磁性起重机吸去磁电路的节能改造
2014-06-01
(武汉钢铁集团公司条材总厂一炼钢分厂,湖北 武汉 430083)
磁性起重机吸去磁电路的节能改造
刘 俊,康韩华
(武汉钢铁集团公司条材总厂一炼钢分厂,湖北 武汉 430083)
针对武钢一炼钢2台磁性吸盘式起重机吸去磁电路原理进行了分析研究,为了节能,对吸去磁电路进行了改进,取得了良好效果。
磁性起重机;吸磁电路;去磁电路;改进
一、存在问题
武钢一炼钢分厂磁性吊车共13台,分布于各使用单位,主要负责废钢的装槽、钢坯的倒运、码垛装车等任务。现用电磁吸盘具有操作简便、结构简单的特点,但在实际生产中还存在着如电耗多、磁铁线圈使用寿命短、去磁电阻易烧坏等问题,造成大量物力与人力的浪费。如磁耙吊跨使用的电磁吸盘平均每月要烧坏磁铁线圈10多个,电阻2~3天一换。因此,车间决定对主要行车上电磁吸盘的线路设计实施技术改造。
二、电磁吸盘原理
电磁吸盘的工作电路包括整流电路、控制电路和保护电路。其控制电路分为吸磁电路和去磁电路。
如图1所示,电磁吸盘吸磁过程是:按下吸磁开关,吸磁接触器1KM1,2KM1线圈通电吸合,其主触头闭合,电磁吸盘线圈通入直流电产生磁场,开始工作。吸磁接触器工作的同时时间继电器SJ1与SJ2也得电,常闭点断开,使去磁接触器1KM2,2KM2失电。
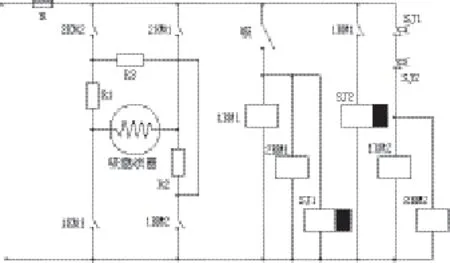
图1 电磁吸盘控制图

当工作完毕,电磁吸盘应将电磁吸盘件进行去磁,其过程为:断开吸磁开关,时间继电器SJ1,SJ2接点闭合,其主触点闭合使电磁吸盘线圈的电流反向,对吸盘与工件去磁。为了不造成反向充磁,去磁采用时间继电器的定时控制。当到达给定时间时,时间继电器便释放,其去磁接触器动合触点断开,切断方向电流回路。而此时电阻R1,R2,R3与电磁吸盘构成回路,将继续消耗磁铁线圈中剩余的电流。
三、改进措施
对于图1的吸去磁控制电路在一炼钢分厂的使用过程中存在着诸多问题,其首要的是容易造成去磁电阻的烧损。由图1所示,当吸磁电路工作时,电阻R1,R2,R3与电磁吸盘线圈一起并联在直流电路两端,这样当电磁吸盘工作的同时电阻也在持续通电,既浪费电能,也使电阻的可靠性下降,这是造成备件成本损耗的主要原因。而且整个吸去磁电路中接触器与时间继电器过多,这无形中也造成了能源的损耗。因此需对图1进行改进,改进后吸去磁电路如图2、3所示。其吸磁开关分为两档使用。当开关为吸磁档时,KM3得电闭合,使吸磁接触器KM1线圈通电,主触头闭合,电磁吸盘线圈通入直流开始工作。同时KM3的常闭点断开,使去磁电阻与电磁吸盘断路,这是改进问题的关键所在;当开关为去磁档时,在时间继电器SJ的控制下,吸盘线圈通过限时的反向电流快速去磁,而电阻也在KM3失电后接入到去磁的回路中耗能。改进后电路简单,接触器、电阻等大幅减少,方便维护,并提高了设备的稳定性。

图2 改进吸去磁控制图
四、实施效益
该吸去磁电路的节能改造主要在一炼钢废钢跨磁性吊车上安装使用,从实施效果上看,改造后,减少了维修工作量,降低了维修费用的投入;从备件消耗上,废钢跨2台磁性吊车全年可减少使用电阻、接触器等十余个;从能耗上,2台磁性吊车都是全天24h运行,其电阻的能耗甚至大大超过了电磁吸盘本身,改造后可降低能耗50%。

图3 改进吸去磁控制图
五、结语
通过对厂部磁性吊车吸去磁存在问题进行分析,改进后的方法对磁性吊车的稳定运行具有很大作用。据2013年车间磁性吊车使用情况反馈,改进后的吸去磁故障率可降低到原先的1/3以下,能耗降低50%,效果明显。
[1] 裘为章.实用起重机电气技术手册[M].北京:机械工业出版社.2005.
[2] 殷思龙.起重机的改造[J].电气时代,2002(8):22-25.
TH215
B
1671-0711(2014)05-0028-02
2014-03-05)