2219T87铝合金焊接接头的常温蠕变行为及其预测
2014-03-17付雪松常志龙周文龙陈国清
李 壮,付雪松,常志龙,周文龙,陈国清
(1. 大连理工大学 材料科学与工程学院,大连 116085;2. 北京宇航系统工程研究所,北京 100076)
蠕变是指结构材料在载荷作用下变形量随时间而逐渐增加的现象,其形变行为与机理的研究受到人们的重视。研究表明[1],金属的常温蠕变呈现非热激活的黏滞性变形特点,是位错与时间相关的滑动过程。在载荷作用下,晶体中的可动位错被激活,而位错的运动水平受晶粒内部黏滞拖拽力控制,直接影响材料的常温蠕变变形程度和服役寿命。仲莹莹等[2]对ZM6合金的常温蠕变行为进行了研究,发现ZM6常温蠕变机制为位错滑移机制。马秋林等[3]研究了工业纯钛TA2常温下蠕变第一阶段的特性,认为在常温下低于临界应力值时蠕变不会发生。
2219铝合金属Al-Cu-Mn系析出强化型高强铝合金,具有比强度高、低温和高温力学性能好、断裂韧度高、抗应力腐蚀性能好等特点,在航空航天、载运工具等领域具有广泛的应用[4]。2219铝合金作为航天大型结构件常用材料,在某些结构中承载贮存周期长,对其地面设计工况提出了新的要求。搅拌摩擦焊(FSW)和惰性气体钨极保护焊(TIG)是2219T87铝合金结构件制备中常用的连接方式。FSW 具有连接温度低、焊后残余应力小和接头性能好等一系列优点[5-9],且焊缝材料不发生相变[10],但焊接过程中接头附近的组织性能将发生改变,如组织粗化、强度降低。TIG焊更是容易出现焊接变形和气孔、残余应力较大等缺点[11]。而材料组织性能的改变对长期受载状态下产生的结构常温蠕变具有重要影响,进行高可靠性结构设计时必须充分考虑这一影响。目前,绝大多数的研究工作是针对焊接后材料的组织和力学性能,鲜有关于焊接材料常温蠕变问题的报道。
2219铝合金问世后,取代2014铝合金作为贮箱材料,表现出优良的加工性能。特别是良好的焊接性能,使得2219铝合金焊接的贮箱可靠性大大提高。因此,本文作者在考察2219T87铝合金FSW和TIG焊组织和性能的基础上,重点研究材料焊接前后的常温蠕变行为,为2219铝合金材料贮箱的设计和使用提供参考依据。
1 实验
实验材料为2219T87铝铜合金及其FSW和TIG焊板材,化学成分如表 1所列。根据国家标准(GB/T2039-1997)制备拉伸蠕变板状试样,尺寸如图 1所示,厚度为2 mm、标距长度为100 mm。压缩蠕变试样为d9 mm×50 mm棒材。对于FSW板材分垂直焊缝和平行焊缝两个方向取样,如图2所示。垂直焊缝试样,标距正中宽10 mm为焊核组织,其余为母材(见图 2(a));平行焊缝试样,标距内全为焊核组织(见图2(b))。TIG焊焊缝较窄,因此,只研究垂直焊缝试样。

表1 2219T87铝合金的化学成分Table 1 Chemical composition of 2219T87 aluminum alloy(mass fraction, %)
