缝纫机专用交流伺服系统设计
2014-01-16周月阳祝本明
侯 华,周月阳,祝本明
(中国兵器工业第五八研究所 四川 绵阳 621000)
目前, 随着国内工业缝纫机的制造和设计水平逐年提高,带有数字交流伺服控制系统的工业缝纫机, 因其服装加工效率高、省电省时、能够极大的改善工人作业的劳动强度, 其需求和产量正逐年提高, 国内大部分服装厂开始普及和推广这种全自动化的缝制设备。但是随着交流伺服控制技术在缝制设备上的推广, 缝纫机生产厂家对伺服控制系统的可靠性、性价比和多机种适配性提出了更高的要求[1]。缝纫机控制系统一般由主轴交流伺服电机(主轴,上下运动)、水平横向进给轴电机(X轴,横向运动)、水平竖向进给轴电机(Y轴,纵向运动)、水平旋转进给轴电机(Z轴,水平旋转)组成。根据缝制工艺要求,进给轴电机与主轴电机需保持同步联动,主轴伺服电机主要负责带动主轴电机旋转从而带动机针上下运动,同时主轴电机还要向X、Y、Z轴驱动器发送同步位置控制信号。该同步位置控制信号驱动相应的电机带动相应机械部分,实现对压框的运动控制[2]。因此,交流伺服驱动器的设计直接关系到缝纫机控制系统整体性能。
1 设计原理
随着缝制设备控制系统集成度的提高,系统硬件日益复杂,强弱电混合、模数电路混合、工作频率增高,导致系统内干扰更加严重。交流伺服系统作为功率器件,电源设计的可靠性直接影响系统的性能[3]。交流伺服驱动系统框图如图1所示。
2 硬件设计
交流伺服驱动器以高性能DSP为处理器,运用现代伺服电机控制理论,以旋转编码器和电流传感器为反馈,以智能功率模块(IPM)为逆变器实现对交流伺服电机的高性能控制。交流伺服驱动器系统主要完成电机位置环、速度环、电流环的实时控制[4-7]。专用缝纫机交流伺服驱动器设计原理框图如图2所示。
2.1 DSP模块
系统以TI公司的TMS320F28335为主控芯片,以Lattice公司的ISP-4128V为辅助芯片,外扩一片容量为512 KB的RAM以及一片256字的EEPROM,具有4通道的DA输出口,并且具备SCI和CAN通讯功能。
DSP主要完成电机位置环、速度环、电流环的实时控制,通过改变输出脉冲的总个数和频率就能控制电机的转动位置和转速。
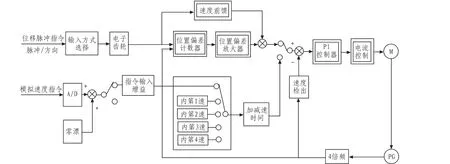
图1 交流伺服驱动框图Fig.1 Block diagram of AC servo drive
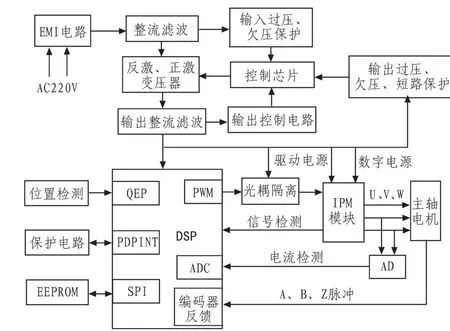
图2 软件设计的流程图Fig.2 Flow chart the software design
