热熔胶机高速补偿系统的研究
2014-11-18方凤玲
方凤玲
(福建信息职业技术学院 机电工程系,福州 350003)
0 引言
热熔胶机广泛应用于卫生巾、护垫、婴儿尿裤生产线.近年来,随着这些生产线速度的逐步提高以及受电子执行元件与机械结构动作时间的影响,原先在低速度生产时不被显现的施胶量、施胶位置、施胶长度变化等问题成为影响生产线提速的主要障碍.为此出现了各种不同形式的纠正方法,主要为:时间修正法、相对位置修正法等.采用时间修正法:增设一接近开关用于机械对零,检测到机械对零信号后,利用电子计时器人为加减一定的计时时间后输出动作信号,补偿由于执行元件动作时间偏差造成的施胶误差,达到正确施胶的目的.但施胶执行元件必须随着生产线的启停而打开和关闭,因此,这种方法无法做到快速跟踪生产线的启停、提速变化.该方法由于施胶不及时将造成一定的废品率.相对位置修正法:在生产线上增设一增量式旋转编码器,用于测量位置和速度,把执行元件的动作时间长短转换为增量编码器的码值,根据实时检测的位置值和人工设定的动作位置来决定输出,达到正确施胶的目的.这种方法由于需要转动1 圈以上才能得到对零信号,因此生产线中途停工 后复机将造成废品出现,同时该方法为了防止生产线抖动需要对编码器的动作方向进行鉴别,以正确判别其位置,从而造成电路繁琐,而且还有可能因为判别不及时造成位置测量误差,从而引起施胶错误.针对以上缺点,本文拟采用一种对生产线启停、提速快速反应,不受首圈对零影响、生产线抖动影响及中途启停机影响的高速断胶补偿方案.
1 高速断胶补偿装置的组成与原理
高速断胶补偿装置拟利用绝对值修正法来解决高速生产时施胶错位问题.该装置主要由绝对值旋转编码器、信号调理单元、显示按键单元、CPU 处理单元、三个隔离器单元、D/A 处理单元、电机启停信号处理单元、电磁阀动作信号处理单元、变频器、电磁阀等组成.其中变频器、电磁阀为胶机施胶执行元件.如图1 所示.

图1 采用对值修正法的高速断胶补偿装置组成示意图
(1)生产线的启停、速度以及产品位置的测量
根据需要选用不同分辨率的绝对值旋转编码器以保证测量精度.将该编码器安装于生产线转轴上,用其来测量生产线的启停、速度以及产品的位置,并将测量结果通过信号调理单元传递给CPU.信号调理单元见图2,该调理单元由R1、R2、R3、Q1组成.图2 为1 路范例,如采用n 线分辨率的绝对值旋转编码器时需按此结构增加n 路.调理部分接收来至绝对值旋转编码器的信号,采用集电极开路方式变换后连接CPU 进行采样处理.增设调理部分可增加输入电平的识别范围,增加装置的整体抗干扰能力.
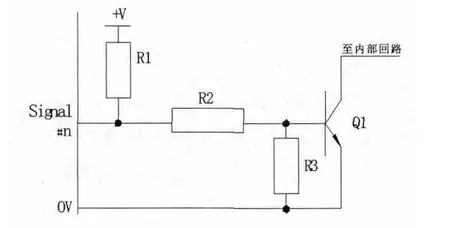
图2 信号调理单元
(2)人机交互的实现
用显示按键单元来设定并显示有关数据,从而实现人机交互.
(3)出胶量的调节
将上述(1)中存放在CPU 的有关测量结果通过隔离器1 传递给D/A 处理单元.隔离器1 与D/A处理单元的连接方式如下图3 所示:高速光耦接收来至CPU 的信号,然后传递给DA 转换芯片以实现数模转换,DA 转换芯片将转换结果输出并经过功率放大和输出保护环节后提供模拟调速信号给变频器,再通过变频器的外控调速信号端控制热熔机的内部电机,从而实现出供胶量调节.由于胶机的出胶量调整无需较高的变换速度,一般100 mS 刷新DA 输出可足够满足生产需求,故采用串行接口的多通道DA 芯片不仅可以节省硬件费用,还可以增加可靠性.图3 使用了具有SPI 接口的8 通道DA,所以可同时连接控制8 变频器,实现最大8 台胶机的调速.

