注射成型锁模力重复精度影响因素的研究
2012-11-30王小华谢鹏程张攀攀丁玉梅杨卫民
王小华,谢鹏程,张攀攀,丁玉梅,杨卫民
(北京化工大学机电工程学院,北京100029)
注射成型锁模力重复精度影响因素的研究
王小华,谢鹏程,张攀攀,丁玉梅,杨卫民*
(北京化工大学机电工程学院,北京100029)
讨论了传统锁模力重复精度测试方法的特点,使用瑞士Baumer锁模力感测仪研究了锁模力重复精度的影响因素。结果表明,开合模位置以及开合模速度的变化对锁模力重复精度的影响可以忽略不计;基于Baumer锁模力感测仪的锁模力重复精度测试方法相比于传统测试方法具有操作简单、高效精确的特点。
注塑机;锁模力重复精度;拉杆;应变
0 前言
注塑机主要由注射装置、合模装置、动力系统、控制系统四大部分组成。合模装置是保证成型模具可靠地闭紧和实现模具启闭动作及顶出制品的部件,锁模力重复精度是注塑机的主要性能参数之一,也是精密注射成型的评价指标之一[1]。注射成型过程中合模装置4根拉杆的受力情况是变化的,注塑机拉杆受力情况如图1所示。从图中可以看出,注塑机模板与拉杆形成封闭力系,当合模装置的4根拉杆处于合模状态时,承受的是拉力,4根拉杆所承受的拉力合力与锁模力大小相等,方向相反[2]。注塑机模板和拉杆形成的封闭力系使模具受到锁模力而闭紧,当4根拉杆受力不均匀时,就会导致模板施加在模具上的力不均衡,造成制品飞边而影响制品质量,甚至在合模时会发生拉杆断裂,导致注塑机和模具的损坏[3]。传统锁模力重复精度测试方法包括以下2种:(1)应变电测法[4-5];(2)磁附式感测法[6]。

图1 注塑机拉杆受力情况Fig.1 The forces for tie bars of injection molding machines
应变电测法主要原理是利用粘贴式电阻应变片、转换箱、静态应变测量处理仪将合模时4根拉杆的受力应变位移量转换成模拟电量输出,将非电量转换成电量输出,然后再通过有关计算、修正得出实际锁模力。实际测量过程中,需要粘贴温度补偿片以补偿温度变化造成的影响[4-5]。该方法存在应变片粘贴困难,应变片使用寿命短,测试准备工作繁琐,测量结果重复精度低,测量环境要求高等缺点。
磁附式感测法主要原理是将应变片放置在2个磁铁之间的不锈钢箔下,强劲的磁力通过螺栓、螺母及橡胶垫使应变片紧贴在拉杆表面,从而在应变片、钢箔及拉杆表面之间产生强大的相互作用摩擦力。当拉杆表面受力发生形变时,由于摩擦力的相互作用,在磁力作用下紧贴在拉杆表面的应变片和拉杆发生同样的形变,从而实现锁模力的测量。磁附式感测法使用摩擦力与磁力替代粘贴应变片胶水的黏附力,避免了应变片粘贴的繁琐步骤以及一次性使用的缺点,测试重复精度较高,解决了传统应变电测法安装测试困难,测量精度低的不足。但由于安装应变片时采用的是体积及质量较大的钢壳,且通过磁力压紧,因此这种测试方法不太适合在具有较大且连续冲击载荷的在线生产制品场合上测量锁模力,仅适合于注塑机锁模力调试和试模 时 使 用[6]。瑞 士 Sensormate AG 公 司 生 产 的QE1008-Sensors锁模力测试仪基于磁附式感测法,磁附式感测法结构原理与QE1008-Sensors锁模力测试仪如图2所示。

图2 磁附式感测法结构原理与QE1008-Sensors锁模力测试仪Fig.2 Structure principle of magnetic enclosed test method and QE1008-Sensors
