全自动胸章制作台的设计与研究
2012-12-19河南省济源市质量技术监督局李亚娟
河南省济源市质量技术监督局 李亚娟
桂林电子科技大学 机电工程学院 郭魏源
在胸章制作过程中,经常遇到小型平板类的半成品。生产时工人常需用手或手持工具把板件送入模具工作区。由于冲压力度较大,经常会出现工人手指受损,这就给冲压的安全生产带来隐患。若冲压事故使工人手指折断,这不仅给工人带来身体上的损毁,而且会增加制作成本,降低工作效率。为了避免这些不必要的损失,提高工作效率,需要将胸章制作机改进为全自动的胸章制作台。本文,笔者介绍了一种全自动胸章制作台。按照设计要求给出了工作台的结构设计,包括外形设计、各零件的尺寸。该工作台改进了胸章的制作过程,可以有效地提高工作效率和降低工作风险。
一、设计要求
实现胸章制作过程的全自动化,8 h工作制条件下的单机每个工作日产量为5 000左右,即每分钟要完成10个左右。将工作效率定为每个需时4s,即每个工作日的单机产量约为7 200个。
二、转盘机构和下料机构设计
转盘机构的工作任务是调节转盘上的下半部分模具的运动和静止状态、配合送料机构和上半部分模具冲压、成品的下料。要实现设计要求,则转盘的转速设定为5 r/min。转盘机构的驱动可以选取适当的电动机,经过减速器降至5 r/min的转速,从而带动转盘机构工作。转盘通过不完全齿轮实现间歇运动,从而调节转盘上的下半部分模具的运动和静止状态。转盘的停动状态如图1所示。
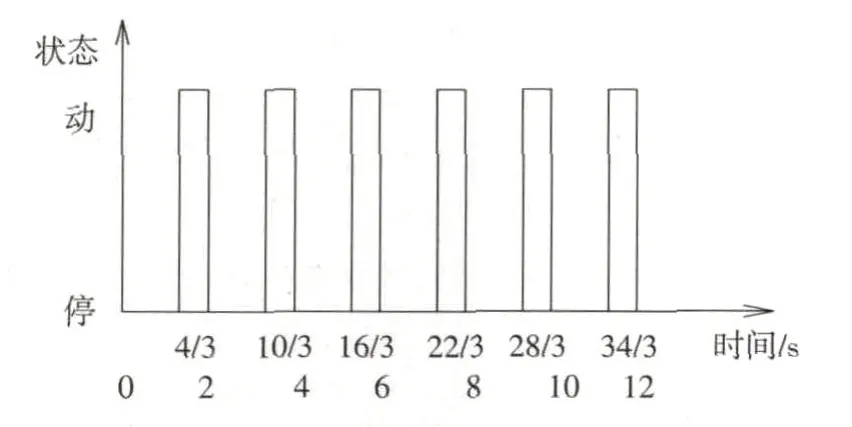
图1 转盘停动状态
以开始送料为初始时间,一个工作循环的工步安排如下:0~4/3 s上下片下料,2~10/3 s切膜制成上片半成品,4~16/3 s吸嘴吸起上片半成品,6~22/3 s吸嘴放下上片,8~28/3 s上下片冲压成成品,10~34/3 s下料;其余时间为转盘运动时间。
由转轴带动不完全齿轮转动,实现啮合齿轮的间歇运动,与其啮合的齿轮与转盘在同一根轴上,从而也就实现了转盘的间歇运动,进而下半部分模具同时也具有了运动和静止状态。转盘在静止的状态时,送料机构、切膜机构、冲压机构、下料机构完成各自的任务。每个工位有2 s 的工作时间,转盘的工位如图2所示。
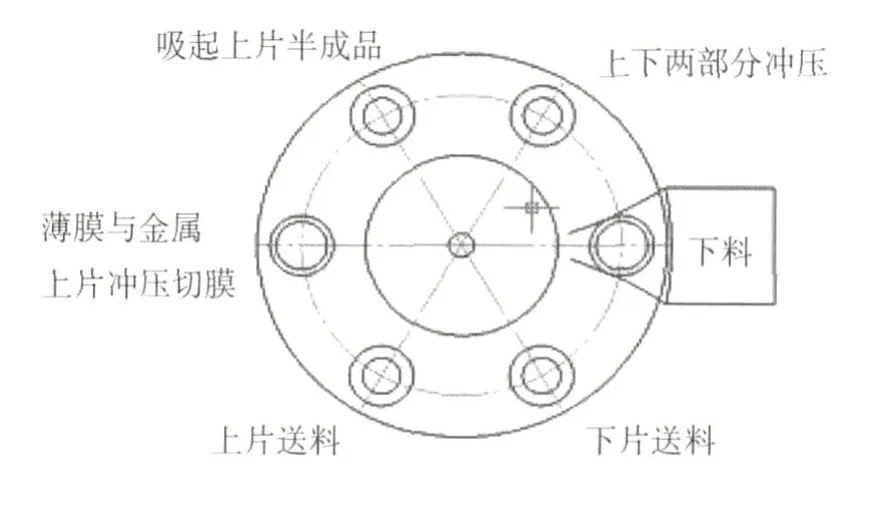
图2 转盘工位
整个工作过程:首先上下片送料机构同时开始送料,2 s后上片到达切膜冲压工位从而制成上片半成品,2 s后上片到达下一工位被吸起,2 s后下片到达被吸起的上片正下方,上片被放下。与此同时,送料机构重新开始送料,即下一个工作过程开始。2 s后到达冲压处,上下片冲压成成品,2 s后到达下料处,成品被推出模具槽。然后循环工作过程。