图3 隔离器1 与D/A 处理单元的连接方式示意图
(4)是否供胶的实现
将上述(1)中存放在CPU 的有关测量结果通过隔离器2 输出给电机启停信号处理单元.将电机启停信号处理单元与变频器的启停控制端连接,因此可通过变频器控制热熔胶机的内部电机,从而实现是否供胶.电机启停控制信号部分如图4 所示:使用P1 实现与CPU 的隔离,电机启停控制信号连接至变频器的启停控制端,P1 可直接采用达林顿管输出型式的光耦器,可同时控制多台变频器启停.
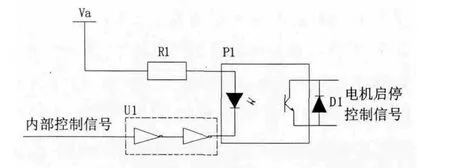
图4 电机启动控制信号单元
(5)是否出胶的实现
将上述(1)中存放在CPU 的有关测量结果通过隔离器3 输出给电磁阀动作信号处理单元.将电磁阀动作信号处理单元与电磁阀的电气控制端连接,从而实现是否出胶.电磁阀动作信号部分如图5所示:主要由光耦器P1、图腾柱驱动、MOS 管及若干电阻组成,使用P1 实现与CPU 的隔离,电磁阀动作信号输出连接至电磁阀实现断胶控制.图5 为1路输出时的范例,当有多路断胶时可按此电路结构增加硬件.即只需按图1 的结构增加隔离器3 的个数、电磁阀动作信号处理单元的个数即可,电路结构可参见图5.

图5 电磁阀动作信号单元
2 高速断胶补偿装置的调试运行
本装置初次使用时需要按照图6 所示的流程图进行调试.即将生产线速度调至最低,CPU 通过绝对值旋转编码器、信号调理单元测量并记录当前生产线速度V1.CPU 通过显示按键单元按需设定当前供胶量大小并记录为当前供胶量G1.然后通过隔离器1、D/A 处理单元、隔离器2、电机启停信号处理单元控制变频器启动热熔胶机内部电机实现供胶.CPU 通过显示按键单元设定输出位置和长度(此时位置及长度转换为绝对值旋转编码器的对应值,如1000 码分辨率的编码器可设定范围为0-999).然后通过隔离器3、电磁阀动作信号处理单元控制电磁阀动作,从而实现胶的间断输出,根据实际产品的施胶情况调至合适值即可,并记录当前的调节位置输出值A1 及调节长度输出值B1.然后将生产线速度提高至最高值,方法同上,测量并记录当前生产线速度V2、调节供胶量G1 +△G、调节位置输出值A1 +△A、调节长度输出值B1 +△B.
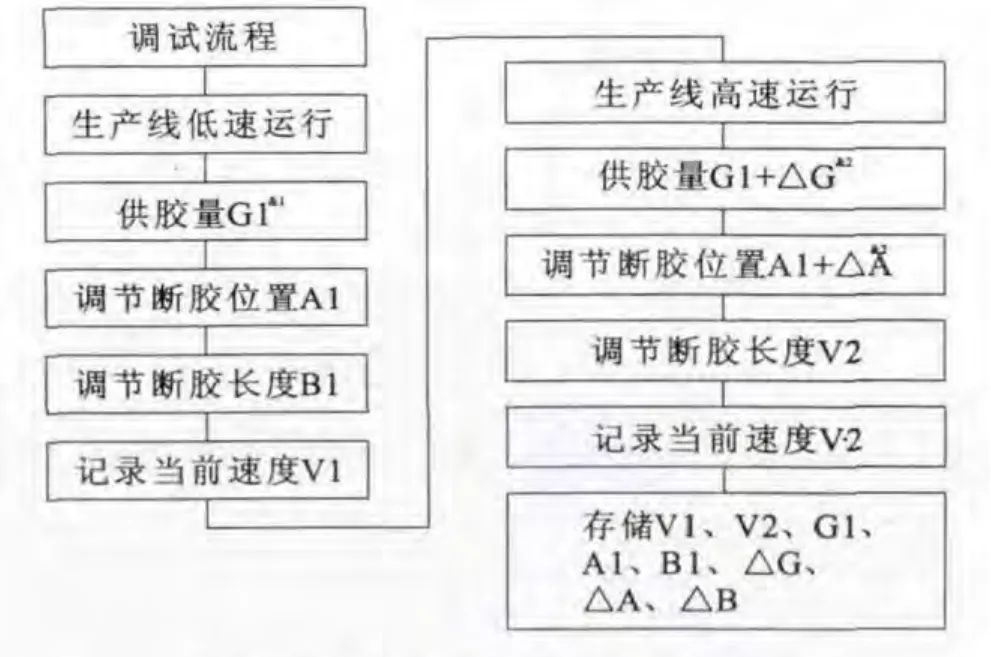
图6 高速断胶补偿装置调试流程图
图6 中:&1:通过调节D/A 处理单元实现;&2:△G、△A、△B 可为正负值.
本装置调试结束就可以投入正常使用,正常运行输出如图7 所示.即在正常运行状态下,CPU 不断根据测得的生产线速度V.当测得生产线停止时,关闭所有输出.当生产线在非停止状态时按如下3个公式调节输出,就可以实现不同速度下的供胶量调节、施胶位置调节、施胶长度调节,从而抑制施胶位移、施胶长度变化,实现任何生产速度状态下都能正确施胶的目的.
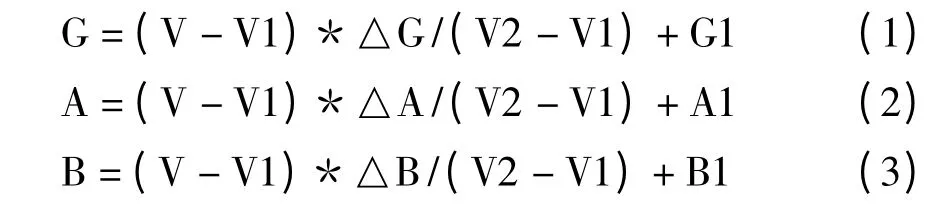
其中G 为供胶量大小;V 为当前生产线速度;A 为位置;B 为长度;V1、V2、△G、G1、△A、A1、△B、B1见调试过程所述.

