乙烯装置裂解炉辐射室炉墙衬里处理方法
2012-12-22于祥民龙永新
于祥民 龙永新
中国石油天然气第六建设公司 广西桂林 541004
乙烯装置裂解炉辐射室炉墙衬里处理方法
于祥民 龙永新
中国石油天然气第六建设公司 广西桂林 541004
石油化工装置众多炉类设备在投产后经常出现炉墙衬里层开裂或炉墙倒塌事故,造成轻则设备带病生产,重则设备停产维修和报费的巨大经济损失,本文结合乙烯装置裂解炉辐射室炉墙衬里这一实例,详述炉墙衬里具体处理方法。
施工程序 施工方法 砌筑
石油化工装置炉类衬里过程中由于灰缝、施工顺序及垂直度等施工参数控制不符合设计及规范要求,时常造成炉墙衬里开裂或炉墙倒塌事故。现结合我公司施工的中国石油独山子石化公司120万t/a乙烯工程裂解炉施工经验,就裂解炉的重点部位辐射段炉墙的衬里施工方法进行分解、归纳。
1 辐射室炉墙衬里施工程序
120万t/a乙烯工程裂解炉引进德国林德(LINDE)公司专利技术,单台炉子年产15万t乙烯。裂解炉为立式箱式炉,采用双辐射室、单对流室型式,自下而上依次由辐射段、对流室、引风机和烟囱组成。
辐射室耐火砖墙总高度为12.25m,有8道不锈钢托砖板,将砖墙分层为9层,根据设计要求每4层或2层砖设置一层拉砖钩。炉墙衬里总厚度为345mm,内层为30mm厚陶瓷纤维毯(GR1260级),中间层为2×30mm+25mm厚的陶瓷纤维板(GR1000级),面层为耐火砖(GR28)。施工时需按如图1所示工序进行操作。
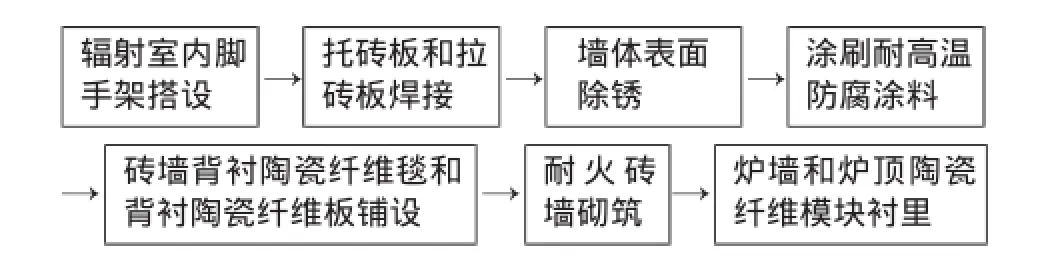
图1 辐射室衬里的施工工序