将常温蠕变的本构方程推导后,得常温蠕变量ε与时间t的关系式:

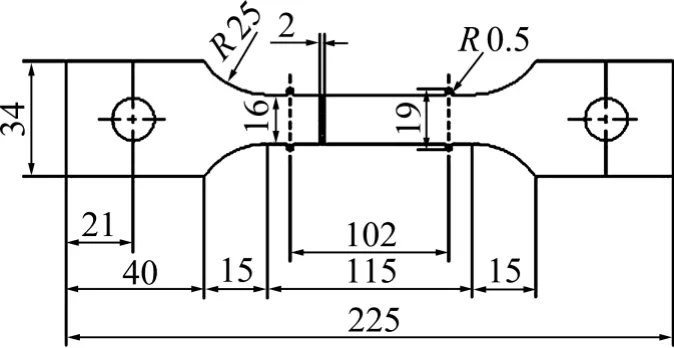
图1 拉伸蠕变试样示意图Fig. 1 Schematic drawing of tensile creep specimen (Unit:mm)
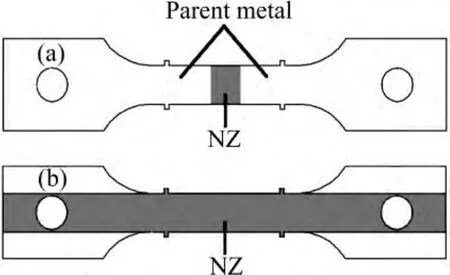
图2 蠕变试样的焊接接头分布特征示意图Fig. 2 Schematic diagrams of distribution features of creep specimen welded joints: (a) Vertical weld direction; (b) Parallel weld direction
式中:α和β为与材料、载荷和温度相关的系数[12]。本实验中,加载到恒载应力所用时间较短,因此,忽略加载速率对实验的影响,常温蠕变量ε与时间t的关系用式ε=ε0+αln(βt+1)来描述。其中,ε0为实验初始加载到预定应力所产生的应变量,为弹性应变。设定加载完成的时刻为蠕变起始点,即t=0时,ε=ε0。通过Origin软件对蠕变实验采集的数据进行拟合,获得蠕变关系式中的参数值。
蠕变实验在Gpc-100KN持久蠕变试验机上进行,材料的力学性能测试设备为DNS100拉伸试验机。用混合酸(1.0%HF+1.5%HCl+2.5%HNO3+95%H2O, 体积分数)对抛光后的铝合金试样进行腐蚀,在光学显微镜和扫描电镜下观察焊接接头的微观组织。
通过测试和分析,最终确定实验温度为18 ℃,实验时间为300 h,应力设计9组,分别为母材拉伸200、300 MPa,母材压缩200、300 MPa,FSW平行焊缝100、200 MPa,FSW垂直焊缝200 MPa,TIG焊100、150 MPa。
2 结果与讨论
2.1 2219T87铝合金焊接前后的组织特征与力学性能
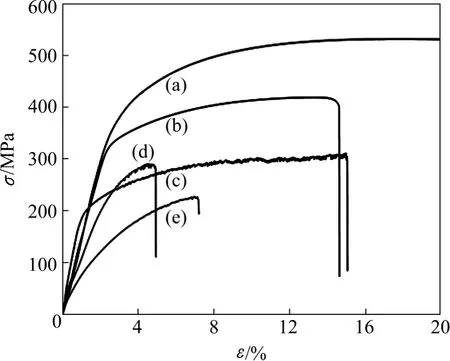
图3 2219T87铝合金母材及其焊接接头的应力-应变曲线Fig. 3 Stress-strain curves of 2219T87 aluminum alloy and its welded joints: (a) Compressive curve of 2119T87 aluminum alloy; (b) Tensile curve of 2219T87 aluminum alloy; (c) FSW(Parallel to weld line); (d) FSW (Vertical to weld line); (e) TIG(Vertical to weld line)
