颗粒粒度和形貌特征对保护渣强度的影响
2014-03-26温正勇李光强吴胜利姚增远
郑 万,温正勇,李光强 , 吴胜利 ,姚增远
(1.武汉科技大学钢铁冶金及资源利用省部共建教育部重点实验室,湖北 武汉,430081;2.攀枝花钢城集团有限公司冶金辅料分公司,四川 攀枝花,617023)
空心球状颗粒保护渣具有良好的流动性和保温性,各冶金辅料厂已普遍采用喷雾成型工艺进行生产。保护渣在运输和使用过程中不可避免受到外力作用,保护渣颗粒应具有一定抗压能力,避免或减少颗粒破碎而影响其使用性能[1-2],因此,研究喷雾成型颗粒保护渣强度的影响因素并对其进行改善具有实用意义。喷雾干燥成型所制保护渣颗粒强度与原料粒度、黏结剂、保护渣粒度及形貌等因素有关。丁湘等[3]研究发现喷雾造粒成型工艺生产的小颗粒ZrO2比其大颗粒容易破碎,Stephan等[4]和钟余发等[5]指出保护渣颗粒形貌与喷雾干燥出口温度有关,贺征等[6]通过数值模拟发现,球形度好的铝颗粒受到阻力最小,Liu等[7]对钨粉颗粒度调节发现较为致密的堆积结构,程齐军等[8]研究不同粒径铜粉烧结颗粒发现,粒径越大,Cu基热管芯孔隙度越大且强度越小,刘体锋等[9]发现颗粒孔隙度大及镂空现象会降低颗粒强度,吴自敏等[10]通过修补空心球表面裂纹和断面空洞的方法来提高空心球的强度,陈许玲等[11]改进细磨及润磨工艺,通过减小原料粒度、增加接触几率、增强反应的方法来减小预热团块孔隙率,增加颗粒抗压强度。
由于喷雾干燥成型颗粒保护渣的强度形成机制不同于固相或液相烧结,有关此类保护渣强度影响机理研究较少,为此,本文设计3组不同保护渣原料配比及球磨时间方案,试制出不同粒径及粒度分布的保护渣颗粒,研究保护渣颗粒强度的影响因素并探讨其机理。
1 实验
1.1 不同粒度保护渣设计方案
设计3组保护渣泥浆,通过对保护渣原料配水比、黏结剂含量、分散剂含量及球磨时间的调节,试制出不同粒径及粒度分布的保护渣颗粒。保护渣原料配比及球磨时间设计方案如表1所示。表1中,设3#组保护渣中黏结剂含量、分散剂含量及球磨时间指数为1,其他组各项指数均为其与3#组中对应项指标含量的比值。
表1保护渣原料配比及球磨时间设计方案
Table1Maincompositionsandmillingtimeofexperimentalmouldfluxes

/%()()()1#40.51.6522#40.51.441.43#42.5111
1.2 检测分析
1.2.1 保护渣颗粒粒度分布
称取100 g保护渣试样,经多筛层(20、30、50、70目)筛选,称量计算保护渣颗粒粒度分布。记粒径为0.2~0.3、0.3~0.6 、0.6~0.8 mm的保护渣分别为小颗粒、中颗粒和大颗粒保护渣。
1.2.2 保护渣颗粒强度

