船舶旋转机械设备对中技术研究
2013-08-21成若义李军华
成若义,李军华
(海军工程大学,湖北武汉 430033)
为了传递扭矩或给各种工质 (如凝水、滑油、燃油等)提供原动力,使其在各个系统中能正常完成各自功能,确保整个汽力循环的正常运行,为船舶的机动提供必要的动力,在动力装置中装配了许多旋转机械设备,如:主汽轮机、减速器、隔音联轴节、轴系、汽轮滑油泵、汽轮燃油泵、电动滑油泵等。这些设备之间的连接要求主轴中心线尽可能地在一条直线上,因此在安装及检修机械设备中,有一项非常重要、细致的工作就是“对中”。
旋转机械对中技术的使用在各个行业都有着非常普遍的应用,船舶设备中存在大量机械设备需要对中处理,无论是建造设计还是后期的操作使用阶段,包括设备的故障维修,都不可避免的使用对中技术。可以说对中技术的好坏直接关系到机械设备的正常运行[1],在船舶设备的操作使用规程中也大量提到了对中要求,可见对中技术对船舶机械的重要性。
1 对中的目的及基本原理
对中的目的是使一转子轴的中心线是另一转子轴的中心线的延续曲线,而不产生:偏差δ——两个转子中心线平行,而不在一条直线上;偏斜φ——两转子中心线交叉;混合——偏差和偏斜都存在。如果设备存在偏差或偏斜,并超过一定数值,将使它们之间的力矩不能有效地传递,加大摩擦损耗,使工作不稳定、过热,甚至加速损坏设备。因此应结合不同的检修等级定期对有关的机械设备的对中情况进行检查和校正。
由于两转子是通过联轴器连接在一起的,因此只要联轴器的两对轮中心是延续的,那么这两转子的中心线也一定是一条延续的曲线,而要使两对轮中心是延续的则应满足以下2个条件:①使两对轮中心重合,也就是使两对轮的外圆重合;②使两对轮的结合面平行。
所以我们只要测量两对轮的中心重合情况(外圆间隙)和断面的平行情况 (断面间隙)就能知道此转动设备的转子对中情况。通过对测量数据的分析可清楚的知道两轴之间的对中是否正常。
2 对中检查方法及步骤
机械设备的对中检查是一项非常细致、重要的工作,任何不确定因素都可能影响检查的结果,特别是对于船舶上装配的机械设备,由于船舶环境(如船舶的装载量、横倾量、纵倾量、船体的变形)的变化都将改变机械设备的对中情况,因此在对中检查前应作好充分的准备[2],例如对汽轮机、减速器及轴系的对中检查前应做到以下几点:①调整装载,确保船舶处于正常排水量,消除船舶的横倾 (不超过1°)和纵倾;②测量检查时船舶无重大设备吊装或移位,减少人员走动;③定期检查船体,发现船体变形及时校正,在坞内发现变形且无法校正时应重新入水,待变形稳定后,再进坞对设备对中检查;④准备制式桥规,选定测量工具,如百分表、塞尺 (根据对中检查方法而定);⑤转子处于自由状态,无任何外力施加在转子上;⑥清除油垢、锈斑,拆除联轴器上的附件、螺栓。
充分作好对中检查的准备工作后,应根据实际情况选择适当的对中检查方法,对中检查方法有:直尺塞尺法、指针法、准直光管瞄准法、准直光管投影法、激光准直仪投射法、轴承负荷法等[3]。其中直尺塞尺法、指针法设备要求不高,比较常用,而后几种检查方法虽然精确度较高,但由于需要设备条件较高,故并不普遍,下面主要介绍如何用直尺塞尺法、指针法来对中。
1)直尺塞尺法属于简易对中检查法,它用直尺或塞尺在两旋转件的连接法兰上测量上下左右4个不同位置的径向间隙值a1、a2、a3、a4,横向间隙值b1、b2、b3、b4,如图1所示。