图3所示为2219T87铝合金焊接前后的拉伸和压缩力学性能测试曲线。测试结果显示,2219T87母材的拉伸屈服强度为320 MPa,伸长率为14%,压缩屈服强度为340 MPa。焊后材料的强度和塑性降低(垂直焊缝方向),其中,FSW 焊样品的拉伸强度和伸长率分别降低为230 MPa和5%,强度约为母材的72%;TIG焊样品的拉伸强度和伸长率分别降低为170 MPa和 7%,强度约为母材的 53%。沿平行于焊接方向,FSW的强度降低到210 MPa,但是塑性变形能力没有降低,伸长率为15%。
图4所示为2219T87铝合金原始母材和FSW后的显微组织。母材为板条状组织(见图4(a)),晶粒细长且粗大(宽约25 μm),在母材晶界和晶内存在大量强化相(见图4(b))。FSW后,焊核区(见图4(c))受到焊接热循环及搅拌双重作用,组织形态发生明显变化,晶粒由板条状组织转变为等轴再结晶组织(见图 4(d)),焊核区晶粒尺寸均匀且细小(约为10 μm)。此外,在焊接热循环和机械搅拌的梯度作用下,焊缝区内细小沉淀相发生不同程度的再次固溶、析出和长大过程,当θ(Al2Cu)过渡相长大到一定尺寸时,与基体α(Al)相的共格关系被破坏,形成无共格的θ相,θ相的形成、聚集和长大程度的不同将导致焊缝各区域性能不同[13]。

图4 2219T87铝合金母材和FSW接头的显微组织Fig. 4 Microstructures of 2219T87 aluminum alloy and FSW joints: (a) Optical micrograph of parent metal; (b) SEM image of patent metal; (c) Optical micrograph of nucleation zone (NZ); (d) Optical micrograph of NZ and heat affected zone (HAZ)
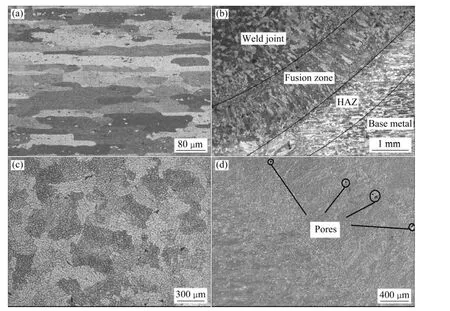
图5 2219T87铝合金TIG接头的组织显微Fig. 5 Microstructures of 2219T87 aluminum alloy TIG welded joints: (a) Optical micrograph of parent metal; (b) Optical micrograph at edge of weld zone; (c) Optical micrograph of weld joint zone; (d) SEM image of weld zone
图5所示为2219T87铝合金TIG焊后不同区域的组织形貌。TIG焊包含3种特征组织区,分别为焊缝区、融合区和热影响区,如图5(b)所示。母材为板条状组织,晶粒沿轧制方向较长 (见图5(a))。焊缝组织以α(Al)固溶体为基体,在基体内分布着许多颗粒较小的θ(Al2Cu)相,起到强化基体的作用[14]。融合区的显微组织为柱状晶,且沿垂直于融合线向焊缝中心扩展(见图5(b)),这是由于在焊接过程中焊缝金属凝固时,晶体首先在与母材相接的融化边界处连续长大。焊缝中心晶体形态为等轴晶,晶粒尺寸约为100 μm(见图5(c))。TIG接头焊接区存在许多气孔(见图5(d)),这些气孔的存在不仅降低焊缝的有效承载能力而且容易形成应力集中,使得焊缝的强度和韧度降低。