1.2.3 SEM分析
取中颗粒保护渣部分试样,用特殊方法进行人工破碎,筛选出各粒度范围下限的破碎试样,对破碎和未破碎试样用XL30扫描电镜检测。
2 结果与讨论
2.1 原料配比对保护渣颗粒粒度分布的影响
保护渣粒度分布如图1所示。从图1中可看出,中等颗粒分布比率约占总量60%,1#保护渣中大颗粒比率约占总量40%,1#保护渣颗粒平均粒度较大。如表1所示,1#、2#和3#保护渣中黏结剂和分散剂的加入比例依次减少,3#保护渣中加水比例较高。加入适当黏结剂和分散剂可使原料悬浮在液相中互不接触,从而增加流动性,过多的黏结剂和分散剂可使泥浆黏度增加[13]。1#保护渣中黏结剂和分散剂加入最多,原料间黏结较紧密,喷雾形成的雾滴较大,成型后保护渣颗粒总体粒度偏大。因此,加入适中的黏结剂和分散剂,有利于减小原料间的黏滞力和雾滴粒径,使喷雾成型后的保护渣颗粒总体粒度趋小。
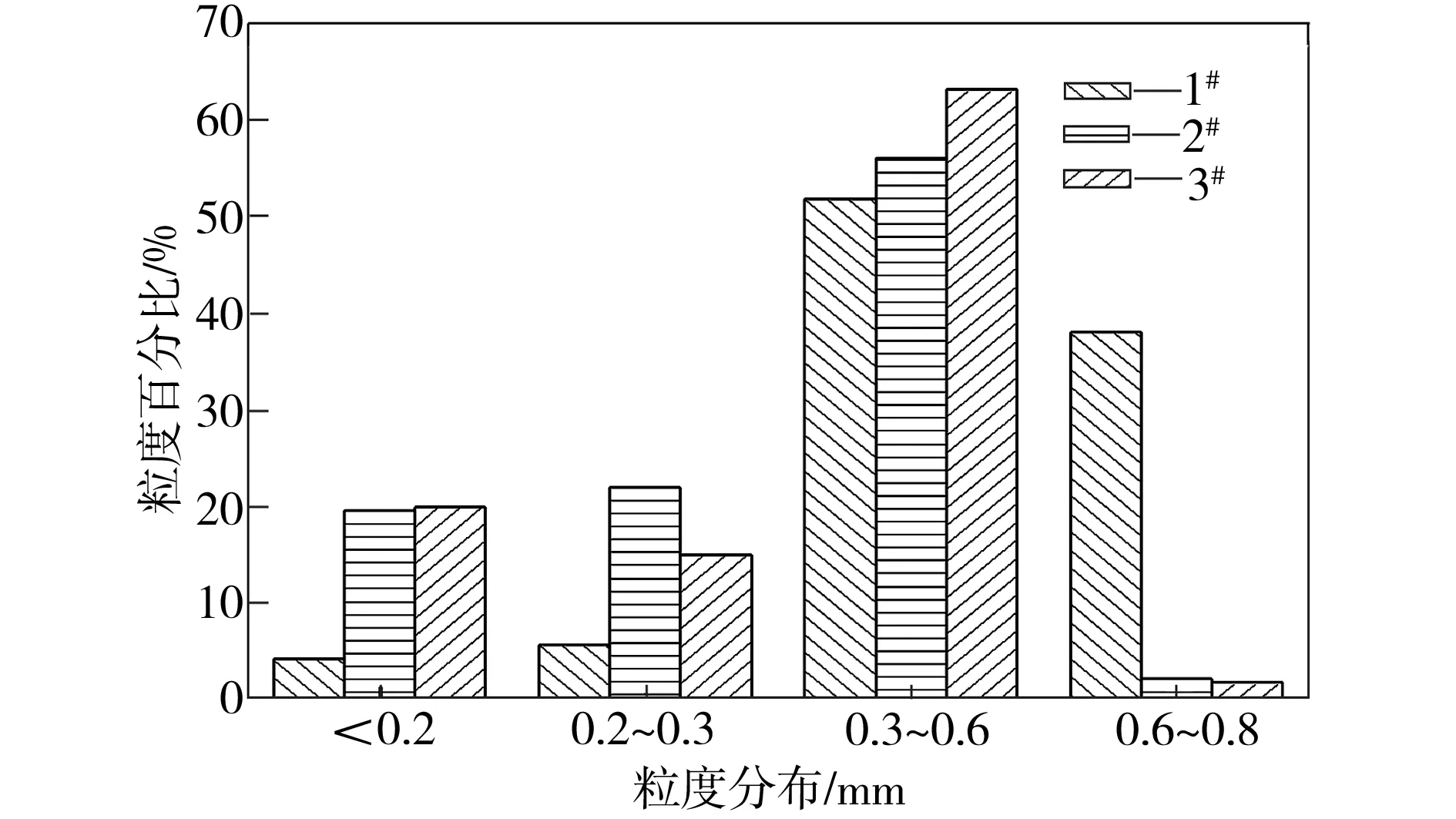
图1 保护渣粒度分布
2.2 保护渣颗粒粒度对其强度的影响
不同保护渣粒度分布下的破碎率如图2所示。0.3~0.6 mm和0.6~0.8 mm颗粒保护渣的平均破碎率和综合破碎率如表2所示。从图2中可看出,中颗粒保护渣破碎率为大颗粒保护渣破碎率的1/2左右,这表明中等颗粒保护渣强度较大。中颗粒中,1#和2#保护渣颗粒破碎率为3#保护渣颗粒破碎率的2/3左右。从表2中可见,从综合破碎率看,1#保护渣强度>2#保护渣强度>3#保护渣强度;从平均破碎率看,2#保护渣强度较1#和3#保护渣强度大。上述结果表明,增加中等颗粒比率可有效提高保护渣颗粒总体强度。
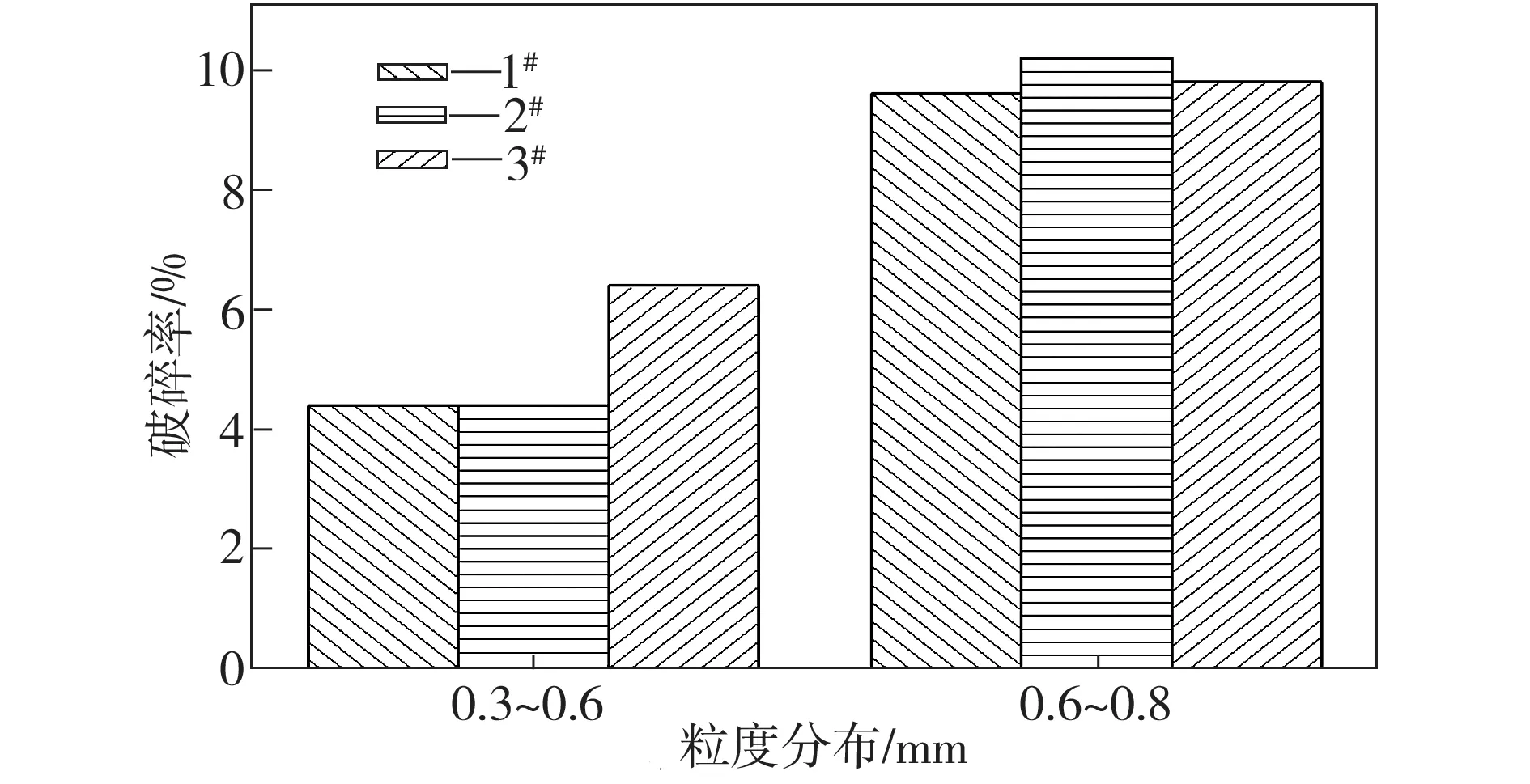
图2 不同粒度分布下保护渣的破碎率
Table2Comprehensiveandaveragebreakageratesofthemouldfluxes

