延长高铬模具钢寿命的锻造工艺研究
2013-08-02哈尔滨电机厂有限责任公司黑龙江150040王丽梅康宝军
哈尔滨电机厂有限责任公司 (黑龙江 150040) 王丽梅 康宝军
模具制造业是使用各种合金工具钢最多、最广的领域。通常使用的有以下品种:碳素工具钢、低合金工具钢、高中铬模具钢,相对于前两种钢而言,高铬模具钢具有更好的耐磨性和淬透性,且淬火变形微小,因此应用广泛。
长期以来,国产制造的模具寿命普遍偏低,与发达国家先进水平相比,相同制模材料或类似甚至完全相同的冲压件模具,一般使用寿命只有发达国家的1/3~1/2。主要差距表现在制模材料成分、锻坯质量及制模工艺等方面。
1.冲模锻坯质量
通常冲模的失效形式主要是磨损,其次是变形、疲劳和断裂。磨损是最常见而又普遍的失效形式。通过对大量失效报废冲模的分析研究可知,无论哪种失效形式都与冲模的凸凹模材料性能及其内在质量有密切相关。
冲模失效有以下几种情况:
(1)刃口过量磨损 这主要发生在冲裁模上,其凸凹模磨损与其制模材料性能和热处理有关。因此,冲裁凸凹模锻坯应选用耐磨优质合金材料,采用改锻工艺制坯;热处理除需淬透外,对凸凹模还要作渗氮、软氮化等表面强化处理。这样模具硬度可达64HRC以上,冲模寿命提高2~3倍。
(2)凸模折断 此形式尤其在非圆形冲孔(或落料)凸模上突出,这除与材料性能、热处理有关外,与其横断面复杂也有重要关系。因此,为防止这类失效,不仅要提高模具锻坯性能及强化表面,还应在不影响冲压件质量的前提下,改善凸模横断面复杂形状,消除如锐角、凹口、凸台、齿形及细长悬臂等易造成应力集中的因素。
(3)成形型腔磨损、局部压塌、凸模镦粗等失效 主要发生在压印、压花、拉深、弯曲、冲挤、打扁、聚积、挤凸、凸肚及缩径等成形冲模工序。对这类失效除材料问题外,通过模腔表面强化处理、表面研磨抛光(Ra=0.1μm),再配以有效润滑,模具寿命将大幅提高。
2.高铬模具钢改锻的意义
作为冲模常用材料的高铬模具钢,其力学性能的高低,与冲模的使用和寿命息息相关。在国外常通过改锻来提高高合金工具钢的力学性能,而国产高合金工具钢,尤其是冷作模具用高合金工具钢(如Cr12、Cr12MoV),其共晶碳化物极不均匀,若不改进,是不能满足冲模需要的。因此,需采用先进锻造工艺进行改锻,以达到制模要求。
冷作模具高合金钢的锻造,不仅限于获得理想的几何形状,消除冶金缺陷(如锻焊内部疏松、非氧化气孔等),更重要的是通过合理的锻造操作,大幅提高钢的力学性能。
3.改锻的基本工艺要素
高合金工具钢轧(锻)材的改锻与一般自由锻有别,各个环节都有具体的要求。欲将其改锻成高质量的凸凹模锻坯,必须事先确定好以下一些基本要素。
