基于聚合物PVT特性等比容积保压控制方法研究
2012-11-23张盛桂谢鹏程何雪涛丁玉梅杨卫民
张盛桂,谢鹏程,何雪涛,丁玉梅,杨卫民
(北京化工大学机电工程学院,北京100029)
0 前言
聚合物材料从粒料(或粉料)经过塑化、填充、压缩、保压、冷却定形成为制品,这是注射成型的一般过程。但是由于材料和模具的多样性,需要采用不同工艺参数,如果控制工艺参数选择不当,无论填充情况理想与否,都会影响最终制品的质量,甚至造成废品。使每次成型的制品保持相同的质量、取向、尺寸收缩率,是注射成型控制所要达到的目标[1]。为达到这一目标,本文提出一种等比容保压控制方法,即熔融物料在螺杆的推动下进入模腔后,精确控制好保压压力,在等比容控制阶段物料不再进出模腔,其实质就是聚合物的比容积在保压过程中随着温度的冷却始终保持不变。为实现等比容控制,关键在于保压压力的设置,因此保压压力是最关键的过程控制参数。
Bandreddi等[2]研究了保压曲线的形状,通过仿真结果比较了恒压保压、递增阶跃保压和递减阶跃保压对制品收缩的影响。其结果表明,递减阶跃保压可以形成最均匀的压力分布,从而带来最均匀的制品厚度分布。王建等[3]研发了一种利用聚合物PVT关系在线控制技术,利用控制熔体压力和温度关系实现了对熔体比容的控制,从而可以大幅度提高制品质量重复精度。从上述研究可以看出,在保压过程中,保压压力的设置对制品的最终成型质量有着至关重要的作用。因此,本文基于聚合物的PVT特性曲线,采用修正的双域Tait方程计算等比容保压压力,提出了一种等比容保压过程的控制方法。
1 PVT控制技术
聚合物的PVT特性,即压力、比容、温度之间的相互关系,是聚合物材料的本质属性[4],3个参数属于工艺,在聚合物的生产、加工以及应用等方面有着十分重要的作用。无论聚合物的状态如何,压力、温度、比容这3个状态参数都会按照一定的规律变化,与加工手段和条件无关。