在施工前应对材料质量进行检查,对到货的陶瓷纤维毯、陶瓷纤维板和耐火砖应进行质量检查,符合设计要求方可使用。除此之外耐火砖的外观几何尺寸必须达到的要求如表1所示。
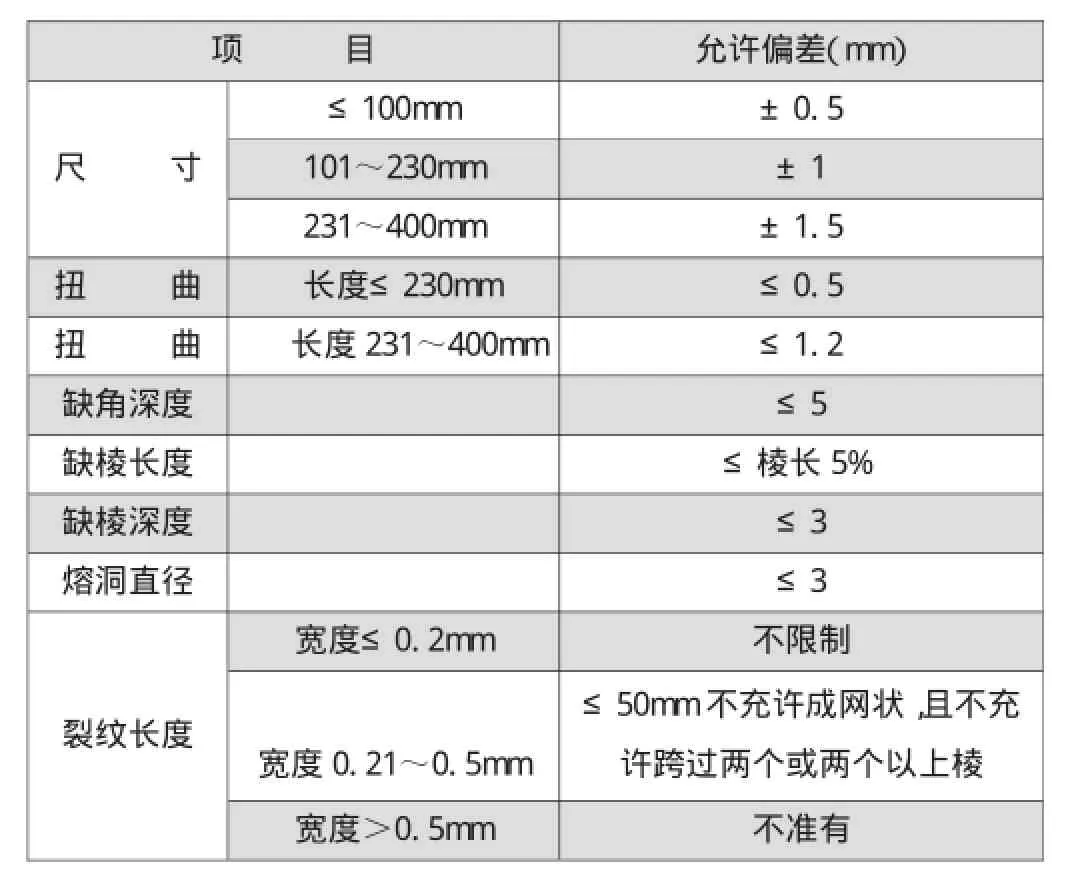
表1 耐火砖外观几何尺寸技术要求
2 主要工序施工方法
2.1 托砖板、托架和拉砖板焊接
托砖板、托架和拉砖板按设计要求的位置布置进行焊接,要求焊距均匀,焊肉应饱满,无咬肉现象,焊缝高度不小于3mm。托砖板的材质为0Cr25Ni20与35Cr24ni7Sin,其中0Cr25Ni20的托砖板与壁板焊接使用A 402焊条;拉砖板的材质为0Cr18N 9与侧板焊接使用A 302焊条;托架的材质为20号钢与壁板焊接使用J427焊条。托架在焊接前,凹槽内应先填充陶瓷纤维毯。托砖板、托架安装时应保持水平,焊接时应采取措施防止板变形。EL.+107.215层及以上托砖板支挂在托架上,然后调整与壁板连接的支点,用合适的钢板焊接到壁板上或使用切割托砖板的支点来进行调节,以保证托砖板的水平面保持平整。
2.2 铺贴陶瓷纤维毯和陶瓷纤维板
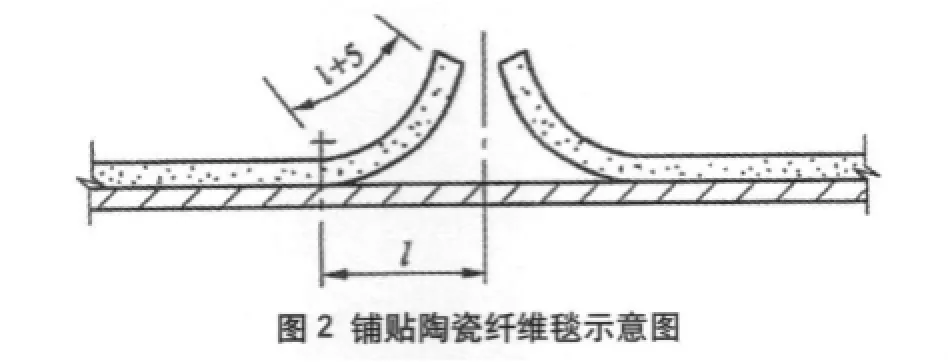
铺设陶瓷纤维毯前,应先将墙板进行机械除锈,除掉浮锈及油污,并清理干净,达到St 2.0级除锈标准,然后再涂刷高温防腐涂料,并在墙板表面涂刷厂家配套的高温粘结剂。铺贴时,陶瓷纤维毯应紧贴墙板,在拉砖板位置应预先切缝,与拉砖板间紧密相贴。为保证纤维毯接缝处拼缝严密,下料就位时应使拼缝两边毯片各余长5mm,并先将毯片翘起,在对缝拼接后再压下挤紧,见图2。
