西门子840D龙门轴功能在数控机床中的应用
2013-08-22张玉萍辛世界
张玉萍,辛世界,郭 超,王 宁
(山东理工大学 机械工程学院,淄博 255049)
0 引言
随着工业的快速发展,人们对产品的各种机械性能的要求逐渐提高。在许多场合,一台电机的控制己经不能满足现代化高科技发展的要求,双机驱动同步轴控制的方案已经得到越来越广泛的应用。许多常用的数控系统提供了同步轴控制功能,如龙门轴功能和主从控制功能。本文以西门子840D的龙门轴功能为例,介绍龙门结构在数控机床中的应用。
1 龙门轴功能简介
西门子840D的GANTRY轴功能适用于机械上刚性连接的双边驱动的运动部件。它要求组成龙门轴的几个进给轴之间在机械上存在严格的联系,并且NC系统内部对各进给轴的位置和速度进行严格监控,防止对机械、驱动部分或零件进行损坏。
使用“龙门轴”功能,最多可以同时实现三对进给轴无机械偏差的运动。一个龙门轴组中至少包含两个轴:主动轴和从动轴,其中一个龙门轴组只能有一个主动轴,最多两个从动轴。它们之间相互独立,每个单元都有自己的位置检测系统,系统会随时监控主从动轴之间的位置差值,当差值达到一定值后,系统会输出报警信号,并自动停下龙门轴组的所有轴,防止损坏机床。
从编程角度来看,主动轴可以像一般NC轴一样进行编程操作,从动轴可以认为是不存在的,也不能对其进行编程[1],它的运动与主动轴同步。
龙门轴接通电源后要保持同步,需立即进行“回参考点”操作,建立机床坐标。
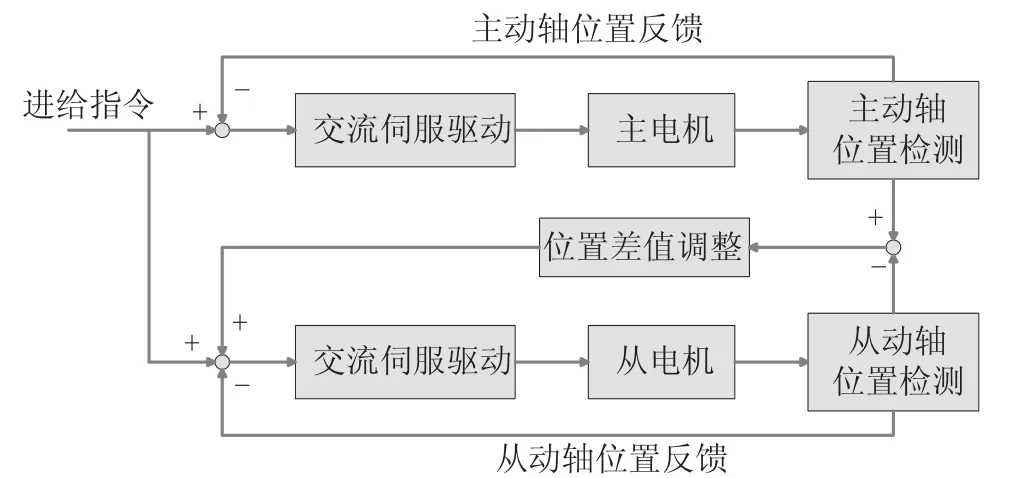
图1 龙门轴同步控制原理图
龙门轴同步控制原理框图如图1所示。由图1可知,双电机共同驱动,主动轴和从动轴组成一个龙门轴组。在系统发出指令之前,主从动轴要进行回参考点操作,激活龙门轴功能。同步后,从动轴与主动轴一起移动,且主从动轴的位置实时进行比较,它们的位置偏差值,反馈给从动轴,与进给指令一起,调整从动轴的运动速度,从而保证从动轴与主动轴同步。
2 龙门轴参数设置
2.1 龙门轴基本参数设置
龙门轴机床数据参数如下:
1)MD37100 GANTRY-AXIS-TYPE:龙门轴定义,用来配置龙门轴。
2)MD37110 GANTRY-POS-TOLWARNING:龙门轴位置偏差报警极限。龙门轴回参考点结束后,系统会随时监控主从动轴之间的位置差值。机床参数MD37100设定差值极限,当差值超过设定值时,系统会发出报警信号,同时向PLC发出接口信号DB31.DBX101.3;差值小于报警值时,接口信号自动取消。
3)MD37120 GANTRY-POS-TOL-ERROR:龙门轴运行极限值。龙门轴回参考点结束后,当差值超过MD37120设定的极限值时,系统会发出报警信号,龙门轴组各轴停止运动,同时会向PLC发出接口信号DB31.DBX101.2,机床停止运行。
4)MD37130 GANTRY-POS-TOL-REF:龙门轴参考点的位置偏差的设定范围。龙门轴回参考点前,主从动轴的位置差值超过MD37130的设定值时,系统发出报警信号,龙门轴停止运动。
5)MD37140 GANTRY-BREAK-UP:取消龙门轴的轴配对。MD37140用来取消同步,设置好龙门轴组后,只要不用参数MD37140分开,龙门功能一直有效。37140=1时,龙门轴中的轴将成为独立的轴,分开移动。通常在调试及维修时常用这个参数。
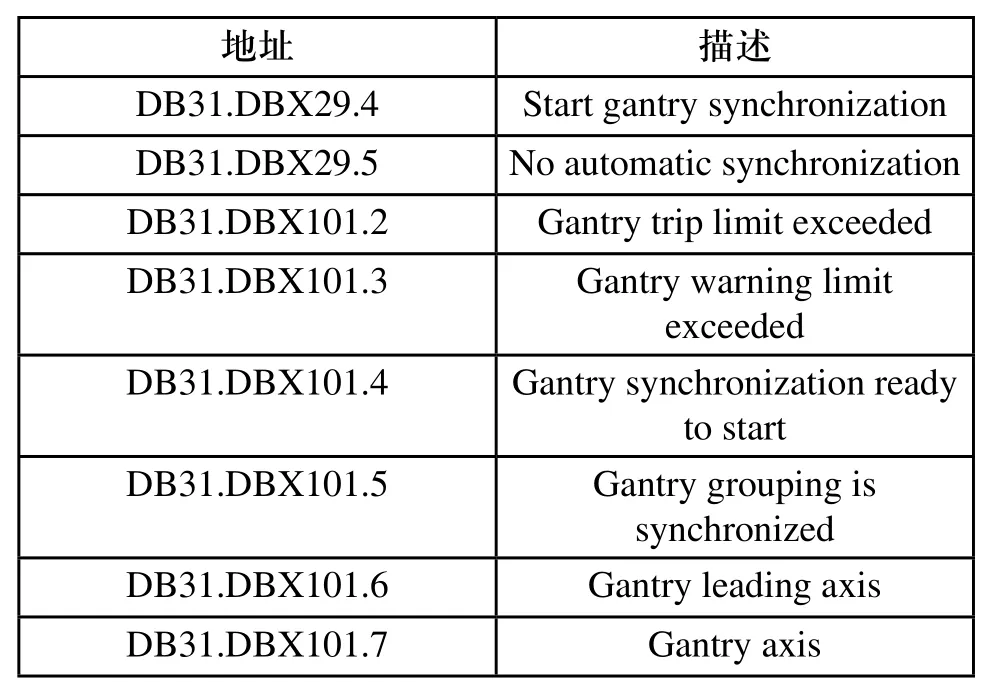