成品的下料是利用曲柄滑块机构将成品推出模具槽。由转轴带动轮的转动,从而带动杆与滑块上下运动。滑块向上运动至顶端过程将成品顶出,由于挡板的作用,成品沿下料处滑下,从而实现了成品的下料。
三、带别针下片原料的送料机构设计
1.工作原理。送料机构的工作任务是将胸章下片平稳准确地送至定位工位,胸章下片的形状为圆形,并且带有别针。胸章下片的提供方式为成摞叠放在供料桶中。供料桶由直径稍比下片直径大的空心圆筒组成,其下限位比下片的厚度大2 mm。下片的供送为水平供送,供料桶正下方为剪刀式夹紧定位机构,剪刀式夹紧定位机构的下方是送料槽,当剪刀张开时,别针方向已经确定的胸章下片落入送料槽后,推槽送料机构做水平直线往复运动将盖送至转盘的下片模具中。供料机构结构如图3所示。
剪刀式夹紧机构固定在支撑槽上,它的前端部分完成夹紧定位工作,此结构通过凸轮的运转使剪叉的闭合和打开达到夹紧和松开别针的目的,并和支撑槽配合的推料滑板部分实现胸章下片的推料送料。与胸章下片别针接触部位为推料滑板的突起的8 mm 部分,从而确保了胸章下片在送料过程中保持平稳,不偏移。
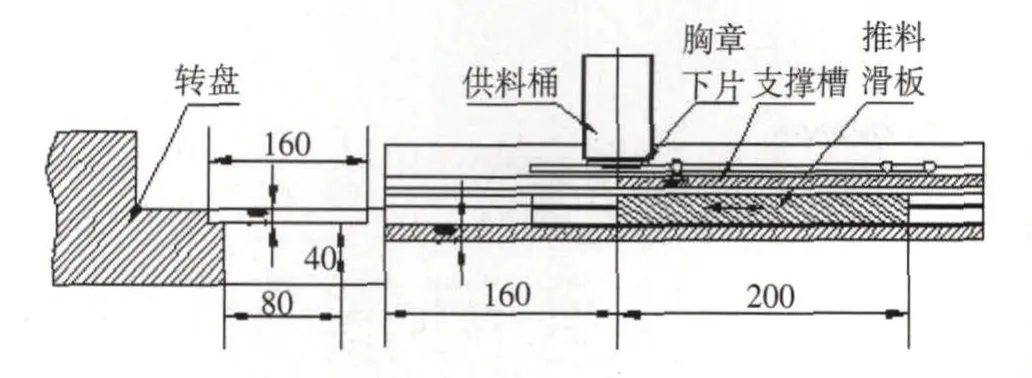
图3 下片送料机构
2.支撑槽外形设计。支撑槽尺寸左侧长为160 mm 宽为85 mm,此部分用于支撑剪子定位下片别针后停放别针部分,往右侧长为200 mm 宽为85 mm,多加了支撑剪子的部分,接下去的是支撑剪子四边部分,所以设置比左侧要宽,宽为100mm,作为固定剪刀定位机构的槽带厚为8 mm。为了节省材料留给推料槽部分仅为200 mm 长,剩下的仅起到固定刀定位机构即可,长为120 mm,厚度为8 mm。
3.推料滑板的设计。完成定位后,推料滑板将胸章下片送至下模。推料滑板的长度为200 mm。推料滑板做水平直线往复运动可以实现胸章下片的供料。推料滑板为上高为8 mm 宽5 mm,下高为12 mm宽69 mm,其中上部分推动别针而达到推送胸章下片的目的,其结构如图4所示。
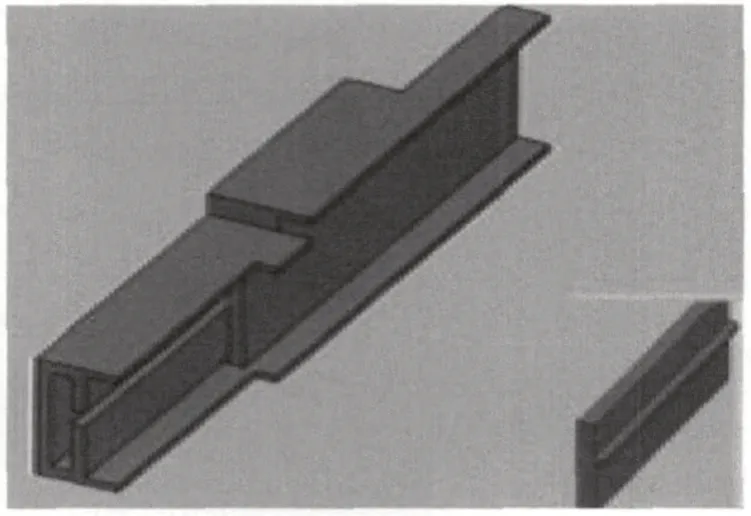
图4 支撑槽及推料滑板
推料滑板沿导轨向前运动,支撑槽前端应与下模具平齐,下片模具与轨道前端接触部分应开一个推料滑板可插入模具之中的接口,确保下片可顺利进入模具内。接着推料槽返回原位,继而进行下一个推程,推动下一个胸章下片向前移动。
4.剪刀式夹紧机构设计。当送料机构开始推程运动时,剪刀式夹紧机构首先进行夹紧定位,在剪刀式夹紧机构的剪子部位完成夹紧别针定位和剪子松开使别针定位好,达到方向已定的下片在支撑槽中,等待推料滑板将下片推入下模具中,夹紧机构完成一个夹紧动作,然后剪子松开让下片落入支撑槽,其结构如图5所示。