图7 高速断胶补偿装置正常运行输出的流程图
3 高速断胶补偿装置的关键创新技术
采样绝对值修正法的高速断胶补偿装置具有如下技术创新点:
(1)可根据生产线的实时速度实现胶机施胶量、施胶位置、施胶长度的自动补偿调节,解决高速生产时的施胶错位问题.
(2)使用绝对值旋转编码器做为位置检测元件,不受系统停电、生产线中途启停的影响.
(3)使用绝对值旋转编码器做为生产线速度检测元件,CPU 可以根据生产线速度控制由隔离器、D/A 单元、电机启停处理单元等组成的供胶量调节环节,从而实现是否供胶,同时供胶量大小还可以随生产线转速变化而变化.
(4)使用隔离器、电磁阀动作信号处理单元组成的断胶位置、长度控制环节,CPU 可以根据生产线速度实时调节断胶位置、断胶长度,以实现正确的施胶.
4 高速断胶补偿装置的的主要技术指标
高速断胶补偿装置的主要技术指标列表如下:

表1 高速断胶补偿装置主要技术指标表
5 结语
随着生产线速度的逐步提高,原先在低生产速度时不被显现的热熔胶机的施胶位移、施胶长度变化等问题成为影响设备提速的主要障碍.本文研究一种新的高速断胶补偿方式——绝对值修正法,解决了高速生产时的施胶错位问题.使使用热熔机的生产线的提速成为可能,从而提高了工作的效率,促进企业与院校进一步结合,把经验变成行动,把技术变成产业,把创新变成显著的实体效益.
[1]佚名.热熔胶机[EB/OL].(2011-08-02).[2013-11-20].http://zhidao.baidu.com/question/301238983.html
[2]泉州精泰机械.热熔胶机基础知识[EB/OL].(2012-02-17).[2013-11-20].http://wenku.baidu.com/vie w/1ef1290ef78a6529647d530a.html
[3]时莉莉.热熔胶技术资料[EB/OL].(2011-04-28).[2013-11-20].http://wenku.baidu.com/view/5e283dde5022aaea998f0f9f.html