/%/%1#6.47.3382#4.67.8943#6.510
2.3 保护渣颗粒形貌对其强度的影响
1#保护渣颗粒形貌如图3所示。从图3中可看出,大颗粒保护渣表面孔洞较大,凹陷较多;中颗粒保护渣表面孔洞较小,凹陷较少。经扫描电镜分析可知,大颗粒保护渣孔洞尺寸是小颗粒保护渣孔洞尺寸的2~4倍。保护渣表面孔洞的形式可结合其成型过程(见图4)予以解释,保护渣雾滴进入降速蒸发阶段,其表面已结壳而形成相对封闭空间,当内压大于外压时形成表面孔洞[14];雾滴处在降速蒸发阶段,液滴表面干燥速率不小于内部液体的扩散与对流传递速率时,其表面虽已结壳,但壳内仍含有液滴,由于内压趋近外压,使已成型的颗粒外层不至破裂;成型后,其内部水分继续蒸发,原本水分残留的空间形成空心,颗粒因内外压差收缩形成凹陷[15]。两类粒度保护渣颗粒受力状况如图5所示。从图5中可看出,大颗粒保护渣颗粒孔洞较大,其所受剪切力较大,从孔洞对称处断裂的可能性大;小粒径保护渣颗粒表面孔洞小且球形度好,所受剪切力较小,因而其抗压能力较大。这是由于保护渣表面凹陷断面处较少有或无颗粒填充,使得保护渣颗粒受压时易从凹陷处先破碎,然后从该处对称面先破碎。因此,大颗粒保护渣强度比中颗粒保护渣强度低的主要原因是大颗粒保护渣表面存在受力状态差的大孔洞和凹陷。