在控制程序中主要有以下几种控制模式:位置控制、速度控制、转矩控制。控制程序在Dsp内完成,通讯方式主要为SCI与CAN通讯,在Dsp内编写了专门的测试程序,用于对电机电流、位置、反馈等信息的实时检测,通过总线将采集的数据存放于外扩RAM中,然后通过CAN接口上传到PC调试软件,调试软件对电机的上传数据进行分析、生成波形等。
2.2 驱动电路
驱动器是驱动电机运转的关键部分,其作用就是将220 V交流输入经过整流滤波,再逆变后给永磁同步电机供电的电路,包括整流滤波电路、功率逆变、前置驱动、SVPWM驱动输出及多种保护电路。
整流滤波电路将输入220 V交流电,先经过滤波后,在经过整流桥整流,使其成为幅值平缓的直流电。
功率开关器件决定功率变换电路可以达到的最高频率、最大电流、逆变电压。该电路采用6个独立的绝缘栅极双极性晶体管(IGBT)组成功率变换电路。IGBT是功率场控晶体管MOSFET和电力晶体管GTR的复合器件,因此它既具有MOSFET的工作速度、输入阻抗高、驱动电路简单、热温度性好的特点,又包含了GTR通态压降小、阻断电压高、载流能力大等多项优点。
功率驱动芯片选用PS21867 ,其内部集成了驱动缓冲电路和各种故障检测保护电路。各个开关采用高速光耦驱动,所有PWM 引脚都上拉为高电平以防止开关误通损坏IPM。在IPM的输出端各串联采样电阻,通过光耦实时检测电机电流的瞬时值。
2.3 速度控制设计
在速度控制器的输入端将速度指令信号与速度反馈信号进行比较,再通过放大器将该偏差信号放大输出作为多路乘法器的输入信号。速度控制电路如图3所示。
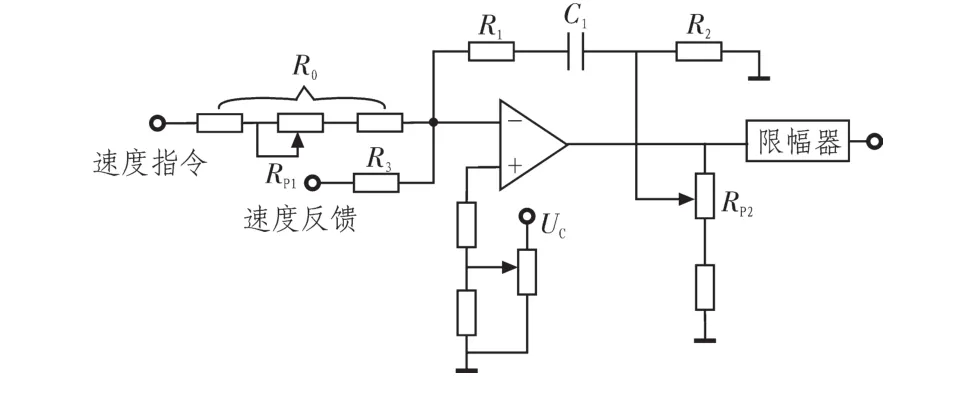
图3 速度控制电路Fig.3 The speed control circuit
调整电位器RP1、RP2来改变放大器的增益, R1、C1决定速度控制电路的截止频率。调节RP1来调整速度指令和速度反馈之间的相对大小,适当调整该电位器,可以抑制速度超调量。当电动机加上负载时,如果改变电位器RP2使反馈量增加,放大器的增益变小,要获得同样的输出,在放大器的输入端就必然存在较大的偏差,这就意味着速度下降较大。如果调整RP2使放大器反馈量变小,其增益必然增加,则速度下降较小。如果负载去掉后,最好调整RP2使放大器反馈量为零,反馈量为零即意味着放大器的增益将变得很大,速度降落当然很小,因为此时没有负载施于电动机轴上。
2.4 电流控制器设计
电流控制是提高伺服系统的响应速度、控制精度,提高控制性能的关键,电流控制电路结构如图4所示。电流控制器也是按PI控制规律调节电流的。
电流控制器与速度控制器一样,也是由反馈电阻R6,电容C6等组成的近似的比例积分型放大器,它的传递函数与速度控制器的传递函数相同,不过传递函数中的时间常数应选得小一些。调整R 可以调节电流控制放大器的反馈量,也就调节了增益。根据R6、C6来决定电流局部控制的截止频率。而R6、C6所决定的时间常数应大致与电动机的电磁时间常数相等。
