抽油机曲柄销紧固方法的改进
2014-07-19戴光群高喜财
戴光群,高喜财,康 艳
(1.黑龙江商业职业学院,黑龙江 牡丹江 157011;2.中交第三航务工程局有限公司宁波分公司,浙江 宁波 315000;3.牡丹江市龙江电力设备有限公司,黑龙江 牡丹江 157000)
机械设备螺纹联接件常用的防松措施是螺母和弹簧垫圈,其结构简单实用,但可靠性差,另外在本例中曲柄轴螺纹公称直径较大,不适合制作非标准的弹簧垫圈。目前,曲柄销螺纹紧固件一般采用以下几种形式:
1 双螺母锁紧
双螺母锁紧形式是常用螺纹紧固方式,它具有结构简单,制作方便、可靠性强等优点,应用十分广泛,但在实际使用过程中,所表现出来的效果并不十分理想,分析原因如下:
内外螺纹联接所采用的配合一定为间隙配合,这种间隙不仅体现在径向,而且还体现在轴向,如果没有间隙,螺母就不可能旋上螺栓,如图1所示,内螺纹1的左侧贴紧外螺纹的右侧,内螺纹向外螺纹施加一个向右的轴向力,这样就能起到紧固作用,同时我们可以看到内螺纹与外螺纹之间所存在的间隙,在设备运转产生振动时,这个间隙会使内外螺纹产生松动,随着设备的运行,这种松动会逐渐加大,直到曲柄销脱落。
双螺母防松是依靠双螺母旋紧后产生的轴向力,使两个螺母分别撑紧外螺纹两个侧面,如图2所示。对比图1和图2,我们可以发现,内螺纹1的锁紧表面发生转变,图1采用内螺纹的右侧锁紧,而图2是内螺纹的左侧锁紧,这一转变过程是在操作者用扳手拧紧内螺纹2的过程中实现的,这就要求设计人员精确计算两个螺母的旋紧力大小、精确计算螺母1初始拧入位置、精准加工内外螺纹,使其间隙保持在一个相对稳定的范围内,否则极有可能出现图3所示“内螺母空套现象”,内螺纹1的存在毫无价值,和一个平垫圈没有区别,在这种情况下,图1和图3的效果是一样的,双螺母防松失去了意义。
2 螺母加压盖形式
该形式是在单螺母或双螺母旋紧的基础上,在曲柄轴的轴端增加一个压盖,用于压紧螺母。该形式有一定的效果,但还没有从根本上解决螺母松动的问题,因为该方案的设计者没有注意到:防止螺纹松动的根本条件,就是内外螺纹之间要有一定的轴向力,从而产生足够的摩擦力,以阻止内外螺纹产生相对滑动,这个轴向力很重要,该形式采用轴端加压盖,压紧力与螺纹之间的力方向相反,这无疑减小了轴向力的合力,因而,防松效果并不理想。
笔者对以下情况进行分析,双螺母紧固的形式还是可以采纳的,只不过需要加以改进。双螺母在松动时,两个螺母之间仍然是贴紧的,基本上是同步松动,因此,能不能设计一种结构,让两个螺母在产生松动趋势的同时,越拧越紧呢?
正反扣螺母结构就是为解决以上问题而设计的新型结构,螺母1采用反扣粗牙螺纹、内螺母2采用正扣细牙螺纹,两螺母牙部与同侧外螺纹贴合,旋紧时,先将内螺纹1旋入,并拧紧,而后将内螺纹2旋入,也需要拧紧,但力量较上一螺纹略小,要同时使用两把扳手,一把扳手控制住已经拧好的螺母1,另一把扳手拧紧螺母2。在设备运转过程中,一旦发生螺纹松动,两螺母贴合紧密,且同步退扣,无论螺母向哪个方向旋转,总有一个螺母越旋越紧,而且两个螺母螺距不同,粗牙在内,细牙在外,在螺母同向旋转相同角度的情况下,两螺母会夹得更紧,这种结构能够很好地起到防松作用。
另外,对曲柄销而言,曲柄销和曲柄销套的锥度至关重要,因为它的精度直接影响曲柄轴的稳定性,一些抽油机生产厂家的装配工人没有按照生产工艺要求安装曲柄销套,企业也没有给配备压力机,安装曲柄销套时使用大锤砸,这样野蛮操作势必破坏曲柄销套内表面精度,使销、套之间产生缝隙。正确地设计和安装方法是:曲柄销套采用压力机压入曲柄,且用紧定螺钉加以固定。

图1 单螺母旋紧
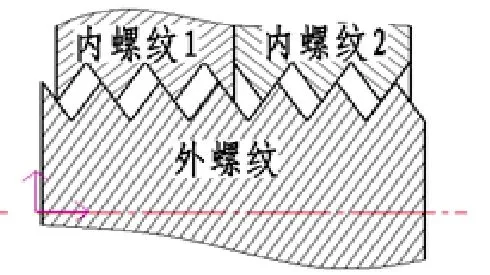
图2 双螺母旋紧
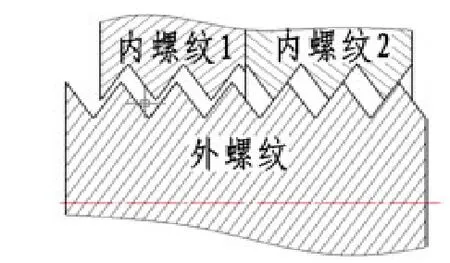
图3 内螺母空套现象
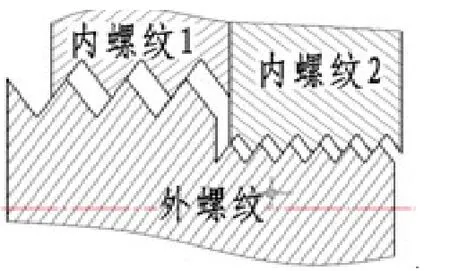
图4 正反扣螺母