(a)0.6~0.8 mm 颗粒

(b) 0.3~0.6 mm颗粒

图4 保护渣成型过程示意图

(a) 0.6~0.8 mm 颗粒

(b) 0.3~0.6 mm颗粒
Fig.5Mechanicalanalysisofmouldfluxwithdifferentparticlesizes
2.4 保护渣颗粒断面致密度对其强度的影响
0.3~0.6 mm保护渣颗粒断面如图6所示。由图6中可看出,颗粒断面致密度由大到小排序为: 1#保护渣、2#保护渣、3#保护;3#保护渣颗粒断面大孔隙周围有17 μm×31 μm似长方形大颗粒存在,其周围无细小颗粒填充,该处断面形成以29 μm×31 μm似长方形为底的矩形空间(图6(c)),这使得颗粒受压时易从该处破碎,而后从该孔洞对称面破碎。可见,0.3~0.6 mm保护渣颗粒断面致密度是其强度的主要影响因素。

(a) 1#保护渣

(b)2#保护渣

(c)3#保护渣
Fig.6Sectionalviewofmouldfluxeswithparticlesizeat0.3~0.6mm
2.4.1 黏结剂、分散剂和水分含量对颗粒断面空洞尺寸的影响
保护渣颗粒断面空洞尺寸与黏结剂、分散剂和水分含量有关。雾滴在恒速蒸发阶段,其黏结剂、分散剂和水分含量较多,其水分蒸发为原料颗粒移动提供较大动力,使原料颗粒外移摩擦阻力减小,较小的原料易优先移动到外表面,熔融冷却后形成外壳;雾滴进入降速蒸发阶段,黏结剂、分散剂和水分减少,内部原料的悬浮效果减弱,水分蒸发提供的动力减小,内部大颗粒物料较多,小颗粒物料外移空间狭小,阻力增大,结果导致内部物料不易填充密实,增大了颗粒断面空洞尺寸。因此,加入适中的黏结剂、分散剂和水分,可使原料悬浮在液相中,减小其向外迁移的阻力,同时水分蒸发还为物料提供了外移动力,减小了颗粒断面空洞尺寸。
2.4.2 球磨时间对颗粒断面空洞尺寸的影响
原料球磨时,随球磨时间延长,物料与磨球之间的碰撞几率增大,从而增大小粒度物料的比率[16]。小粒度物料体积小,所需外移动力小,易通过间隙不断外移(如图7所示),填充已成型颗粒断面的空间,起减小颗粒断面空洞尺寸的作用。因此,延长球磨时间,可增大小粒度物料比率,减小颗粒断面空洞尺寸。