陶瓷纤维板安装时应预先确定好拉砖钩在板上的位置,再在板上相应的位置切缝以方便拉砖钩的安装。陶瓷纤维板与陶瓷纤维毯、陶瓷纤维板之间使用厂家配套的高温粘结剂粘结牢固。拉砖钩处的背衬板孔洞应等砌筑时,将拉砖钩安装后才能填塞。陶瓷纤维背衬板相互之间的接缝应错开100mm以上。
2.3 耐火砖墙砌筑
耐火砖墙砌筑时应注意以下几个要点:
(1)炉墙砌筑前应先进行炉墙的放线工作。以炉壳板为基准面放线,在四角和侧墙中部适当位置设置皮数杆,用水平仪抄平底部,水平面误差太大时,用小颗粒耐火浇注料找平。以炉底的基准线对拉钩板和托砖板进行定位放线。
砖层标高的控制采取“分段”、“分节”控制的方式进行。分段指通过两托砖板的间距控制砖层的标高;分节指通过拉钩板的间距控制砖层的标高。砌筑时必须拉水平线作为砌砖的水平缝控制线,以保证砖层水平度。对砖墙的垂直度控制中,首先采用控制托砖板安装的水平度,垂直度,然后层层控制托砖板之间的砖墙垂直度,并且在施工过程中随时用线坠和水平尺进行检查控制。
(2)耐火胶泥采用耐火砖厂家提供已配制好的配套产品,不得在原胶泥中任意加水。
(3)耐火砖砌筑前,应进行外观检查合格后方可使用,砖的迎火面不应有破损。
(4)辐射室内的砖墙砌筑时四面应同时进行,各层的水平缝应保持在同一水平线上。砌体的砖缝厚度符合要求,做到横平竖直,错缝砌筑。砖缝厚度随时用塞尺检查,砖缝厚度不大于2mm。砖缝泥浆饱满度必须大于90%。
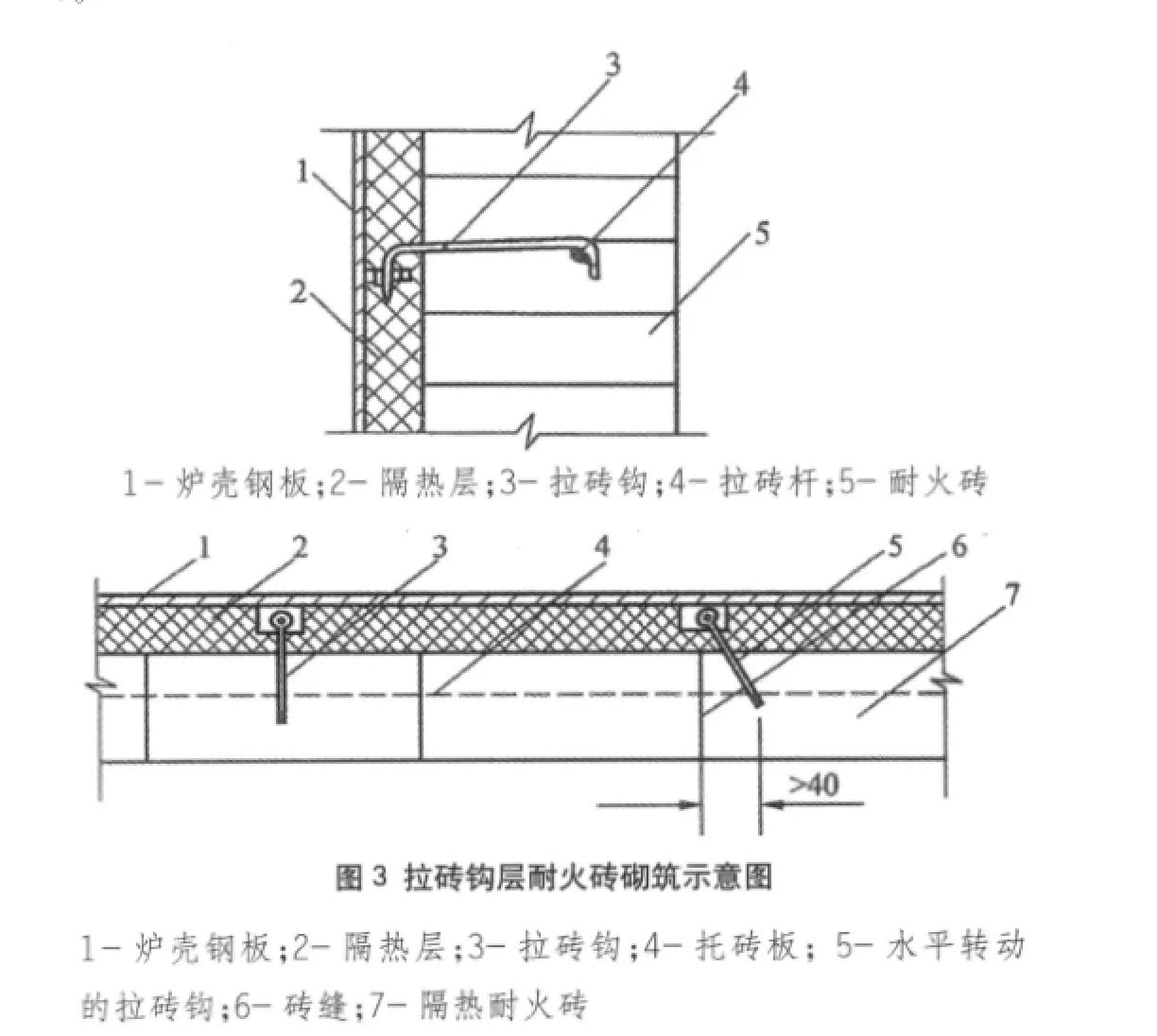
(5)拉砖钩层的耐火砖砌筑时应先预排放,标示出拉砖钩孔、槽的位置,按标示钻好孔后再砌筑。拉砖钩距砖缝40mm以上,严禁出现拉砖钩末拉入砖内的虚拉现象,应平直嵌入砖内,拉砖钩与砖表面平齐,然后将背衬陶瓷纤维板处的孔洞用陶瓷纤维棉填塞密实,与砖之间的空隙用耐火胶泥填平。如遇砖缝,可将拉砖钩水平转动使其与砖缝间的距离不小于40mm。见图3。