瑞士Baumer锁模力感测仪的主要原理与磁附式感测法相类似,只是将螺纹紧固的预紧力替代了电磁力,因而该方法不受连续冲击载荷的影响,可以在正常工况下实现锁模力的测量,该测试方法不仅适用范围宽,环境因素影响小,而且具有操作简单、高效精确的特点。Baumer锁模力感测仪通过检测拉杆在拉伸或压缩状态下直径的微小变化量,经传感器转换成微弱的电信号,再经过放大作用显示拉杆的实际变形量,拉杆变形量经过换算输出锁模力值[7-8],Baumer锁模力感测仪及其测量原理如图3所示。

图3 Baumer锁模力感测仪测量原理图Fig.3 Measurement mechanism of Baumer strain clamps
本文基于瑞士Baumer锁模力感测仪对锁模力重复精度的影响因素进行实验研究,明确合模系统的锁模力波动对制品成型缺陷的影响,完善锁模力重复精度影响因素的理论研究,保证塑料制品的精密注射成型。
1 实验部分
实验使用Baumer锁模力感测仪研究GSK AE80-32H全电动注塑机的锁模力重复精度[9],注塑机及锁模力测量夹安位置如图4所示。
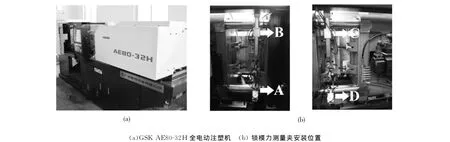
图4 GSK AE80-32H全电动注塑机和锁模力测量装置的安装位置Fig.4 Installation position of clamping force measurement device and GSK AE80-32Hall-electric IMM
按照要求接线完毕,注塑机运行状态设置为手动状态,在开合模的实际工作状态下运行Inspect Master软件完成数据采集,实验记录开合模状态下拉杆的应变量,实验数据如图5(a)所示。根据公式进行锁模力重复精度的计算,结果表明,GSK AE80-32H全电动注塑机的锁模力重复精度完全符合塑料机械行业精密注塑机的锁模力重复精度标准。分析实验结果,GSK AE80-32H全电动注塑机采用全电动合模系统,通过伺服电机驱动滚珠丝杠提供开合模动作所需的动力,而伺服电机转速容易受电压波动的影响,伺服电机在正常工作状态下的振动是导致锁模力波动,最终影响重复精度的主要因素。行业标准规定,精密注射成型机的锁模力重复波动应不大于1.0%,因此,锁模力的微小波动属于正常现象,对制品精密注射成型质量的影响可以忽略。

图5 锁模力重复精度实验数据Fig.5 Experimental data of clamping force repeatability
为了验证Baumer锁模力感测仪测试锁模力重复精度的精确度,我们进行了设计实验探讨感测仪的实验影响因素。设计实验在初始实验的基础上变换测量夹的位置,即A、B信号测量夹安装在初始实验B信号测量夹的位置;C、D信号测量夹安装在初始实验C信号测量夹的位置。手动状态运行开合模动作,实验重复次数为10次,记录实验数据,如图5(b)所示。从图中可以看出,A、B信号测量夹所采集的数据信号具有高度的重复一致性;C、D信号测量夹所采集的数据信号同样具有高度的重复一致性。测量数据曲线的相似性可用于表征感测仪的可重复性与精确度,因此,Baumer锁模力感测仪用于锁模力的测试具有较高的可重复性与精确度。
为了探究锁模力重复精度的影响因素,我们进行了2组参数评估实验,分别研究开合模位置、开合模速度对锁模力重复精度的影响。第1组实验在保证相同开合模速度的前提下,改变开模停止位置,实验比较锁模力测试结果;第2组实验在保证开模停止位置的前提下,改变开合模的速度,实验比较锁模力测试结果。评估实验参数设置如表1,表2所示。