如图1(a)和(b)分别为结晶型材料和无定形材料的典型PVT特性,从图中可以清楚地看出聚合物压力、温度和比容之间的关系。在注射成型过程中,聚合物材料被加热到熔融态,并在很高的压力下注射到模具型腔中,经历了从高温、高压到迅速冷却和压力下降的过程,之后由熔融态转变为固态,同时聚合物材料的各种物性参数也经历了一连串剧烈的变化,这都和温度、压力有很大的关系。特别是聚合物的比容决定着最终成型制品的性能和质量。若最终成型制品的密度太小,会导致强度不够;若密度不均匀则会产生内部残余应力发生翘曲变形等。
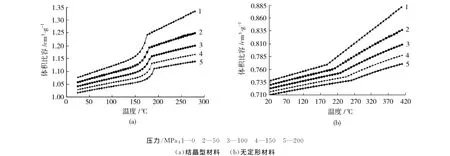
图1 典型聚合物PVT特性曲线Fig.1 Typical PVT diagrams of polymer
质量重复精度就是评价注塑机精度的一项重要指标。研究表明,影响制品质量重复精度的因素很多,但本质区别则是制品中不同比容的差异。PVT关系特性是高分子材料的固有物理特性,高分子材料由原料经过加工成为产品的过程中,材料压力-温度-比容参数持续变化,而三者之间始终遵循PVT特性规律。注射成型中无论采用何种过程控制方式都无法脱离对材料PVT关系的依赖,并可在材料PVT关系曲线中找到对应的加工路径。如图2所示,路线1-3-5-7-8为制品“零收缩率”的加工工艺路径[5]。图2中,V1、V2的意义将在模拟计算部分给以详细说明。但是采用这种工艺路线需要较高的注射压力,另外还要考虑其在工作过程中的压力损失,这样就有可能使其所需的注射压力及锁模力超出现有注塑机所具备的水平,而使该工艺路线无法实施。因此,在实际加工过程中应该采用如图3所示的A-B-C-D-E-F的工艺路线。在图3中,A-B-C段是注射充模阶段,即物料在螺杆的推动下,流经喷嘴、流道后注入并充满型腔;C-D段是等压压缩阶段,物料在保压压力的作用下继续进入型腔以补偿物料因冷却引起的体积收缩;而D-E段是等比容保压阶段,即此时型腔的物料不再增加或减少,随着型腔温度的降低,保压压力有规律地减少以保持型腔中的物料不会倒流或者增加;E-F段是常压冷却阶段。其中,等比容保压阶段是本文研究的重点。