在托砖板与下部的砌体之间按设计要求留设20mm膨胀缝,填充δ=30mm的1430级陶瓷纤维毯。若托砖板下的膨胀缝不能达到20mm时,加工托砖板下部的G型砖,使膨胀缝达到设计要求。墙体中间伸缩缝上下应按设计尺寸垂直放线,砌筑时将δ=25mm厚的1430级陶瓷纤维毯放入。伸缩缝内不得使用碎棉。
(6)燃烧器的耐火砖施工,先将烧嘴砖衬里安装完毕后,再进行墙面的耐火砖砌筑。检修门处应先砌筑炉墙的耐火砖,然后进行门上下处的耐火浇筑料施工。看火门的耐火砖要与炉墙同时砌筑,砌筑完毕按图纸设计要求进行开孔切割。切割时要注意配合,必须保证同心。
(7)膨胀缝留设上下整齐,不得歪斜,缝内无泥浆、碎砖或杂物,尺寸不小于设计尺寸。
(8)不得使用加工后小于宽度或长度1/2及厚度2/3的砖,加工砖时不得在砌体上砍凿,砌砖时应使用橡胶锤找正,不得使用铁锤,在泥浆干固后不得敲打砌体。
2.4 炉墙、炉顶、可拆门陶瓷纤维模块施工
炉墙、炉顶的锚固钉焊接时,为防止焊渣飞溅在锚固钉上,焊接顺序从上到下进行。可拆门的锚固钉可在地面预制时焊接。焊接时应用塑料保护管套上,防止焊把碰伤锚固钉丝线。
按设计尺寸检查锚固件,位置尺寸应准确,焊接牢固。模块安装自下而上按设计规定的排列方向、型号进行。每排均由炉墙中心线开始向两侧安装。每安装完一排后应检查调整模块间隙和方向,达到排列整齐,表面平整。安装螺母时用厂家的配套工具进行,发现螺栓不直时,要调好螺栓后再安装螺母,螺母要安装到位并拧紧。