图7 在保护渣雾滴中不同粒度颗粒移动示意图Fig.7 Motion diagram of raw material with different particle sizes in mould flux droplets
3 结论
(1)0.3~0.6 mm保护渣颗粒比率是影响其总体强度的主要因素,加入适中的黏结剂和分散剂,可增大0.3~0.6 mm保护渣颗粒的比率,改善其致密度,从而增大保护渣颗粒总体强度。
(2)大颗粒保护渣强度较中颗粒保护渣强度低,其原因是大颗粒保护渣表面存在受力状态差的大孔洞和凹陷。
(3)延长球磨时间,可增大小粒度物料比率,减小颗粒断面空洞尺寸,从而提高保护渣颗粒强度。
[1] 杨玉祥. 颗粒保护渣生产系统的设计[J]. 连铸,2001,29(3):29-31.
[2] 杨飒,王训伟. 用于高温密封材料粉体处理的造粒方法的研究[J]. 北京联合大学学报:自然科学版,2008,22(2):41-44.
[3] 丁湘,李金有,杨正方. 喷雾造粒ZrO2粉料坯体性能的研究[J]. 无机材料学报, 2000, 15(6):999-1004.
[4] Stephan G Maas,Gerhard Schaldach,Eva M Littringer,et al.The impact of spray drying outlet temperature on the particle morphology of mannitol[J]. Powder Technology,2011, 213(3):29-35.
[5] 钟余发,程小苏. 利用离心喷雾干燥制备球形粉体的工艺因素研究[J]. 材料导报,2009,23(2):147-150.
[6] 贺征,刘丛林,顾璇,等. 形状及旋转角度对非球铝颗粒受力的影响分析[J]. 固体火箭技术,2013,36(1):45-49.
[7] Liu Binbin,Chen Jianghua. Fabrication of W/Cu20 composite materials with nearly full density by particle size distribution method[J]. Rare Metal Materials and Engineering,2010,39(1):17-21.
[8] 程齐军,欧耀辉. Cu基热管芯体多孔材料增孔补强的研究[J]. 粉末冶金技术,2012(1):28-33.
[9] 刘体锋,宋志军. 流化床喷雾造粒颗粒强度的影响因素研究[J]. 中国粉体技术,2006,12(5):35-37.
[10]吴自敏,王家邦,杨辉. 钛溶胶表面修饰氧化铝空心球[J]. 材料科学与工程学报,2013,31(3):446-455.
[11]陈许玲,甘敏,范晓慧,等. 有机黏结剂氧化球团固结特性及强化措施[J]. 中南大学学报:自然科学版,2009,40(3):550-555.
[12]段大福. 攀钢板坯高速连铸保护渣的研究[D]. 重庆:重庆科技大学,2005.
[13]徐小勇,石棋. 羧甲基纤维素在陶瓷釉浆中的应用研究[J]. 中国陶瓷,2008,44(10):56-58.
[14]张常乐. 喷雾造粒中钼粉颗粒形貌分析[J]. 中国钼业,2011,35(5):46-48.
[15]傅宪辉,沈志刚. 喷雾造粒中形成的各种颗粒形貌和结构[J]. 中国粉体技术,2005,11(2):44-49.
[16]杜鹏程,史非,刘敬肖,等. 球磨工艺对Mg2SiO4合成及其粉碎粒度影响[J]. 中国陶瓷工业,2013,20(1):5-8.
