驱动轮工艺及模具改进
2013-08-02鸡西煤矿机械有限公司黑龙江158100张发庆
鸡西煤矿机械有限公司 (黑龙江 158100) 张发庆
12MJ10-3驱动轮是我公司MG150/375-W1型采煤机运动机构重要的零件之一。运动机构左右两个驱动轮驱动采煤机,轮齿承受巨大的冲击力、弯曲应力、摩擦力,工况十分恶劣。为提高驱动轮的力学性能,驱动轮锻件用胎模锻出。在生产过程中,发现锻件存在折叠、凹坑等缺陷,对锻件的质量造成隐患。而模具结构也不利于锻件成形,并且模具返修困难。针对此问题,我们分析了问题存在的原因,并对锻造工艺及工装进行了改进,有效地解决了以上难题。
1.存在问题及分析
(1)工艺问题分析 12MJ10-3驱动轮原锻件结构如图1所示。
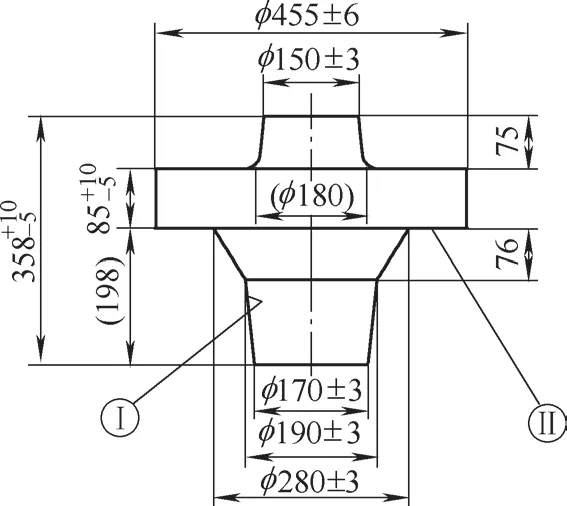
图1
具体工艺为:下料 → 加热 → 拔长(坯料一端锻成φ170mm×210mm)→ 模具成形 → 脱模。在生产中发现有的锻件在图1所示Ⅰ处或Ⅱ处有折叠、凹坑等缺陷。切削加工后,缺陷没有消除造成废品。经分析,是由于锻件重量较大,在拔长工序锻打φ170mm×210mm时,只能由一名锻工自由锻成形,尺寸控制比较困难。如果拔长时直径尺寸过大,多出的坯料被模具型腔下部挤出,最后成形时堆积在φ455mm 大外圆的下面,形成Ⅰ处折叠。如拔长时长度尺寸过大,在镦粗时坯料就可能在模具型腔下部产生弯曲,在继续成形过程中,形成图1Ⅱ处折叠。另外此锻件材料牌号为18Cr2Ni4WA属高强度中合金渗碳钢,锻造性能较差,拔长时如果形成台阶就很难在后续锻造时锻合,且一直留在锻件上,形成凹坑。
(2)模具问题分析 原模具设计成整体外套与压盖配合,如图2所示。
模具在锻造过程中,模具型腔要长时间在高温下工作,又要承受锻锤的打击力,模具易失效,需经常返修。尤其是模具外套重量近900kg,搬运和装夹都十分不便,给返修带来困难。模具的外套完全平放在下砧上,在锻造过程中有部分能量被外套吸收,使坯料承受的打击力变小,延长了锻件成形时间,降低了生产效率与模具寿命。
2.工艺及模具改进
(1)工艺改进 锻件产生折叠、凹坑等缺陷是由于拔长时预锻尺寸不易控制引起。改进措施为:取消拔长工序,锻件直接放入模具中,轴台采用镦挤成形。
(2)模具改进 模具设计成整体结构时,既使模具维修不便,也使锻件成形困难。改进措施为:模具设计成外套、下垫及压盖配合的分体结构,如图3所示。下垫悬浮在外套外,这样只有压盖和下垫承受打击力,使坯料承受的打击力加大,便于成形。为使镦挤轴台时有利于其成形,在下垫的中间部位设计一个工艺台。这样坯料装入模具时放在工艺台上,因增加了工艺台,使轴台镦挤时长度减小,缩少了锻造时间。
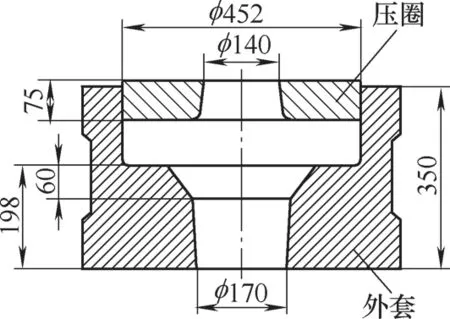
图2
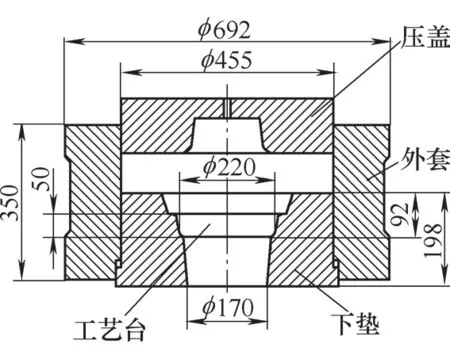
图3
3.结语
12MJ10-3驱动轮工艺及工装结构经过改进,达到了理想效果。由于锻件轴台部分不用拔长预锻,直接镦挤成形,避免了凹坑、折叠等缺陷,提高了锻件质量,降低了工人的劳动强度。模具由整体结构改为分体结构,有利于锻件成形,生产效率高,模具制造简单,维修方便。