炉顶的背衬陶瓷纤维毯安装时应用高温粘结剂与炉壁板粘结牢固。安装时表面应压缩平整,毯子接缝处要对接严密。表面应平顺一致,铺贴均匀、松紧适度、无松散、折皱、拉裂等现象。每两层模块之间的补偿条由25mm厚陶瓷纤维毯对折压缩成30mm后填充,迎火面为陶瓷纤维毯子的对折面。模块上下的夹层陶瓷纤维毯应按模块全深铺设,不得随意消减厚度,折叠面与模块平齐。对接处应作“『』”型减少通缝,耐火纤维模块间填塞陶瓷纤维毯的准确性是保证纤维模块炉衬质量的关键,顺列排布的模块安装方式必须垫好两模块之间的填塞毯。
炉顶模块安装时应分别沿四周向中间逐排逐块安装,模块之间的补偿条应及时铺贴,并用U形叉与已安装好的模块固定。每隔一块模块就要插一个,所插位置在模块的上面1/3处,不得减少数量。炉顶最后一块模块安装时,用镀锌铁皮紧贴已安装的模块四周,再将最后一块模块对准锚固钉挤进,拧紧螺母后抽出铁皮。
炉顶与炉墙拐角处,先安装炉顶模块后再安装炉墙最后模块。当模块检查验收合格后,剪断并抽出模块捆扎带、保护板、导向管。导向管留下的孔洞填充纤维散棉和耐火胶泥的混合物。表面拍平时,不得用木板直接拍打模块表面,要用薄木板或其他物体垫上再进行。以上施工过程完成后,整个炉墙的衬里工作基本结束。
3 结语
中国石油独山子石化公司120万t/a乙烯工程裂解炉衬里工程施工完成后,经检查各项指标符合设计及规范要求,投产多年来运行正常,未曾出现任何故障。通过这一工程施工实例,我们认为在施工过程中只要严格按设计和规范要求进行施工,认真执行工艺纪律,投产后炉墙开裂和倒塌的事故是完全可以避免的。
T E 682
B
1672-9323(2012)01-0072-03
2011-11-23)