一种数控分度冲槽卷绕机钢带送进及控速装置
2014-09-25张登坪
张登坪
(芜湖电工机械有限公司,安徽 芜湖 241080)
数控分度冲槽卷绕机是冲制盘式电机铁芯的关键设备,盘式电机以其结构简单、紧凑、轴向尺寸短、节约原材料、下线方便、能实现自身制动等优点,广泛应用于起重机械、机械加工设备及家用电器等领域,日益受到电机制造行业的重视。
在数控分度冲槽卷绕机中,以往的钢带送进部分都是被动送带,存在忽松忽紧问题,造成冲制的槽形经常不齐,影响产品质量。甚至会因为放带不及时造成生产事故,损坏机器。
1 钢带送进及控速装置的设计
本文介绍一种数控分度冲槽卷绕机的钢带送进及控速装置,该装置能够主动送进钢带,实时控制钢带的送进速度。
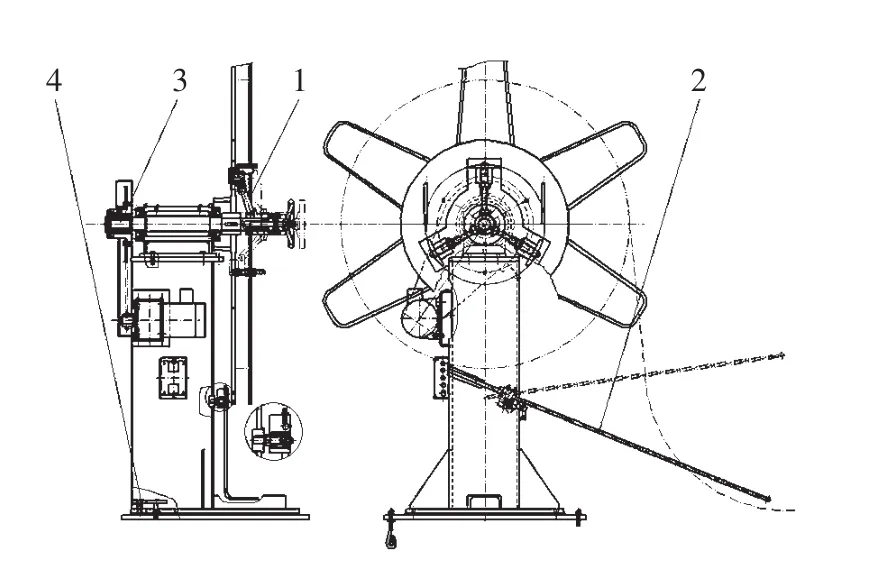
图1 本装置结构示意图
如图1所示,本装置技术方案包括装带部分1,钢带送进动力部分2,钢带送进速度控制部分3,底座部分4。装带部分的旋转手轮带动涨紧爪张开或缩回,将钢带撑紧在放带架上。装带部分通过一根主轴与钢带送进动力部分相连接,钢带送进动力部分为防止电器开关的失效而引起事故,在其中设置有单向离合器,钢带送进动力部分的电机的启动与停止,由钢带送进速度控制部分控制。底座部分整体可作少量移动,以便调整送料位置。
如图2所示,装带部分包括旋转手轮11、丝杆12、丝杆螺母 13、主轴 14、支套 15、涨紧爪 16、压块17、摩擦盘18。先将钢带吊装到压块上,旋转手轮11带动丝杆12前进,丝杆螺母13装在主轴14上保持不动,丝杆12带动支套15前进,涨紧爪16铰接在支套15前端随着支套15的运动压块17向外张开,将钢带撑紧。调整摩擦盘18可以得到适宜的放带速度。一盘钢带加工完成需要安装新的钢带时,首先旋转手轮11带动丝杆12后退,丝杆12带动支套15后退,涨紧爪16铰接在支套15前端随着支套15的运动压块17向内缩进,再吊装新的钢带。
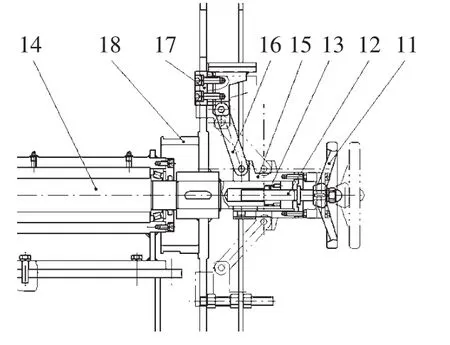
图2 装带部分结构示意图
如图3所示,钢带送进动力部分包括齿轮减速马达21,通过一对链轮及链条22带动主轴14旋转,主轴14上装有单向离合器23,以防止电器开关的失效致使齿轮减速马达21反转而引起事故。

图3 钢带送进动力部分结构示意图
如图4所示,钢带送进速度控制部分包括测量杆31和感应块32,测量杆31安装在底座43上,测量杆31前端装有尼龙导管33,尼龙导管33压在送进的刚带上,钢带送进时的松紧变化带动测量杆31抬高或降低,感应块32接收到测量杆31的信号就会相应的控制齿轮减速马达21启动或停止。
如图5所示,底座部分包括支承座41,支承座41与底板43相连接,可以通过旋转螺杆42使支承座41在底板43上前后作少量移动,以便调整送料位置。

图4 钢带送进速度控制部分结构示意图
本装置的优点是:能够主动送进钢带,实时控制钢带的送进速度,满足主机高速、高精度的工况。防止钢带送进过多致使钢带磨损以及钢带送进过少致使冲槽精度受到影响,进而影响设备的使用寿命。

图5 底座部分结构示意图
2 结束语
本文所述数控分度冲槽卷绕机的钢带送进及控速装置,经在我公司J98K2-3.15/85型数控冲槽卷绕机、J98K-2.5型数控冲槽卷绕机产品的实际生产运用验证,具有调整和维护方便、装带便捷、送带平稳等优点,值得推广应用。
[1]张登坪.一种用于数控分度冲槽卷绕机的钢带送进及控速装置:中国,ZL201110276449.7[P].2011.
[2]吴旭东,张登坪,陶伟伟.伺服冲槽卷绕机床:中国,ZL201220305531[P].2012.
