一种可用于狭小操作空间的快回式活动扳手
2022-09-03田晓凡黄超杰李一萌
田晓凡,谭 超,黄超杰,李一萌
(江苏大学,江苏 镇江 212003)
0 引 言
活动扳手的开口宽度可在一定范围内调节,是用来紧固和起松不同规格的螺母和螺栓的一种常用工具,在装配机床或备件及交通运输、农用机械维修等装配领域中有着十分广泛的基础需求和应用。对于传统的活动扳手,当转动扳手手柄时,扳手头与螺纹紧固件之间的几何约束使两者一起转动。由于操作空间的限制及扳手转动时开口尺寸的固定,往往在转过一定的角度后需将扳手卸下,然后再重新套到螺纹紧固件上,再次拧动。故普通活动扳手在使用时较繁琐,且难以在操作空间狭小的场合应用。
基于以上问题,为了能在狭小操作空间内实现连续拧紧操作,本文提出了一种快回式便捷活动扳手,对扳手头部及扳手头与手柄的连接处进行结构优化,进行了快回式扳手的设计,最后通过机械加工的方法制作出扳手样机并进行了螺纹紧固件的装配实验。快回式活动扳手能够短时间内归位,省时省力,提高工作效率,并能适用于更多的场合。
1 结构设计
1.1 扳手头部设计
普通活动扳手头的结构主要由活动扳唇、固定扳唇、蜗轮、轴销和手柄组成,转动蜗轮,就可调节扳口的大小,以实现拧动不同尺寸螺纹紧固件的功能。快回式扳手为了实现连续拧动操作,将固定板唇拆分为两个零件,包括与活动扳唇相对的扳手头1 和与手柄相连接的扳手头2(如图1),扳手头1 和扳手头2 通过回转销连接,故扳手头2 可绕回转销的轴旋转。回转销上绕有扭力弹簧,扭力弹簧是一种产生扭转力的螺旋弹簧,用来承受扭转变形。
活动扳唇上有蜗轮结构,此蜗轮结构与安装在轴销上的蜗杆相连接,轴销与扳手头1 通过螺纹连接。轴销上除安装蜗杆外,还安装有推力弹簧和方挡片。方挡片的一端靠在蜗轮上,另一端不仅与扳手头2 相接触,还靠着推力弹簧,而推力弹簧另一端紧靠在扳手头1 的内侧壁上,具体结构见图2。