(1)对原始毛坯的要求 模具制造大都是单件、小批量生产,模具锻坯的原始毛坯下料主要采用锯切割。要求两端平整(倾角小于10°),其毛坯尺寸还应考虑加工余量和火耗。为了满足首次镦粗锻造比,便于击碎材料组织中颗粒粗大的碳化物,推荐按下式确定毛坯长度尺寸:
式中,L为毛坯长度;d为圆毛坯直径;A为方毛坯边长。
(2)加热规范 常用高合金工具钢锻造加热规范如表1所示。
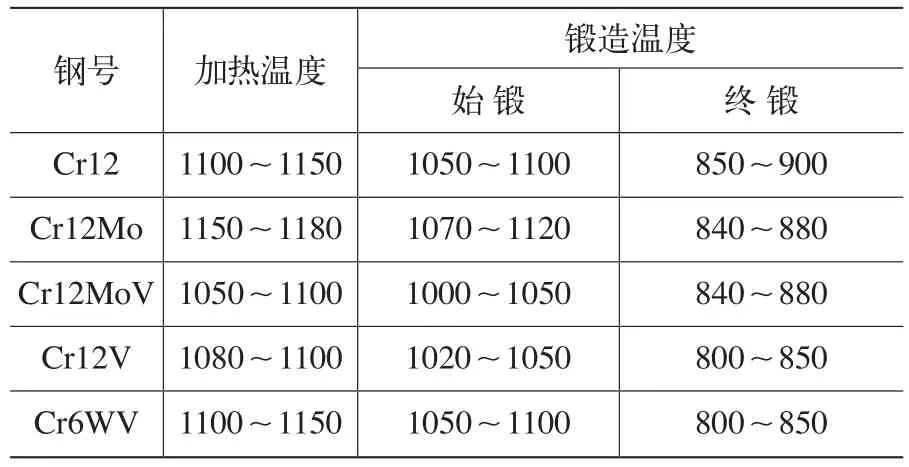
表1 锻造加热规范 (℃)
(3)锻造设备吨位 高合金工具钢在锻造温度下比普通碳钢强度高、塑性差。为了更有利在接近终锻温度进行锻造,便于打碎钢中碳化物,从而改善钢的内部组织,在锻造高合金工具钢时,其锻造设备吨位应选得高一点。根据锻件重量选择设备吨位,参考表2。

表2 锻锤吨位选用推荐 (kg)
模具形状、尺寸及表面质量符合要求,同时也要求改善其内部质量。迄今为止,后者仍然要靠锻造的变形工步来达到。对于一般的碳钢和低合金钢,必须在始锻温度下,加大锻造比,猛烈锻打使其锻透,改善其内部质量。而高合金工具钢,特别是低塑性合金钢,因塑性太低,不能用自由锻造方法。但当其处在全向不等值压缩状态下(即三向受压应力状态),其塑性可得到提高。在挤压筒中挤压和闭式模腔中模锻,属于这种应力状态。
用自由锻工艺锻造高合金模具钢时,若采用“方-扁方-方”拔长的锻造工步,则锻坯受力状态可看作近似的三向压应力状态,可更好地锻透并挖掘材料的塑性潜力。
(4)高铬模具钢改锻工步的选定 高合金工具钢冲模锻坯,要求其共晶碳化物颗粒应细小而均匀分布,无宏观、微观偏析。未经精炼的国产高合金工具钢轧(锻)材,需进行改锻才能改变材料力学性能,满足冲模锻坯的要求。目前行之有效的改锻方法有以下几种:①顺纤维方向镦拔3次以上。沿原始毛坯的纤维方向(轴向),确保锻造比大于2,在一火内快速连续镦拔3次以上。这种方式适合高速钢及小尺寸高合金工具钢锻坯的改锻。缺点是若镦拔次数不足或锻造比过小则锻不透,从而导致碳化物分布有明显方向性,操作不当时,还易出现空心裂纹。②变向反复镦拔3次以上。第一次顺纤维镦拔,第二次垂直于纤维方向拔长再镦粗。按此顺序可分为单十字、双十字和多十字镦拔。这种镦拔工步要点:一火内完成全部十字镦拔;锻造比大于2,镦粗前后锻坯高度相差一倍;为避免镦粗凸肚裂纹,应采用倾斜旋转多次轻击快打;拔长采用“方-扁方-方”走料。实践证明,经三种十字镦拔,可以满足多数800mm以下毛坯轧(锻)材各种锻坯改锻的需要。
虽然采用相同的变形工步,同样的生产条件,但由于锻工操作技术水平不一,加之原始毛坯的内在质量差异,改锻后效果有时仍然会有较大差别。
4.结语
经改锻后的Cr12钢锻坯,其共晶碳化物的不均匀度达到国标2级以上,有的也能达到l级,使原始毛坯轧(锻)材的碳化物不均匀度提高了4级以上。统计资料显示,这种由改锻高合金工具钢制造的冲模,寿命均有大幅提高(达30%~50%)。