实验过程中同一测量夹测量对应拉杆的变形量,即同一测量夹采集的实验数据反映的是同一拉杆在不同实验参数条件下的拉杆应变量。分别对每次实验的数据平均值进行比较,绘制柱状图进行结果分析,实验结果比较如图6所示,从图6(a)中可以看出,在不同的开模停止位置条件下,各测量夹采集的实验数据具有高度一致性,因此,Baumer锁模力感测仪的锁模力测试实验结果不受开模停止位置的影响。从图6(b)中可以看出,在不同的开合模速度实验条件下,各测量夹采集的实验数据具有高度一致性,即锁模力测试实验结果不受开合模速度变化的影响,表明在正常的工作状态下同样可以进行锁模力重复精度的测试。

表1 第1组评估实验参数设置Tab.1 Parameter settings of the 1st group assessment experiment

表2 第2组评估实验参数设置Tab.2 Parameter settings of the 2nd group assessment experiment
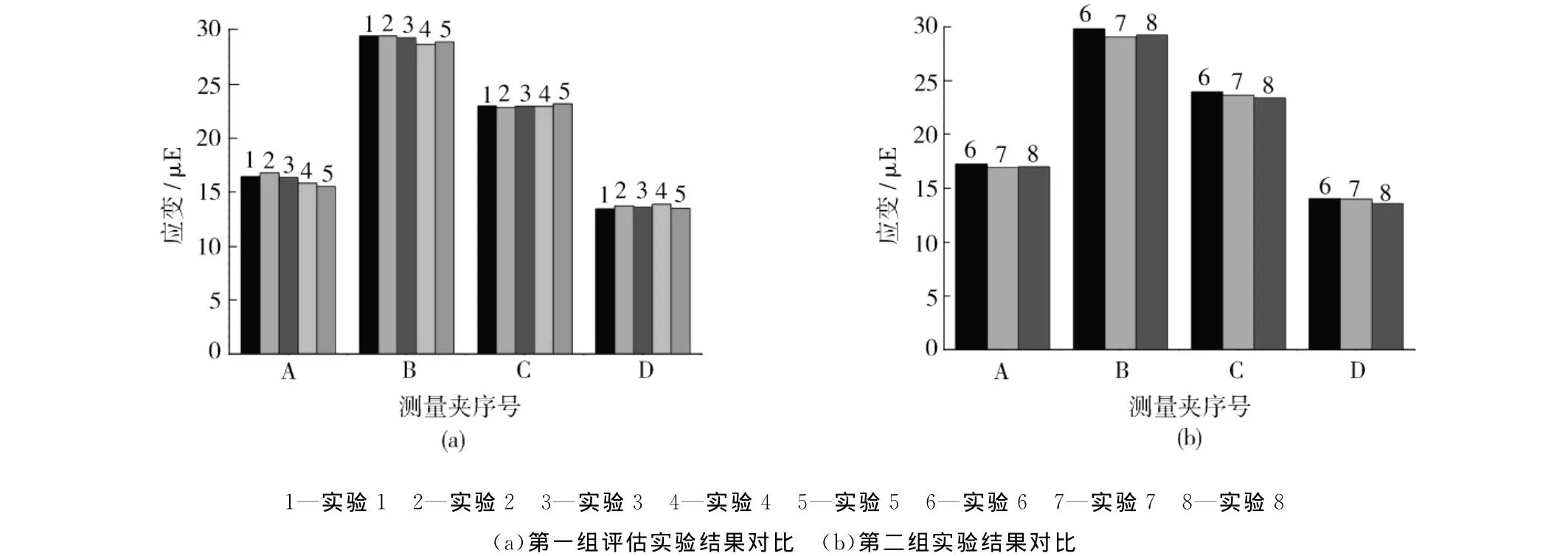
图6 实验结果比较Fig.6 Comparison of experimental results
2 结果与讨论
2.1 锁模力重复精度分析
本研究使用瑞士Baumer锁模力感测仪在广州数控GSK AE80-32H全电动注塑机上进行锁模力的测试实验,对测试实验结果进行处理,计算其锁模力重复精度,实验结果表明,GSK AE80-32H全电动注塑机的锁模力重复精度完全符合精密注射成型设备的行业标准规定。分析实验结果,全电动注塑机采用伺服电机驱动滚珠丝杠提供肘杆机构合模系统实现开合模动作所需的动力,而伺服电机作为主动力源其转速容易受电压波动的影响而在正常工作状态下产生微小振动,最终影响锁模力的重复稳定性。从实验结果可以看出,GSK AE80-32H全电动注塑机的锁模力重复精度完全符合塑料行业对于精密注射成型机的定义,锁模力的微小波动属于正常现象,对制品精密注射成型质量的影响可以忽略。
2.2 开合模位置对锁模力重复精度的影响
从图6(a)可以看出,设定5组开合模停止位置变量研究锁模力重复精度的影响因素,实验测量结果表明,开模停止位置的变化对锁模力测试结果基本没有影响。肘杆式合模机构开合模过程中锁模力随着动模板位置的变化而变化,锁模力最大值出现在模具动模与定模闭合锁紧的一瞬,此时肘杆结构完全伸展,拉杆的变形量也是最大,锁模力测试记录拉杆变形量的最大值转换输出。因此,只要保证肘杆机构完全伸展,拉杆的变形量即可达到最大值锁紧模具,开模停止位置的变化不会影响锁模力的测试结果。
2.3 开合模速度对锁模力重复精度的影响
开合模速度设置的合理性是影响制品精密注射成型质量以及保证安全生产的关键因素。设置较高的开合模速度可以提高生产效率,但考虑到模具的安全性保护又希望能适当地降低开合模速度,因此开合模速度通常按照“慢-快-慢”的顺序进行设置。为了研究开合模速度的变化对锁模力测试结果的影响,我们进行了第二组实验,如图6(b)所示。实验结果表明,开合模速度的变化对锁模力重复精度测试结果的影响可以忽略。锁模力的最大值出现在模具完全锁紧以后,动模板移动过程的参数变化与锁模力的测试结果无关。
3 结论
(1)GSK AE80-32H全电动注塑机锁模力重复精度完全满足塑料机械行业对精密注射成型机械所定义的标准;
(2)基于Baumer锁模力感测仪的锁模力测试方法具有较高的可重复性与精确度;
(3)开模停止位置以及开合模速度的变化对锁模力重复精度的影响较小,可以忽略不计;
(4)基于Baumer锁模力感测仪的锁模力测试方法与传统锁模力测试方法相比,具有操作简单、高效精确的特点。
[1] 杨卫民,丁玉梅,谢鹏程.注射成型新技术[M].北京:化学工业出版社,2008:4-9.
