850℃时,试样达到铝熔点温度仅需280 s的时间,试样加热速度最大。由表2可以看出,当试样加热时间达到t2=420 s时,试样的体积和孔隙率P0达到最大值64.2%,孔近似球形,分布比较均匀。随着加热时间的进一步延长,孔结构恶化,试样的体积和孔隙率将会减小。
4 结论
在热压成形无约束条件下,不同炉温温度对泡沫铝的发泡有着重要影响:
1)当炉温700℃时,试样不能获得好的发泡效果,当炉温为750℃、800℃、850℃时,均能得到良好的发泡效果,其能达到的最大孔隙率分别为:55.1% 、60.5%、64.2%.
2)炉温越高,解热速度越快,试样达到熔点需要的时间越短;加热速度达到一定值时试样才可以发泡。
3)泡沫铝试样孔结构的演变为:在一定炉温下,随着加热时间的推移,达到发泡剂的分解温度,泡沫铝开始发泡;继续加热,气孔渐渐张大,体积的膨胀加速,孔隙率也逐渐增大,孔结构变好;达到最大值后,继续加热,铝熔体由于重力的作用有明显坍塌迹象,孔结构恶化,孔隙率随之减小。
[1]王录才,王芳.泡沫金属制备、性能及应用[M].北京:国防工业出版社,2012.
[2]Banhart J.Manufacture,characterization and application of cellular metals and metal foams [J].Progress in Materials Science,2001,46:559-632.
[3]何德坪,何思渊,尚金堂.超轻多孔金属的进展与物理学.物理学进展.2006,26(3):46-51.
[4]J.Banhart.Industialisation of Aluminum Foam Technology.J.F.Nie,A.J.Morton,B.C.Muddle [J].Processings of the9th International Conference on Aluminum Alloys,Brisbane,2004,IMEA.:764-770.
[5]魏鹏,郑兆明,柳林.粉末冶金法制备泡沫Al的工艺研究[J].粉末冶金技术,2005,23(6):445-448.
[6]潘强,王芳,游晓红,等.PCM法泡沫铝合金的研究现[J].铝加工,2011,4(201):9-14.
[7]王芳,王录才.不同压制方法所得预制品的发泡性质研究[J].铸造设备与工艺,2008(5):12-14.
[8]王芳,王录才.泡沫铝预制品制备工艺的研究[J].铸造设备研究,2003(4):13-15.
[9]王芳,王录才.粉体发泡法泡沫铝制备工艺及性能的研究[J].铸造设备与工艺,2002(1):16-20.
[10]艾金强,张树玲,王芳,等.基于PCM法泡沫铝结构影响因素分析[J].材料导报,2012,26(4):57-61.