正交试验在薄膜电容器设计及 工艺试验中的应用
2013-12-10扬州高强电子有限公司丁霞梅
扬州高强电子有限公司 丁霞梅
1.前言
正交试验法是数学家发明的设计和工艺验证方法,它的主要特点是高效、科学、经济。所谓高效是指正交试验法可用较少的试验次数,获得大量的验证信息。比如说通过9组试验,可得到相当于一般试验81次才能获得的信息。所谓科学是指正交试验法是用数学原理推导出来的,通过正交试验结果图表化可以看出设计和工艺因素变化的趋势,从而可以帮助应用人员优选出最佳组合条件下的设计和工艺参数。所谓经济性,是指可以缩短试验时间,减少试验投入,降低生产和工艺成本。因此,无论国际国内,正交试验法都倍受科技人员的推崇和应用。掌握了正交试验法,就等于掌握了解决问题的钥匙。
2.正交试验表设计的基本准则
正交试验设计是研究多因素多水平的一种设计方法,它是根据正交性从全面试验中挑选出部分有代表性的点进行试验,日本著名的统计学家田口玄一将正交试验选择的水平组合列成表格,称为正交表。正交试验表设计的基本准则是:
①正交试验表中任意一列中,不同的数字出现的次数相等,表示:在试验安排中,所挑选出来的水平组合是均匀分布的(每个因素的各水平出现的次数相同)——均衡分散性
②正交表中任意两列,把同行的两个数字看成有序数对时,所有可能的数对出现的次数相同。表示:任意两因素的各水平的搭配在所选试验中出现的次数相等——整齐可比性,这些有代表性的点具备了“均衡分散,整齐可比”的特点,正交试验设计是分式析因设计的主要方法。
3.正交试验设计的基本步骤
①确定目标、选定因素(包括交互作用)、确定水平;
②选用合适的正交表;
③按选定的正交表设计表头,确定试验方案;
④组织实施试验;
⑤试验结果直观分析。
4.正交试验法在薄膜电容器设计及工艺试验中的应用实列
在薄膜电容器设计和制造过程中,有大量的工艺参数需要验证和优选,以便找出实现产品最佳性价比的途径,例如设计优选介质、膜厚、留边、方阻、喷金料、浸渍料、灌注料等等;卷绕、热压、喷金、浸渍、涂覆、灌注、分选等工序的工艺参数优选,如卷绕参数薄膜张力、加速度-中间速度-减速度、热封温度、热封压力等的优选;热压参数温度、压强、时间、数量等的优选;喷金参数电压、电流、喷枪高度、气压、送丝速度等的优选……。怎样才能使我们的工艺探索试验事半功倍呢?正交试验法为我们提供了一条高效、科学、经济的途径,下面列举一个优选热压参数的例子,来说明正交试验法在薄膜电容器生产工艺中的应用,详见表1:金属化薄膜电容器热压参数正交试验。此表的规范记号为表,这里记号中的4表示考察对象(变量因素)应为4个(本例分别为温度、压强、时间、数量)、记号中的3表示考察对象中每个变量因素应选3个不同值或3个水平或3个位级(本例变量因素温度的3个不同位级分别为:120℃、130℃、140℃),记号中的9表示试验需做9组9次试验,记号中的L是正交表的标志符号。L9(34)表的试验,简称四因素三水平试验或四因素三位级试验。若所需试验的因素和位级与本表不同,可选用其它因素位级正交表;若现存正交表均不符合使用者所需,使用者应调整自己的拟定项数,选用靠近的正交表,使拟定项数与现存正交表配合一致。现存的每个正交表的因素和位级数量是固定的,但因素的类别和位级间隔的选取可以完全由使用者根据实际、实用的需要来确定。对因素和位级的评价,最好用定量的指标,本例评价指标:平均击穿电压、J级品率、1/tgδ均为定量指标;但也适用于用非定量的指标,但它要求评价人要有精通和准确把握考察对象特性的能力和将定性问题转换为定量评价的能力,本例外观评价分就是用非定量的指标转换为定量指标来评价的。评价指标的个数由因素的相关性确定,L9(34)表的显著优点是:通过9组9次试验,可以获得约81组一般试验的信息。为了表述简单,我们把评价数据处理的结果叫做得分。本例得分高的工艺条件是好的工艺条件,得分高的结果是好的结果。如第3组(行号)得分167064.1,为最高分,说明这组工艺条件(参数)在实际试验中结果最好(即U、J级品率、tgδ、外观综合结果最好)。
下面谈谈正交试验表得分的具体计算方法:
①第3组(行号)总得分J3=E3×F3×G3×H3=3210×95.3×(1/164.8)×90=167064.1
第3组试验对应的工艺条件是:
温度3(120℃)→压强1(0.35Kg/mm2)→时间2(200s)→数量3(1000支/盘)
这组(第3组)总得分最高,是试验得到的最佳工艺条件(结果),简称“试验好结果”。
其余各组总得分的计算方法依此类推;
注:
●本例各行总得分计算采用各项考核分(或评价结果)的积的方法来计算.试验者也可根据因素和评价的实际重要度对某列因素的各行都乘一个加权系数后再计算总得分,比如:假设E列的因素重要度最大,可将E列内的各行实际得分分别乘以加权系数K(这里假定为2)后作为E列内的各行得分;