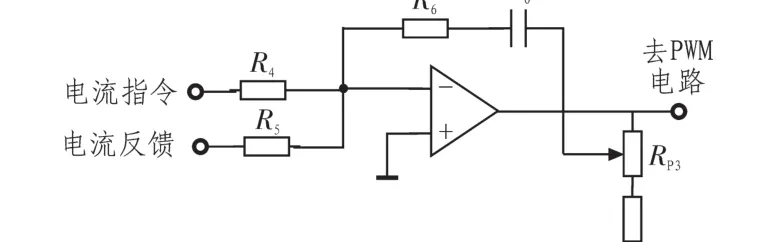
图4 电流控制电路Fig.4 The current control circuit
2.5 位置控制设计
图5 表示为以转角为输入量的位置控制系统方框图。图中的位置控制器主要为比例(P)控制,而把系统中扰动的影响都用速度内环的速度控制器来补偿,在位置环中可不考虑对扰动的补偿。
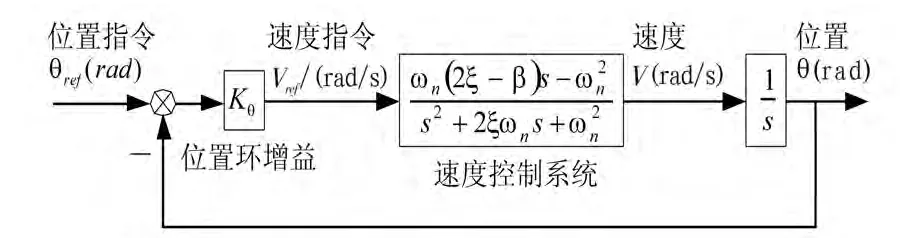
图5 位置控制系统方框图Fig.5 Block diagram of position control
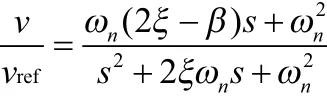
在图5所示的位置控制系统方框图中,速度控制系统(PI控制)的传递函数为
3 软件设计
伺服控制程序由3个部分组成:主程序、定时中断程序、缝纫模式。
主程序内完成系统的初始化,I/O接口控制信号,DSP内各个控制模块寄存器的设置等,然后进入循环程序,主程序如图6所示。
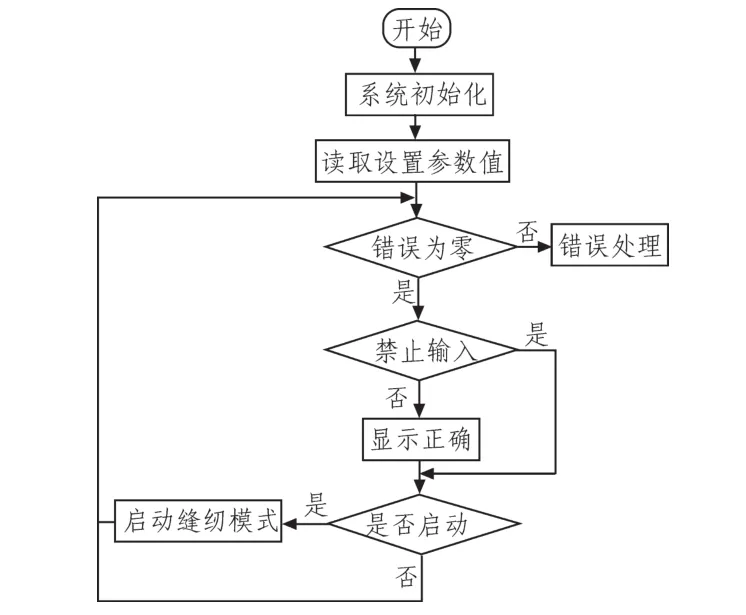
图6 主程序Fig.6 Flow chart of main program
定时器中断服务是系统软件的核心部分。定时器的定时周期即为系统的控制周期。该子程序实现的是对电机的实时控制,定时器程序如图7。外部保护中断主要针对智能功率模块IPM。IPM的报警信号接入DSP芯片的PDPINT引脚,当IPM报警后会在该引脚上产生一个边沿跳变,从而触发中断。
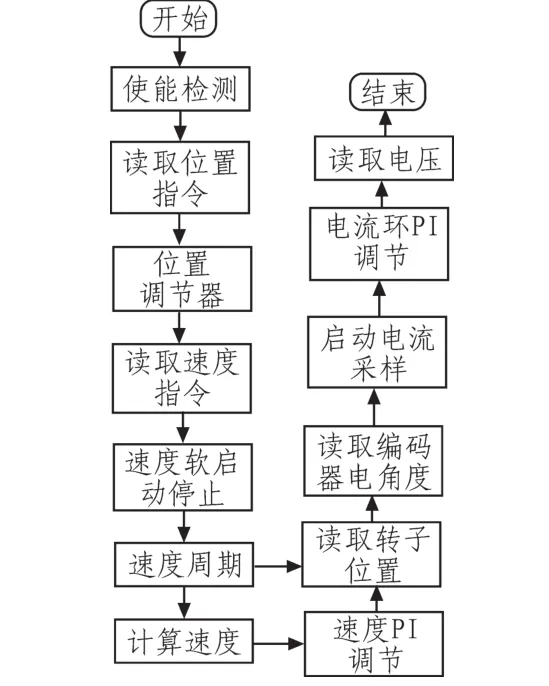
图7 定时器中断Fig.7 Timer interrupt
根据工业缝纫机工艺要求,缝纫机需要完成多种不同的基本操作,根据用户设置,选择完成其中一种模式,缝纫模式选择如图8。当系统进入到主程序后,首先会检测到启动开关信号,根据用户的设置,判断当前系统的工作模式,然后按照预定的模式完成相应的行程。
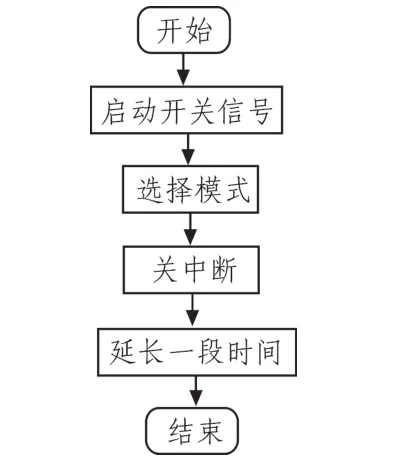
图8 缝纫模式选择Fig.8 Sewing mode selection
4 结 论
文中设计了一种基于DSP的缝纫机专用甲流伺服系统,针对缝纫机应用的具体情况,在保证交流伺服驱动器优异性能和满足实际需要的前提下,对驱动器进行简化设计,以高性能DSP为处理器、以旋转编码器和电流传感器为反馈、智能功率模块IPM为逆变器,并根据缝纫机运动的特性优化了电机位置环、速度环、电流环实时控制算法,实现对交流伺服电机的高性能控制。经过一年多的实践应用,本设计可以应用于各种工业缝纫机控制系统。