在一个龙门轴组里,MD37110、MD37120、MD37130、MD37140的设定值都应相同。其中,参数设定值的大小应满足MD37110 X1为主动轴,X11为从动轴。参数设置如下: X1轴: MD37100 GANTRY-AXIS-TYPE=1 MD37110 GANTRY-POS-TOL-WARNING=1 MD37120 GANTRY-POS-TOL-ERROR=2 MD37130 GANTRY-POS-TOL-REF=50 MD37140 GANTRY-BREAK-UP=0 X11轴: MD37100 GANTRY-AXIS-TYPE=11 MD37110 GANTRY-POS-TOL-WARNING=1 MD37120 GANTRY-POS-TOL-ERROR=2 MD37130 GANTRY-POS-TOL-REF=50 MD37140 GANTRY-BREAK-UP=0 龙门轴接通电源后就要立即保持同步,必须马上进行“回参考点”操作。龙门轴回参考点操作分三个步骤:1)主动轴先回参考点,从动轴跟随主动轴移动。主动轴到达参考点,输出到达信号“Reference / synchronized=1”。2)主动轴到达参考点后,从动轴自动回参考点运动,主动轴跟随从动轴移动。3)当龙门轴组的轴都回到参考点后,比较主动轴和从动轴的位置,如果位置偏差值不大于MD37100设定的报警极限,龙门轴自动移动到同步位置;如果位置偏差值大于报警极限,龙门轴不自动开始同步过程,输出等待同步启动信息“Wait for synchronization start”,由用户重新启动龙门轴同步过程[4]。 表1 PLC接口信号 龙门轴回参考点操作及同步过程中用到的PLC信号如表1所示。 回参考点后,主从动轴的位置偏差值大于MD37110设定的报警值时,系统会向PLC发送一个接口信号DB31.DBX101.4,这时需要将PLC接口信号DB31.DBX29.4置1,重新启动龙门轴同步。龙门轴回参考点结束后,PLC接口信号DB31.DBX101.5变为1,表示龙门轴已同步。 通过以下PLC程序和操作可实现主动轴从动轴不同步时,发出报警信号,并使主从动轴回到同步状态。 PLC程序: ADB31.DBX 101.4 ANDB31.DBX 101.5 AQ 2.6 =DB31.DBX29.4 RDB31.DBX29.5 ANDB31.DBX 101.4 ADB31.DBX 101.5 SDB31.DBX29.5 操作步骤: 1)把轴进给倍率拨到0位置; 2)操作方式处于轴回参考点方式; 3)选择同步轴; 4)按一下-向键或+向键; 5)控制轴进给倍率=1或2,从动轴自动移动,主动轴不动,达到两轴同步; 6)不同步报警信号消失后,同步操作结束。 西门子840D数控系统的龙门轴功能实现同步运动,控制精度高,可靠性强。在龙门铣床和一些双主轴加工中心等机械设备中成了不可缺少的功能,随着市场的发展,将越来越多的应用在机械设备中,为产品的更新和升级发挥力量。 [1] 赵全锦.龙门式数控机床的多轴同步驱动(西门子840D/810D GANTRY功能的应用)[J].制造技术与机床,2002,(5):43-45. [2] 化春雷,徐兆成,等.同步轴在数控机床中的应用及调整[J].制造技术与机床,2010,(9):96-98. [3] 朱孝峰.自动钻铆机数控托架控制系统设计开发[D].南京航空航天大学,2011:51-55. [4] 唐建明,陆志华.西门子840D/810D功能在龙门式数控机床多轴同步驱动的应用[J].机械工人(冷加工),2005,(3):66-68.2.2 龙门轴参数设置举例
3 龙门轴回参考点操作
4 PLC信号处理
5 结束语