表-1:金属化薄膜电容器热压参数正交试验正交表代号---L9(34=81) 产品规格:CL21-1000V-332-[4.8×4.6-(1.7-0.4-2.1-0.4)] 日期:2010年12月10日
如:E3=K×e3(假定e3=3210)=2×3210=6420
其余各列的加权方法依此类推;
●在实际应用时J3的值也可以根据因素和评价性质按求和的方法来计算,如:

其余各项以此类推。
②温度列与Ⅰ位级之和对应数184227.7的计算方法
184227.7=温度(140℃)Ⅰ位级之和=J1+J4+J7=53193.0+87348.9+43685.8
③压强与Ⅱ位级之和对应数356743.5的计算方法
356743.5=压强(0.35Kg/mm2)Ⅱ位级之和=J4+J5+J6=87348.9+114439.7+154955.0
④时间与Ⅲ位级之和对应数283201.1的计算方法
283201.1=时间(300s)Ⅲ位级之和=J1+J5+J9=53193.0+114439.7+115568.4

图1

图2
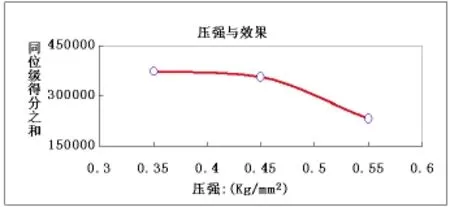
图3

图4

图5
其余因素位级和计算方法依此类推。
⑤因素列与极差(R)对应数253359.8的计算方法
253359.8=因素极差R=因素列(本例为温度)最大位级和-同因素列(本例为温度)最小位级和=437587.5-184227.7
其余因素极差R计算方法依此类推。
5.关于正交试验最佳工艺条件(或参数)的理论值
前面我们已指出9组试验的最佳结果为第3组(行号),得分为167064.1分,是9组试验的最高分,对应的最佳工艺试验条件是
温度120℃—芯子压强0.35Kg/mm2—时间200s—数量1000支/盘
但它不一定是81组试验中的最佳工艺条件或参数。怎样才能从9组实验中找到趋于81组试验中的最佳工艺条件或参数呢?其方法非常简单:将因素位级和中对应的最大值或最小值挑选出来即可。本例采用“正向评价”,即得分越高,说明工艺条件越好,如平均击穿电压得分高,说明产品耐压高;但在实际应用中,试验者也可以采用“反向评价”法,例如用外观不良率来评价因素,此时得分的性质就变为越小越好。究竟选用哪种方法来评价,试验者可根据因素的特点和需要来确定。从表-1可以看出,对4因素(温度、压强、时间、数量)算出的最佳工艺条件(或参数)的理论值分别如下:
437587.5温度3(120℃)→364113.1压强1(0.35Kg/mm2)→342496.7时间1(150s)→346773.2数量1(900支/盘)
6.关于试验后因素的主次确定
位级和极差越大,说明该因素的重要度越大,对考核评价效果的影响也越大,从表1可得出温度(253359.8)→压强(132053.6)→数量(44236.3)→时间(15278.4)因素主次排序如图1。分清因素主次,有利于抓住关键和核心问题,提高效率、降低成本、节约资源。
7.各因素位级对试验效果的影响分析
各因素位级对试验效果的影响请见图2、图3、图4和图5,各图的数据来自表1。