为使机器结构紧凑,同时要确保能够夹到别针,剪子部分长度为100 mm,为胸章下圆片直径的2.5 倍。四边形部分长度分别为150 mm和47.66 mm,这二者长度的确定是为使长度变化适宜,刚好可以在同一直线上设置凸轮,减少占用空间。夹紧和松开刚好为滑块的最远位置和最近位置,两个极限位置之间的距离为23 mm,由于变化距离太短,为了使凸轮便于设计,须将行程通过连杆放大,连杆长度为69 mm,凸轮的基圆直径设为40 mm。
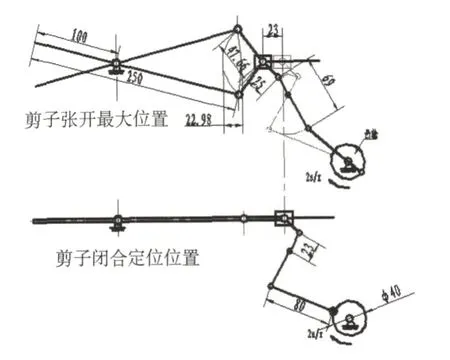
图5 剪刀式夹紧定位机构
5.机构的运动形式分析。胸章下片送料机构的传动机构采用曲柄滑块机构,这种机构可以将旋转运动转变为往复直线运动,在胸章下片的送料机构传动上采用这类机构,适当的选择曲柄摇杆参数便可实现平稳送料动作。为了结构紧凑,节省空间,传动平稳,保证精度,对两个曲柄滑块机构进行行程的放大和缩小,便于对凸轮进行设置和选择。和推料滑板相连的曲柄滑块机构进行缩小了4倍,凸轮的行程差h(40 mm)是推料滑板行程s(160 mm)的1/4。便于凸轮的设计。和剪刀式夹紧定位机构相连的曲柄滑块机构进行放大了1.74倍,凸轮的行程差h(40 mm)是剪刀式夹紧定位行程s(23 mm)的1.74。
四、金属上片原料的送料机构设计
上片的送料直接用空间凸轮机构来推动送料杆来回运动达到送料目的,机构运动简图如图6所示。为配合好转盘的工作,控制好凸轮的转速以及休止角、推程角、回程角的分配比例即可达到控制分配各段时间的目的。
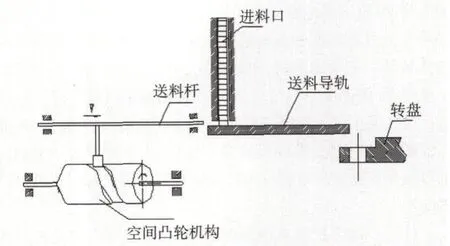
图6 送料机构
五、薄膜切割及冲压机构设计
薄膜切割及冲压过程较为简单,可直接将手动的制作器改为受控型的装置。本节将介绍受控装置的薄膜带状原料的处理工作过程的时间分配问题。转盘的周期是12 s。经分析,一个成品制成过程由切膜和印模、吸起上片半成品、上下片合并3个工序组成,分配给每个工序操作时间为2 s。由此可以看出每个工位的循环工作时间为4 s。切膜工位在前2 s完成切模冲压过程,后2 s 静止。下一工位,前2 s 吸起上片半成品,后2 s 放下。冲压工位前2s完成冲压动作,后2 s静止。
综上,本文,笔者提出了一种全自动胸章制作台的设计系统。该工作台改进了在实践过程中的胸章制作过程,有效地提高了工作效率。工人在实际操作过程中,只需要将原材料放入料斗中,然后再收集成品即可,大大降低工作风险。随着我国劳动力成本的提高,自动化的过程符合降低成本的需要,相信本设计会对胸章制作企业有所帮助。