2.2 2219T87铝合金的室温蠕变规律与性能
2.2.1 原始态试样的蠕变曲线
图6所示为2219T87铝合金经300 h、实验应力分别为200和300 MPa蠕变的实验数据、拟合曲线以及拟合结果,图中拟合曲线是通过公式ε=ε0+αln(βt+1)对实验数据点进行拟合得到,拟合曲线与采集数据点吻合较好。实验数据显示,2219T87铝合金的常温蠕变行为具有典型的常温蠕变曲线特征。300 h内,蠕变开始的短时间内发生的变形量占整个变形量的绝大部分,决定了整个蠕变的趋势。常温蠕变的最初蠕变速率较大,随着蠕变进行,蠕变速率急剧降低。随着应力水平提高,试样蠕变量增加,200和300 MPa拉应力下,300 h蠕变量分别为0.368%和0.634%。相同应力水平下,压缩蠕变量比拉伸蠕变量低。在200和300 MPa压应力下,300 h蠕变量分别为0.328%和0.558%。
2.2.2 FSW试样的蠕变
图7所示为垂直焊缝和平行焊缝方向FSW试样经300 h、实验应力分别为100和200 MPa时的蠕变实验数据、拟合曲线以及拟合结果。由图7可见,拟合曲线与数据点吻合较好。无论是组织均匀的平行焊缝试样还是组织不均匀的垂直焊缝试样,其蠕变曲线都具有典型常温蠕变曲线的对数变化规律。平行焊缝试样在100 MPa时的蠕变现象并不明显,曲线变化相对平直,300 h蠕变量为0.163%;应力提高到200 MPa时,蠕变量为0.354%。垂直焊缝试样在压力为200 MPa时蠕变量较平行焊缝试样明显增大,达到0.625%。
2.2.3 TIG试样的蠕变曲线

图6 不同载荷下2219T87铝合金的蠕变曲线及其拟合曲线Fig. 6 Creep curves and fitting curves of 2219T87 aluminum alloy under different loads: (a) Tensile stress of 200 MPa; (b) Tensile stress of 300 MPa; (c) Compressive stress of 200 MPa; (d) Compressive stress of 300 MPa
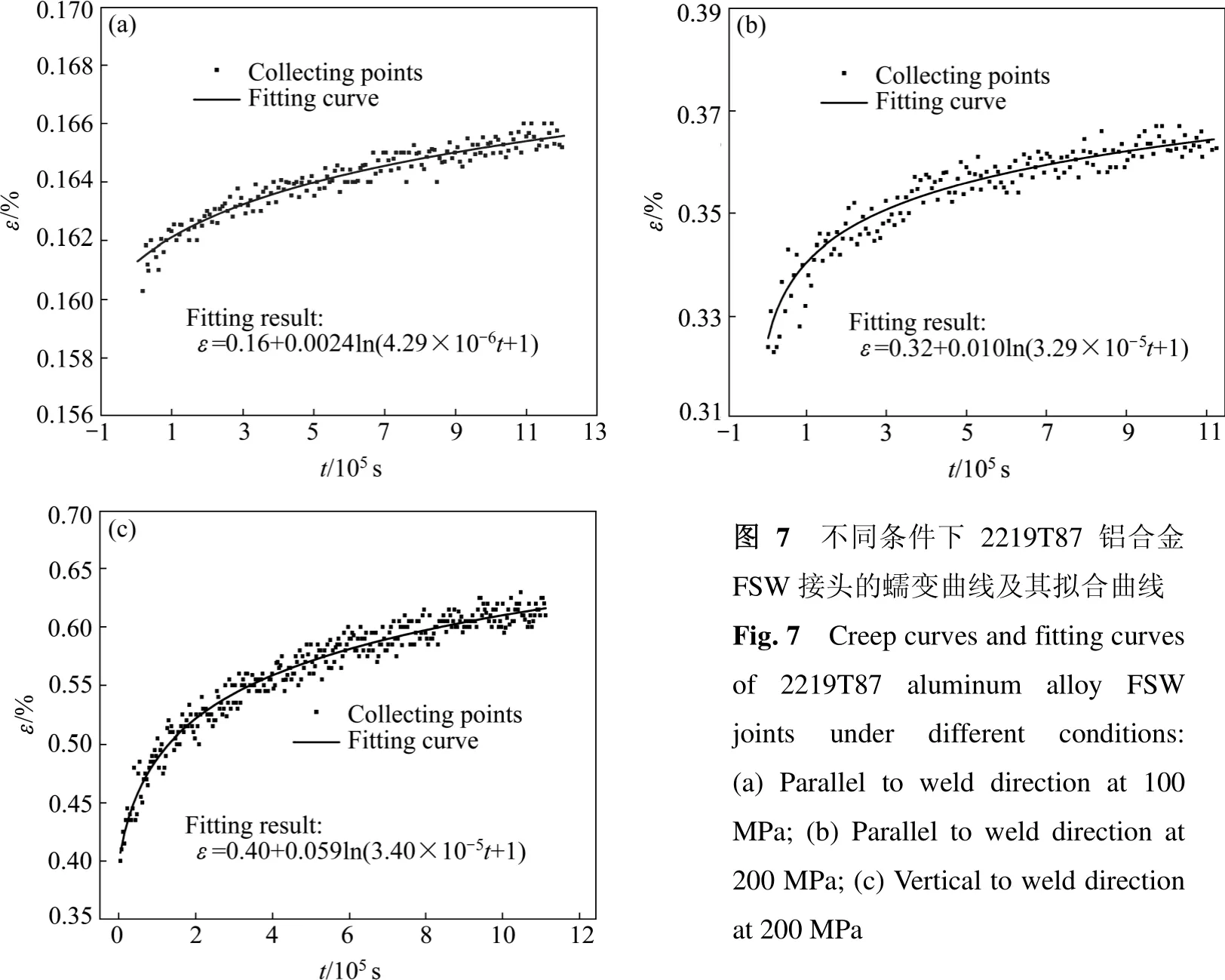

图8 2219T87铝合金TIG焊接头的蠕变曲线及其拟合曲线Fig. 8 Creep curves and fitting curves of 2219T87 aluminum alloy TIG welded joints: (a) Vertical to weld direction at 100 MPa; (b) Vertical to weld direction at 150 MPa