图1 快回式活动扳手的结构组成

图2 蜗轮与蜗杆连接结构(已隐藏扳手头2)
当采用此扳手来拧动螺纹紧固件时,在扳手手柄处施加顺时针的力矩时,扳手整体顺时针转动,拧紧螺纹紧固件。在此过程中,活动扳唇不会与扳手其他部分发生相对运动,这是由于扳手头2 与方挡片相接触,方挡片阻碍蜗轮和蜗杆的运动,故而开口不会变大,也就是说,拧紧螺纹紧固件时,此扳手相当于普通活动扳手。
使用扳手将螺纹紧固件转过一定角度后,需将扳手回位,也就是扳手头1 与螺纹紧固件的接触面由1 变为2,活动扳唇与螺纹紧固件的接触面由3变为4,见图3。在扳手手柄处施加逆时针的力矩,扳手手柄带动扳手头2 转动,由于扳手头2 与扳手头1 通过回转销连接,故而扳手头1 保持在原位置,但由于回转销上扭力弹簧的存在,会使扳手头1 有逆时针转动的趋势。由于扳手头1 与扳手头2 发生相对转动,方挡片不再与扳手头2 接触,则方挡片可动。扳手逆时针旋转,螺纹紧固件对活动扳唇有推力作用,活动扳唇上的蜗轮将力传递给蜗杆,进而传递给方挡片,方挡片会向外运动,所以蜗轮和蜗杆也能向外运动,扳手的开口变大,则扳手头部不需抬起,就能逆时针转动,回到原位,实现快回功能。
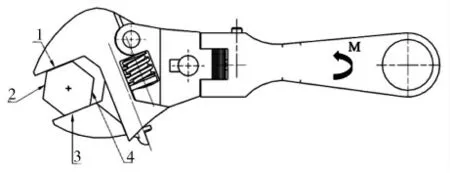
图3 活动扳手与螺纹紧固件的接触情况
1.2 扳手手柄设计
扳手头2 与手柄通过销钉相连接,扳手头2 底端的锯齿状结构,与短销接触,短销与长销通过曲面接触,长销的端面与手柄中的弹簧接触,具体结构见图4。采用此结构,可使手柄绕销钉旋转一定角度,使扳手能在狭小操作空间内实现拧紧操作。
一般情况下,扳手头2 与手柄不发生相对运动。但按动长销时,长销向内侧运动,弹簧受压,短销与长销的接触位置改变,由曲面变为平面,则短销会向下运动,不与扳手头2 的底端接触。然后将手柄绕销钉旋转一定角度,撤销施加在长销上的力,弹簧恢复原状态,会对长销施加向外的推力,使长销回到原位置,短销与长销的接触面变成原来的曲面,短销重新与扳手头2 的底端接触,只是接触的齿面有所改变。通过此操作,就可使手柄绕销钉旋转。
1.3 活动按钮设计
在扳手头2 的中部有一个卯槽结构。销和小方销可分别从扳手头2 的两侧安装在卯槽结构中,并装配在一起,组成活动按钮。活动按钮的挡位有两个(图5),按钮位于挡位1 时,此按钮不起作用;按钮位于挡位2 时,当逆时针旋转扳手时,此活动扳手的扳手头1 与扳手头2 不会发生相对运动,这是由于按钮阻碍了固定扳唇绕回转销转动。也就是说,此按钮起切换模式的作用,按钮在挡位1 处,此扳手是快回式活动扳手;按钮在挡位2 处,此扳手是普通活动扳手。
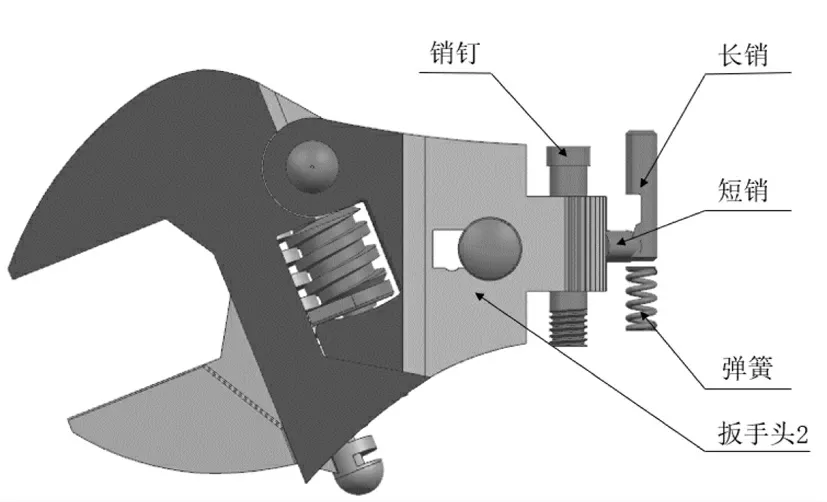
图4 扳手头2 与手柄连接处的具体结构
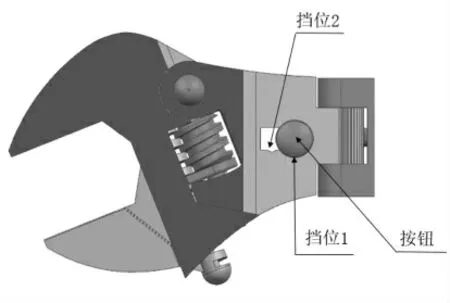
图5 活动按钮的挡位
2 活动扳手的加工
2.1 加工方法
活动扳手的各个零件都可以通过机械加工和金属线切割的方法得到,其中扳手头1 直接制作较为繁琐。故购置了一个普通的活动扳手,将其固定扳口再次加工后作为扳手头1。扳手在机械加工之前需进行定位和夹紧,由于普通扳手的手柄用不到,故在手柄的前部和后部分别钻一个孔(图6),用以装夹。并将手柄上下表面铣削加工成平行的,保持其相互平行,以减小定位误差。
为了安装扳手,我们制作出一个专用夹具(图7)。先对夹具的上下表面进行铣削加工,保持其相互平行,以减小加工误差。然后在其上表面钻两个孔,两孔之间的距离与手柄上两孔之间的距离相等。将手柄安装在夹具上,以固定板口上两条垂直轮廓线的延长线的交点作为机床加工原点,对板口的正反表面进行数控铣加工。

图6 活动扳手坯料

图7 夹具
2.2 样机试验
运用数控加工和金属线切割的方法加工快回式活动扳手样机。
在快回式活动扳手的手柄上施加顺时针力,如图8 所示,扳手头1 和扳手头2 不会发生相对运动,此时,快回式活动扳手的结构和传统活动扳手一样,快回式活动扳手带动螺纹紧固件一起转动。当进行回程操作时,扳手头2 和扳手头1 发生相对运动,活动扳唇会稍微向外侧移动,快回式活动扳手在开口处张开(图9),在回程角度增大到一定程度时,会听到“咔”的响声,扳手头1 和活动扳唇迅速回位。

图8 顺时针拧紧操作

图9 逆时针回程操作
3 结 语
该快回式活动扳手针对操作人员在拧动螺纹紧固件时,需反复抬起和放正扳手的问题展开研究,为提高工作效率而设计。该扳手实现了快速回程功能,无需抬起,就能连续拧动螺纹紧固件,省时省力。同时,生产工具的改进和创新,也在促进着社会的发展和进步。