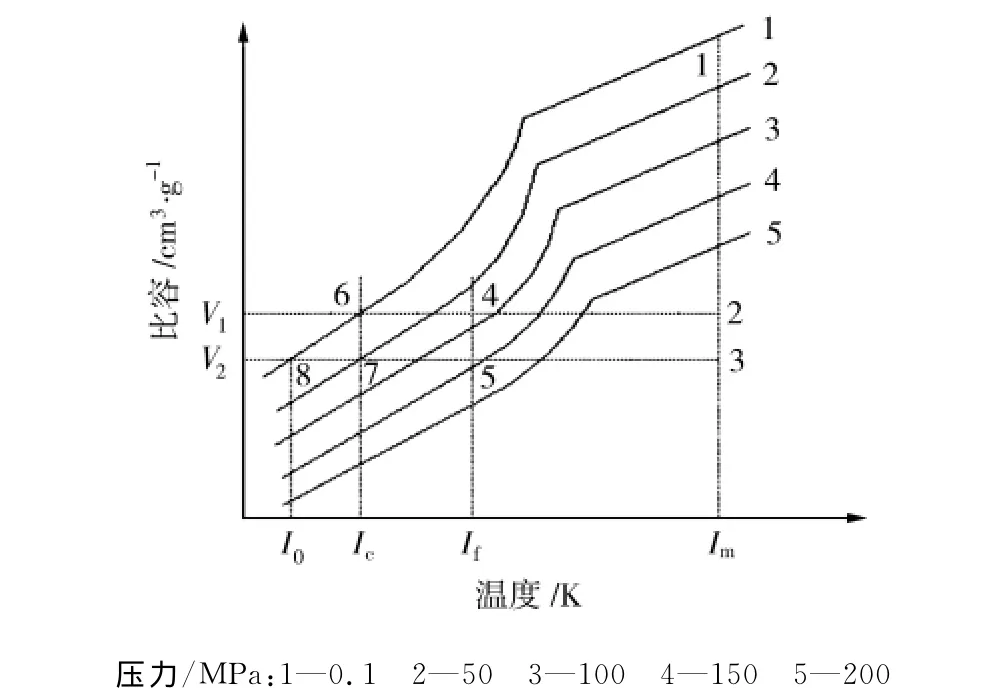
图2 注射成型加工工艺路线示意图Fig.2 Process route for injection molding
不同控制方法得到的注塑制品重复精度之所以存在差别,其根本原因在于所采用的控制方法对材料PVT参数控制重复精度的差别。通过提高制品从熔融注射到冷却成型路径在PVT图上的重复性,从而提升最终制品质量重复精度。为实现这一目标,本文提出在注射成型中采取等比容保压过程控制的方法。
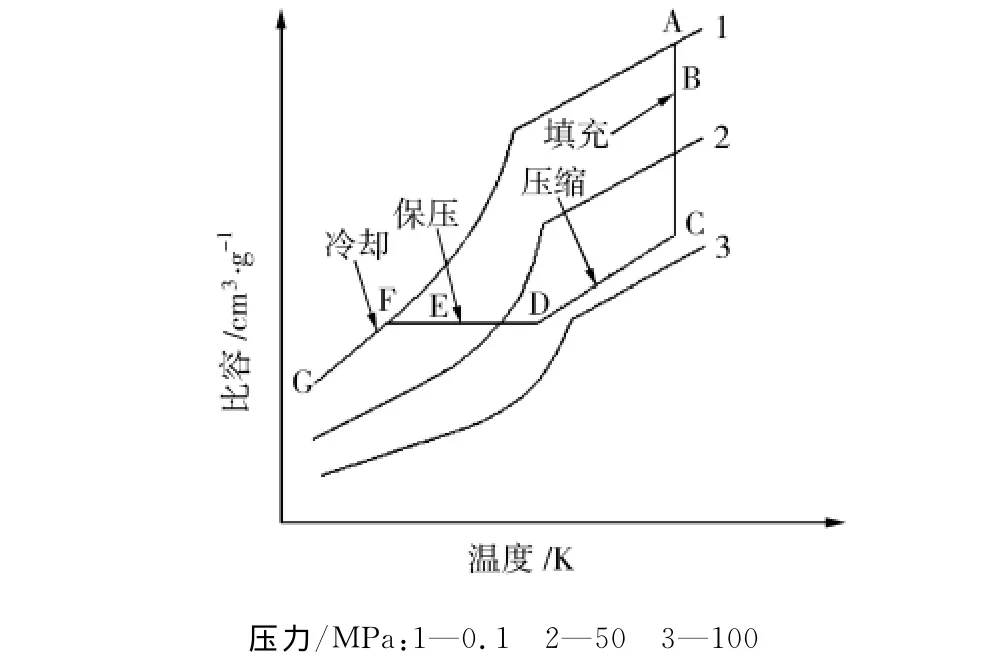
图3 注射成型聚合物的PVT关系示意图Fig.3 PVT relationship of injection molding polymer
2 最佳保压压力曲线的确定
修正的双域的Tait状态方程是目前注射成型领域描述聚合物PVT关系最常用的状态方程,主要依托于实验数据,是目前以经验方法建立PVT状态方程中精度最高的[6-7]。修正的双域Tait状态方程表达式为:

式中 V(T,P)——在温度和压力条件下的比容,cm3/g
V0——在零压下的比容,cm3/g
C——普适常数,C=0.0894
B——材料的压力敏感度,Pa
因此,本文采用修正的双域的Tait状态方程来研究等比容保压过程的保压压力曲线。
通过计算所选材料的固体比容积值,由此计算出在实际加工中的机筒温度下所需要的压力值,若此压力值超出一般注塑机的注射压力,则不能采用图2中的路线1-3-5-7-8“零收缩率”的保压压力曲线。此时应当采用在注塑机最高的保压压力下先恒压保压一段时间,再进行等比容积保压。