[1]朱兰斌,王嘉宁.基于TMS320F28034 的工业缝纫机多功能交流伺服控制系统设计[J]. 机电产品开发与创新,2011,24(2):7-9.ZHU Lan-bin,WANG Jia-ning.Design of multifunction AC Servo control system for Industrial sewing machine based on TMS320F28034[J].Development & Innovation of Machinery& Electrical Products,2011,24(2):7-9.
[2]杨奕昕,张玉辉,赵毅忠.嵌入式技术在花样缝纫机控制系统中的应用[J]. 兵工自动化,2010,29(12):73-74.YANG Yi-xin,ZHANG Yu-hui,ZHAO Yi-zhong. The application of embedded technology to pattern sewing machine control System [J], Jouranal of Sichuan Ordnance,2010,29(12):73-74.
[3]李勇,陈志锦,郭丽. 交流伺服系统电磁兼容设计[J],四川兵工学报,2012,33(6):98-99,108.LI Yong,CHEN Zhi-jin,GUO Li. Design of AC servo system EMC[J], Jouranal of Sichuan Ordnance,2012,33(6):98-99,108.
[4] 郭丽,石航飞.基于DSP的双轴交流伺服运动控制系统[J],兵工自动化,2010,29(9):79-81.GUO Li,SHI Hang-fei.Double servo and sovement control system based on DSP[J]. Ordnance Industry Automation,2010,29(9) :79-81.
[5]朱兰斌,秦仓法,王嘉宁. 一种多功能数字交流伺服控制系统设计与应用[J]. 机械设计与研究,2012,28(1):72-75.ZHU Lan-bin,QIN Cang-fa,WANG Jia-ning.Design and application of a new multifunction digital AC servo control system[J].Machine Design and Research, 2012,28(1):72-75.
[6]张朝立.工业平缝机伺服控制系统的研究[D].杭州:浙江大学,2010.
[7]王晓明, 王玲. 电动机的DSP控制—TI公司DSP应用[M].北京: 北京航空航天大学出版社, 2004.