从图4可以看出:数量的位级得分和与数量的关系类似斜上抛物线,曲线的形态是凸的,它表明位级的得分和随着数量变化有极值点,当数量达到900支/盘时,数量的位级得分大约为极值点,是本例正交试验算出的最佳理论值。
从图2、3、5可以看出:在试验范围内温度、压强、时间位级的得分和与对应因素的关系是减函数,并且曲线的形态是凸的,它表明随着温度或压强或时间的增加,对应的位级得分和是下降的;反之对应的位级得分和是上升的。因为图2、3、5曲线的形态不如图4好,为了确定优选出来的参数是否为最佳值,需进一步修正试验,如将温度位级修正为110℃、120℃、130℃,压强位级修正为0.25Kg/mm2、0.35Kg/mm2、0.45Kg/mm2,时间位级修正为100s、150s、200s后再进行试验,如果再试验得到的最大值出现的位置基本不变,这就进一步证明了选出的温度、压强和时间的参数的确是最佳工艺条件。
8.注意事项
1)从本例可以看出:通过正交试验法计算出来的最佳工艺条件的理论值(简称:计算好结果)是:
温度3(120℃)→压强1(0.35Kg/mm2)→时间1(150s)→数量1(900支/盘)
与试验得到的最佳工艺条件(试验好结果):
温度3(120℃)→压强1(0.35Kg/mm2)→时间2(200s)→数量3(1000支/盘)]
不同,根据实践第一的原理,为避免失误,应把计算好结果与试验好结果优选出来工艺好条件再作一次对比试验来确认,有利于总结经验教训,提高正交试验法的应用能力。
2)如果正交试验不同位级的得分和极差很小,说明该因素对考察的对象影响可以忽略,应重新分析,另选因素进行验证;相反,极差越大,说明这个因素的水平改变对试验结果的作用越大,这个因素就是问题的关键或最主要的因素,应当优先设法调整改善。
9.我公司应用正交试验法的收获
我公司通过正交试验法优化了CH11、CBB11等系列老产品热压工艺,使产品平均击穿电压极限提高了500V左右,电容量J级品率约提高了6%,损耗值的波动幅度得到了有效控制,产品外观质量有了进一步改善。另外,我们利用正交试验法在寻求新型喷金料、提高喷金丝利用率等方面也取得了一定成果,减少了喷金丝从40~50元/公斤一路飙升至130~165元/公斤给企业带来的成本压力。
10.结束语
综上所述可以看出:正交试验法特别适合薄膜电容器设计和工艺试验中多因素多位级参数试验优选,通过正交试验,可以使我们分清因素主次,看清工艺参数变化的作用趋势,找出最佳工艺条件,有利于改善产品质量、降低生产成本、提高企业的技术水平和市场核心竞争能力。但是,正交试验法在国内电容器行业中的应用并不普及,为了促进同行认识、掌握和利用正交试验法,加快企业技术和管理进步,提高企业的经济效益,特以结合实际的方式撰写本文进行交流。由于认识肤浅,文中难免疏漏不足之处,敬请各位专家指正!欢迎各位同行共同探讨,为加快国内薄膜电容器行业的发展做出更好的贡献!
[1]全国总工会电教中心.正交法和三次设计[M].科学出版社,1987.
[2]张德福,张伟祖.电容器质量工程[J].电子质量,1992.