若先进行恒压保压时,应尽量减少这阶段的保压过程,以使得在等比容积保压过程中,降低保压压力的变化率,增加这种等比容积保压在实际加工应用中的可能性。如图4(b)所示,压力变化情况非常迅速,这在实际加工中是难以实现的,所以将采用图4(a)所示的压力来模拟保压过程,降低对机器硬件的要求。

图4 TPU在等比容积保压下的压力曲线Fig.4 Packing pressure profile under isosteric packing for TPU polymer
由上述的分析,计算出在200MPa保压下,聚合物的比容积随不同温度转等比容积保压变化的曲线,如图5所示。本文采取以熔体温度信号为控制信号,温度为250℃时先用200MPa的压力进行恒压保压,到熔体温度为235℃开始转等比容积保压,保压结束点的温度为顶出温度80℃,然后进行常压冷却。聚合物的比容积值V2就由转等比容积保压的起始点决定,由图5拟合的一次多项式可得V2=1.1410cm3/g,而聚氨酯(TPU)聚合物的固体密度为0.90462g/cm3,即比容积为V1=1.1054cm3/g。而制品的体积收缩率计算公式为:

将V1、V2代入式(2)中,得s=1.05%。
3 数值模拟分析
3.1 选用的聚合物材料
在Moldflow材料库里选取一种材料为TPU,制造商为美国舒尔曼公司,牌号是620-31。熔体温度(即机筒温度)为250℃,模具温度为60℃。其物性参数值如表1所示,样品形状如图6所示。
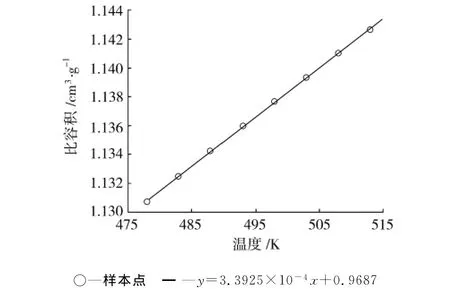
图5 保压压力为200MPa时聚合物比容积变化曲线Fig.5 Curve of polymer specific volume when the packing pressure was 200MPa

图6 测试样品的有限元网格图Fig.6 Finite element mesh map of the test sample