[2] 焦志伟,谢鹏程,严志云,等.全液压内循环二板式注塑机性能特点及锁模精度研究[J].塑料,2009,38(6):112-114.Jiao Zhiwei,Xie Pengcheng,Yan Zhiyun,et al.Performance Characteristics and Clamping Force Accuracy of Internal Circulation Two-plate Injection Molding Machine[J].Plastics,2009,38(6):112-114.
[3] 刘旭红,宋世柳.注塑机合模力的测量及误差因素分析[J].广西工学院学报,2006,17(4):52-55.Liu Xuhong,Song Shiliu.Testing and Error Analysis of Plastic Injection Molding Machine Clamp Force[J].Journal of Guangxi University of Technology,2006,17(4):52-55.
[4] 彭乃球.注塑机锁模力测试技术[J].机电工程技术,2002,31(7):115-116.Peng Naiqiu.Test Technology of Injection Molding Machine Clamping Force[J].Mechanical & Electrical Engineering Technology,2002,31(7):115-116.
[5] 叶清达.塑料注射成型机合模力的测量[J].机械开发,1999,(3):39-44.Ye Qingda.Measure of Locking Force of Plastic Injection Make-up Machine[J].Machine Development,1999,(3):39-44.
[6] 陈金伟,Bruno Schlaepher.注塑机锁模力测量新技术[J].工程塑料应用,2010,38(2):75-77.Chen Jinwei,Bruno Schlaepher.New Measurement Techniques of Injection Molding Machine Clamping Force[J].Engineering Plastics Application,2010,38(2):75-77.
[7] 周文娟.注塑机锁模力的计算[J].塑料科技,2001,(6):42-43.Zhou Wenjuan.Calculation of the Mould Clamp Force of Injection Moulding Machine[J].Plastics Science and Technology,2001,(6):42-43.
[8] 田学军.注塑模具锁模力的影响因素及简单经验计算方法[J].机电工程技术,2008,37(3):100-102.Tian Xuejun.Influencing Factors and Simplified Calculating Method for Injection Molding Clamp Force[J].Mechanical & Electrical Engineering Technology,2008,37(3):100-102.
[9] 康存锋,刘 鑫,马春敏,等.全电子注塑机的合模控制及锁模力的研究[J].工程塑料应用,2009,37(1):71-74.Kang Cunfeng,Liu Xin,Ma Chunmin,et al.Research on Mould Closing and Locking Force Control of Electric Injection Molding Machine[J].Engineering Plastics Application,2009,37(1):71-74.
Study on Factors Influencing Clamping Force Repeatability of Injection Molding Machines
WANG Xiaohua,XIE Pengcheng,ZHANG Panpan,DING Yumei,YANG Weimin*
(College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
Characteristics of conventional measurement methods of clamping force repeatability was discussed.Influencing factors on clamping force repeatability were investigated by Baumer strain clamps(Switzerland).It was found that the influences of variations of mold closing/opening position and speed could be neglected.The test methods of clamping force repeatability based on Baume strain clamps had characteristics of easy operation and high accuracy.
injection molding machine;clamping force repeatability;tie bar;strain
TQ 320.66+2
B
1001-9278(2012)01-0098-05
2011-05-24
国家自然基金项目资助(21174015)
*联系人,yangwm@mail.buct.cn
(本文编辑:刘本刚)