图8所示为TIG焊垂直焊缝方向试样经300 h、应力分别为100和150 MPa蠕变实验数据、拟合曲线及拟合结果。由图8可见知,拟合曲线与数据点吻合较好,蠕变曲线同样具有典型常温蠕变曲线的对数变化规律。经300 h蠕变后,应力为100 MPa时试样品蠕变量为0.242%,应力提高到150 MPa蠕变量可达0.420%。从图6~8可见,母材、FSW和TIG焊试样的常温蠕变特征,都符合典型常温蠕变曲线分为两个阶段的规律。第一阶段蠕变速率较大,几乎与时间呈正比关系增加,主要是由瞬间加载完成后弹性后效引起的滞弹性蠕变;第二阶段蠕变则相对缓慢,滞弹性变形结束,发生塑性变形才表现出来,占居主导地位。
2.2.4 蠕变后力学性能测试
图9所示为经200 MPa、300 h蠕变后2219T87铝合金试样与原始样的力学性能曲线。结果显示,长时间蠕变后,试样的强度略有增加,伸长率明显下降。其原因是铝合金蠕变过程中产生少量塑性变形时,造成大量位错缠结在一起,最终形成包状位错组织,包壁位错密度高,包内位错密度低。研究认为[15]形成位错包导致第二相组织分布不均匀,提高了合金屈服强度,降低了塑性。
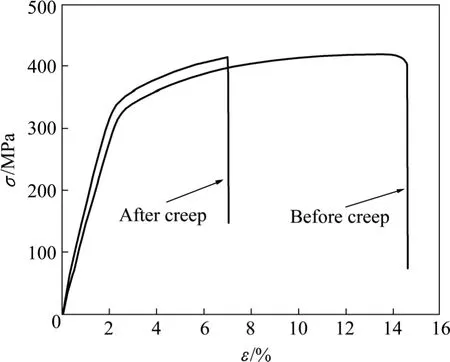
图10所示为FSW平行焊缝试样和垂直焊缝试样蠕变前后的力学性能曲线。测试结果显示,蠕变后试
图9 蠕变前后2219T87铝合金的应力-应变曲线
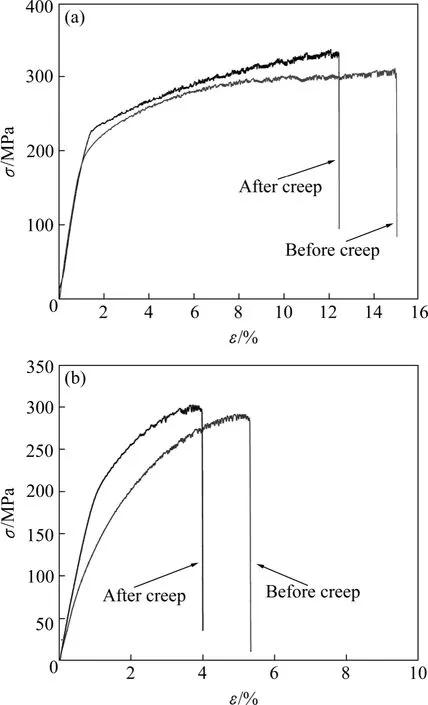
图10 蠕变前后FSW接头的应力-应变曲线Fig. 10 Stress-strain curves of FSW joints before and after creep tests: (a) Parallel to weld direction; (b) Vertical to weld direction
Fig. 9 Stress-strain curves of 2219T87 aluminum alloy before and after creep tests样的断裂强度都略有增加,伸长率有不同程度的降低。FSW的热机影响区受到搅拌针的搅拌破碎作用较小,在热循环的作用下发生晶内析出相偏聚长大,晶内强化作用减弱,且热机影响区沿晶界分布的析出相造成晶界处发生应力集中,致使晶界弱化力学性能明显下降[16],所以,垂直焊缝试样蠕变前的伸长率也明显较低,如图3所示。而蠕变后同样因为位错运动的作用其强度增加,伸长率降低。
2.3 2219T87铝合金的蠕变特征分析与蠕变量预测