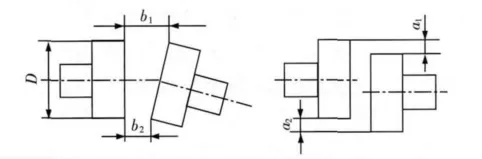
图1 直尺塞尺法原理图
垂直断面偏差:δ1=(a1+a2)/2
水平断面偏差:δ2=(a3+a4)/2
垂直断面偏斜:φ1=(b1-b2)/D
水平断面偏斜:φ2=(b3-b4)/D
这种方法最大的优点是测量时不需要转动轴,简便省事,适用于小功率的转动机械,船舶检修时各种水泵油泵就是应用这种方法对中检查的。但用此法测量的精度受法兰加工质量的影响。
2)指针法原理与直尺塞尺法类似,但需要专用的桥规,其测量可采用百分表测量或塞尺测量[4],其基本步骤如下 (见图2)。
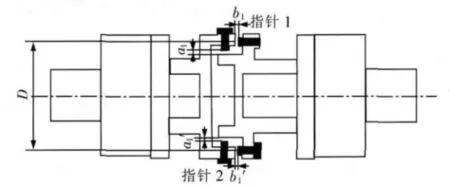
图2 指针法原理图
由图2可知,在桥规上指针1、指针2都是由里面的内指针和外面的外指针 (螺钉或百分表表)组成,相隔180°,用塞尺或百分表测量指针1、指针 2 的间隙值分别记作:a1、a1'、b1、b1',将轴沿一个方向旋转 90°,测量间隙记作:a2、a2'、b2、b2',再相同方向旋转 90°后记作:a3、a3'、b3、b3',再旋转 90°记作:a4、a4'、b4、b4'。
垂直断面偏差:δ1= [(a1+a1') - (a2+a2')]/4
水平断面偏差:δ2= [(a3+a3') - (a4+a4')]/4
垂直断面偏斜:φ1= [(b1+b1') - (b2+b2')]/2D
水平断面偏斜:φ2= [(b3+b3') - (b4+b4')]/2D
由此可见,此方法考虑了法兰加工质量的影响,故比直尺塞尺法准确,船舶上主汽轮机与减速器、减速器与隔音联轴节、隔音联轴节与轴系都采用了此种方法进行对中检查。下面以高压汽轮机转子与减速器对中检查为例。
按照图2将制式的桥规分别安装在高压汽轮机及减速器转子上,利用塞尺按照步骤进行测量,其数据见表1,通过计算可得结果见表2(D=0.4 m)。
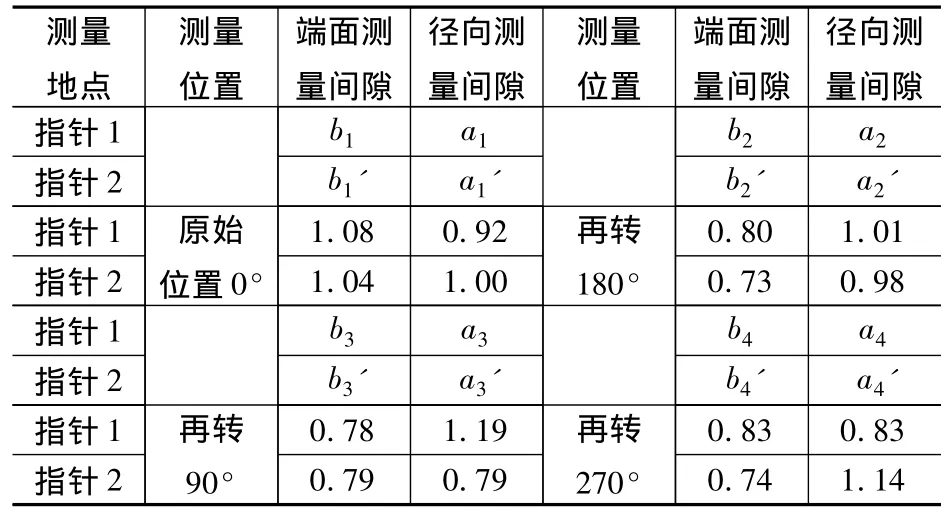
表1 塞尺法测量间隙数据 mm

表2 计算后的实际间隙偏差表
3 在对中检查测量过程中应注意的问题
1)用百分表测量时,必须将百分表固定牢固,但要保证测量杆活动的自如。测量外圆值的百分表垂直轴线,其中心应通过轴心。测量端面值的两个百分表应在同一直径上,并且离中心的距离要相等。其测量杆要与测量端面垂直,测量端面必须光滑平整。装好后试转一圈,并转回到起始位置,此时测量外圆面值的百分表读数应复原;测量端面值的两百分表读数的差值与起始位置的差值相同。为了测记方便,应将百分表的小指针调到量程的中间,大针对到0或50。
2)用塞尺测量时,由于某些联轴器与轴承座的间隙过小,通不过百分表,故采用塞尺测量。端面值可直接用塞尺测量,桥规装好后,在调整桥规上的测位间隙时,在保证有间隙可塞的前提下,应尽量将测位间隙调小,以减少塞尺的使用片数。在测量时塞尺塞入力量要适当,以防桥规活动或弹性变形,引起测量误差,并且同一人负责到底为好,以免造成人为误差。
[1]王军,张华纲,张涛.旋转机械对中的计算 [J].设备管理与维修,2006(6):14-15.
[2]石明磊.设备对中偏差对设备的影响及对中调整[J].科技创新导报,2012(7):65.
[3]范安全,杜丽琼.转动设备同轴度测量原理和应用[J].安装,2008(1):27-29.
[4]黄立军.浅析旋转机械设备对中的计算问题 [J].中国科技博览,2011(28):296.