将拟合后所得参数代入蠕变计算公式,可用外推计算法推算此应力状态下更长时间的蠕变量。表2所列为在恒载应力作用下 2219T87母材、FSW 和 TIG焊试样在300和1×105h时的应变量。研究发现,铝合金母材恒载300 h所产生的应变量已经占1×105h应变量的70%左右。这一现象符合普遍认同的Alden常温态蠕变理论机理[1]:金属的塑性变形主要是由于金属材料内部的位错运动而产生的。当金属材料加载到某一设定值并保持恒定载荷时,产生了一定量的可动位错,这些可动位错在恒载开始时发生滑移,材料由此出现变形。但随着时间的延长,可动位错滑移遇到阻碍转变为不动位错,可动位错数量越来越少,即出现材料蠕变变形量和变形速度随时间延长而减小的现象。此外,相同应力条件下压缩状态比拉伸状态的蠕变量小,这是因为相同应力状态下压缩蠕变的位错塞积更快,因此蠕变速率较低,蠕变量较小。外推拟合计算显示,材料在屈服强度内使用,其1×105h变形量不超过 1%。实验结果表明,焊接导致材料的抗蠕变能力降低。在200 MPa应力水平时,实验测得母材300 h实测变形量为0.368%,FSW试样(垂直焊缝方向)的蠕变量为0.625%;而TIG焊接试样在150 MPa时蠕变量为0.420%,超过母材的蠕变量。同时,研究发现,试样蠕变行为与焊缝位向密切相关。对于FSW试样,当焊缝方向与试样平行时,200 MPa下试样300 h后蠕变量为0.354%,比母材蠕变量略低。对于平行焊缝试样,试样主承载受力区组织均匀,如图2(b)所示,呈晶粒细小、屈服强度高的焊核区显微组织特征。对于FSW试样,相对1×105h而言,平行焊缝试样300 h蠕变量已占85%,而垂直焊缝试样300 h蠕变量只占65%,说明垂直焊缝试样在300 h后蠕变现象依然明显,材料抗蠕变能较差。这是因为垂直焊缝试样包含热影响区,FSW的热影响区强度和硬度比母材和焊核区的低[17],所以,在蠕变过程中容易产生塑性变形,使材料抗蠕变能力降低。
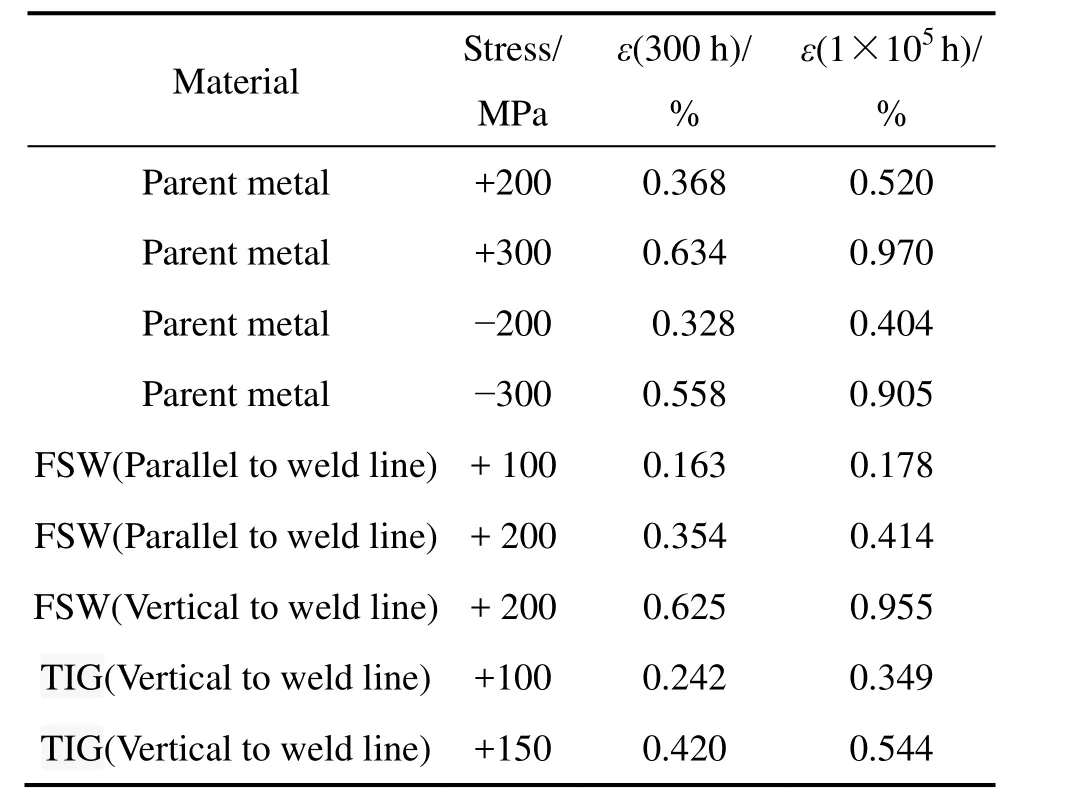
表2 外推法计算所得不同材料的1×105 h蠕变量Table 2 1×105 h creep values of different materials calculated by extrapolation method
3 结论
1) 2219T87铝合金及其焊接材料具有典型常温蠕变特征,符合常规对数变化规律,相同应力下压缩蠕变的蠕变量比拉伸蠕变的小。外推拟合计算显示,材料在屈服强度内使用,其1×105h变形量不超过1%。
2) 焊接后的2219T87铝合金强度降低,其抗蠕变能力降低,长时间恒载蠕变量增大。搅拌摩擦焊(FSW)接头强度可达母材的72%左右,而TIG焊接头强度只能达到母材的53%。
3) 相对于TIG焊,FSW焊接接头的质量更好(屈服强度更高),其显微组织均匀细小且没有气孔缺陷,因此,其抗蠕变性能更好。
4) 相同应力水平下,2219T87铝合金及其焊接态材料压缩蠕变量比拉伸蠕变量小。2219T87铝合金及其焊接态材料经过长时间蠕变后,屈服强度略有增加,断后伸长率明显下降。
[1] ALDEN T H. Theory of plastic and viscous[J]. Metall Trans,1987, 18: 811-826.
[2] 仲莹莹, 张新明, 邓运来, 许树芳, 余艳兵, 沈 枫. ZM6合金室温蠕变机理研究[J]. 特种铸造及有色合金, 2009, 29(4):378-380.ZHONG Ying-ying, ZHANG Xin-ming, DENG Yun-lai, XU Shu-fang, YU Yan-bing, SHEN Feng. Creep mechanism of Mg-Nd-Zn-Zr(ZM6) alloy at ambient temperature[J]. Special Casting & Nonferrous Alloys, 2009, 29(4): 378-380.
[3] 马秋林, 张 莉, 徐 宏, 王志文. 工业纯钛TA2室温蠕变第1阶段特性研究[J]. 稀有金属材料与工程, 2007, 36(1): 11-14.MA Qiu-lin, ZHANG Li, XU Hong, WANG Zhi-wen. Primary creep characteristic of TA2 at room temperature[J]. Rare Metal Materials and Engineering, 2007, 36(1): 11-14.
[4] 吴鸿燕, 邢 丽, 陈玉华, 黄春平. 2219铝合金搅拌摩擦焊接头的断裂部位特征[J]. 金属热处理, 2011, 36(5): 90-93.WU Hong-yan, XING Li, CHEN Yu-hua, HUANG Chun-ping.Fracture location characteristics of 2219 aluminum alloy friction stir welded joints[J]. Heat Treatment of Metals, 2011, 36(5):90-93.
[5] SQUILLACE A, de FENZO A, GIORLEO G, BELLUCCI F. A comparison between FSW and TIG welding techniques modifications of microstructure and pitting corrosion resistance of AA2024-T3 butt joints[J]. Journal of Materials Processing Technology, 2004, 152(1): 97-105.
[6] MISHRA R S, MA Z Y. Friction stir welding and processing[J].Mater Sci Eng B, 2005, 50(12): 178-185.
[7] 王训宏, 王快社, 徐可为, 胡 锴. LF2 铝合金搅拌摩擦焊接头的疲劳特性[J]. 特种铸造及有色合金, 2006, 26(6): 379-380.WANG Xun-hong, WANG Kuai-she, XU Ke-wei, HU Kai.Fatigue properties of friction stir welded aluminum alloy LF2[J].Special Casting & Nonferrous Alloys, 2006, 26(6): 379-380.
[8] 沈 洋, 王快社, 吕 爽, 孙 鹏. 7075 铝合金搅拌摩擦焊研究[J]. 特种铸造及有色合金, 2007, 27(2): 145-147.SHEN Yang, WANG Kuai-she, LÜ Shuang, SUN Peng. A study on friction stir welds of 7075 aluminum alloy[J]. Special Casting& Nonferrous Alloys, 2007, 27(2): 145-147.
[9] ERICSSON M, SANDSTROM R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG[J]. International Journal of Fatigue, 2003, 25(12):1379-1387.
[10] 李 博, 沈以赴, 胡伟叶. 伸缩式搅拌头厚铝板搅拌摩擦焊缺陷及其补焊工艺[J]. 中国有色金属学报, 2012, 22(1): 62-71.LI Bo, SHEN Yi-fu, HU Wei-ye. Friction-stir welded defects and repairing weld process of thick aluminum plates with telescopic stir-pin[J]. The Chinese Journal of Nonferrous Metals, 2012,22(1): 62-71.
[11] 王希靖, 孙桂苹, 张 杰, 徐 成, 李树伟, 牛 勇. 焊后热处理对高强铝合金搅拌摩擦焊接头的影响[J]. 中国有色金属学报, 2009, 19(3): 484-489.WANG Xi-jing, SUN Gui-ping, ZHANG Jie, XU Cheng, LI Shu-wei, NIU Yong. Effects of heat treatment after welding on friction stir welding joints of high-strength aluminum alloy[J].The Chinese Journal of Nonferrous Metals, 2009, 19(3):484-489.
[12] 聂德福, 赵 杰, 张俊善. 一种估算结构钢室温蠕变的方法[J]. 金属学报, 2011, 47(2): 179-184.NIE De-fu, ZHAO Jie, ZHANG Jun-shan. An approach to estimate room temperature creep of structural steels[J]. Acta Metallurgica Sinca, 2011, 47(2): 179-184.
[13] 周鹏展, 李东辉, 贺地求, 邓 航. 2219-T87厚板搅拌摩擦焊沿厚度方向的性能差异[J]. 焊接学报, 2007, 28(10): 5-8.ZHOU Peng-zhan, LI Dong-hui, HE Di-qiu, DENG Hang.Through thickness diversity of properties in friction welded 2219-T87 thick aluminum alloy plate[J]. Transactions of the China Welding Institution, 2007, 28(10): 5-8.
[14] 宋民远, 赵海云, 曲文卿, 王 炜. 2219铝合金及变极性TIG焊焊接接头的力学性能[J]. 铝加工, 2010(3): 30-33.SONG Min-yuan, ZHAO Hai-yun, QU Wen-qing, WANG Wei.Mechanical properties of 2219 aluminum alloy and TIG welding joints[J]. Aluminum Fabrication, 2010(3): 30-33.
[15] 湛利华, 李 杰, 黄明辉, 李炎光. 2524铝合金的蠕变时效行为[J]. 中国有色金属学报, 2013, 23(2): 320-326.ZHAN Li-hua, LI Jie, HUANG Ming-hui, LI Yan-guang. Creep ageing behavior of 2524 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(2): 320-326.
[16] 张 海. 2219铝合金FSW-VPPA交叉焊缝组织性能研究[D].南京: 南京航空航天大学, 2012: 31-32.ZHANG Hai. Research on microstructure and mechanical properties of intersection weld of 2219 aluminum by FSW-VPPA welding[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2012: 31-32.
[17] 王春炎, 曲文卿, 姚君山, 赵海云. 2219T-87铝合金搅拌摩擦焊接头组织与力学性能[J]. 焊接学报, 2010, 31(10): 78-80.WANG Chun-yan, QU Wen-qing, YAO Jun-shan, ZHAO Hai-yun. Microstructures and mechanical properties of friction stir welded 2219-T87 aluminum alloy joints[J]. Transactions of the China Welding Institution, 2010, 31(10): 78-80.