3.2 数值模拟分析
本文利用成熟的模流分析软件Moldflow,对PVT等比容控制进行仿真模拟。作为对比,分别进行常压保压控制、线性递减控制和PVT等比容控制的CAE模拟分析。但是在Moldflow里对保压过程的设置是压力(P)-时间(t)曲线,为了能够实现在等比容控制下聚合物压力(P)-温度(T)的设置,本文先进行常压保压模拟。在Moldflow模拟分析中,熔体温度随时间变化曲线与保压控制方式无关。因此,从常压保压模拟结果中可以获得制品在保压冷却过程的温度(T)-时间(t)变化曲线,并利用这一曲线在Moldflow里将PVT等比容保压控制所要求压力(P)-温度(T)控制过程转变为压力(P)-时间(t)控制。
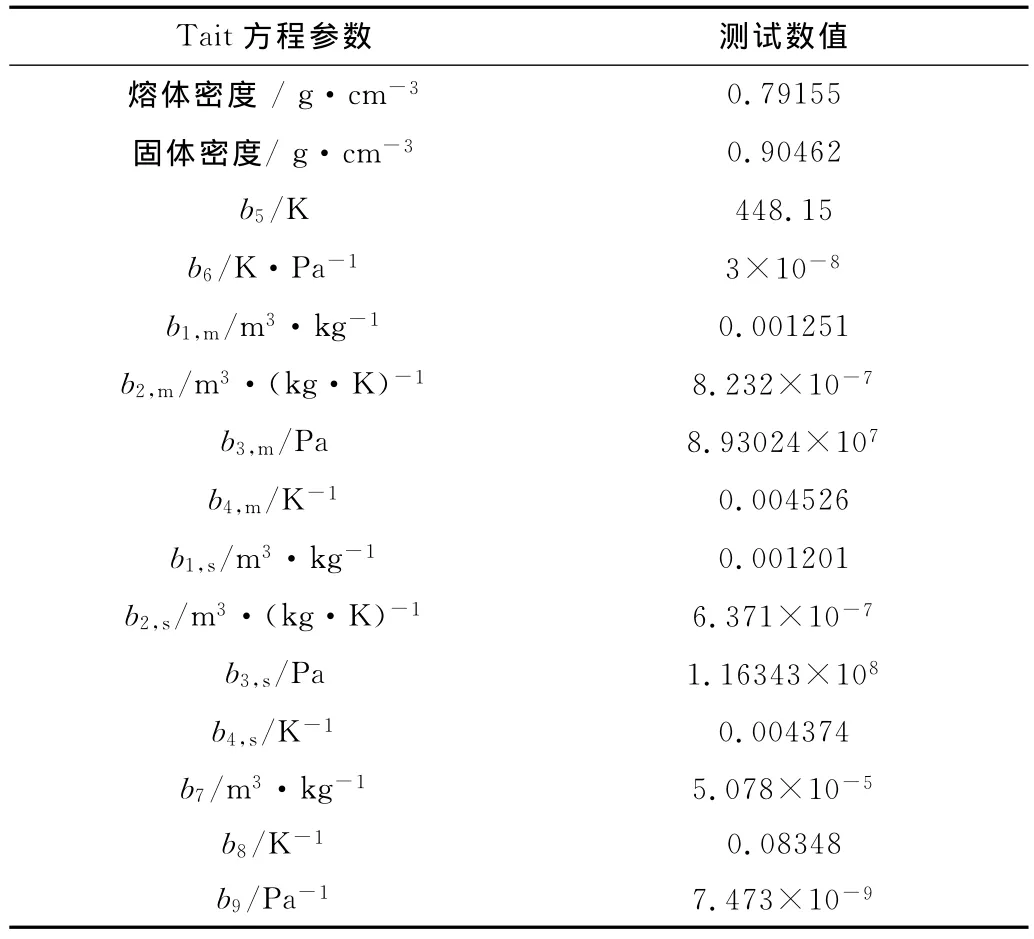
表1 TPU的PVT物性参数Tab.1 PVT parameters of TPU
在制品的保压过程中,采用TPU熔体温度为235℃转等比容积保压,利用修正的双域Tait方程计算出在等比容积保压下的压力变化曲线P(T)。计算过程为,以聚合物在235℃、200MPa下的比容值V2,将冷却过程中制品的温度变化值代入Tait方程,这样就得到了压力变化曲线P(T)。计算结果与常压保压、线性递减保压的设置如表2所示。其中表2的T(℃)-t(s)变化曲线是在制品的冷却分析过程中,由制品的体积温度取平均值而来的。
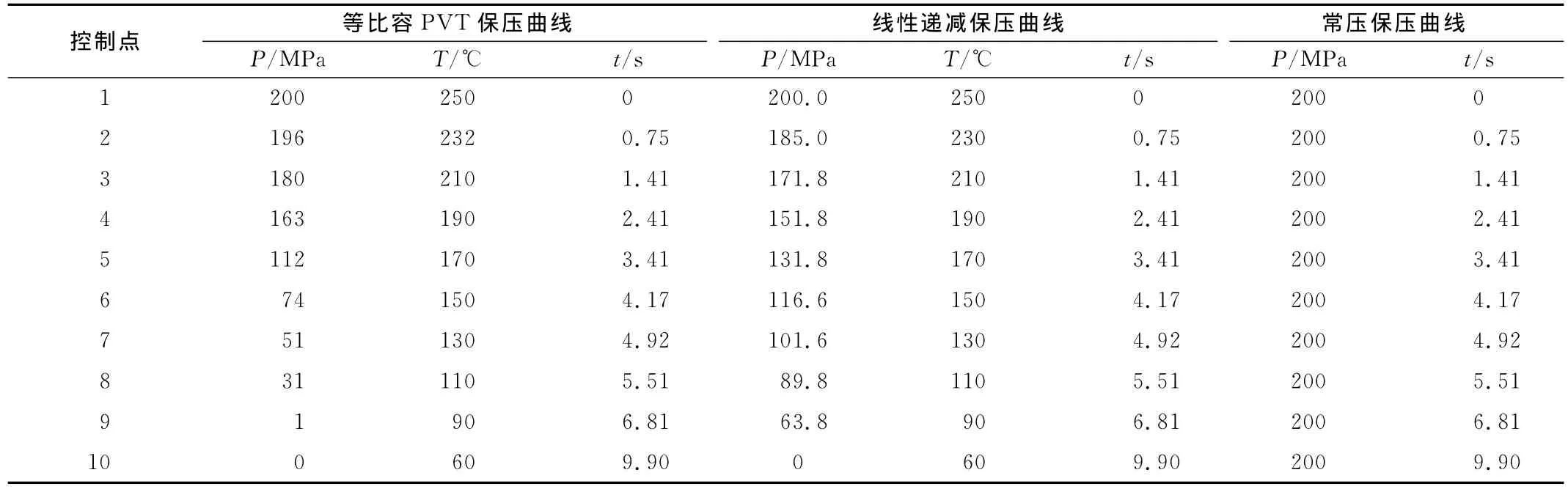
表2 常压保压、线性递减保压和PVT等比容积保压压力曲线设置Tab.2 Packing pressure curves set of constant,linear decrease and isosteric PVT packing
模拟结果如图7所示,线性递减比常压保压的保压效果好,变形翘曲量和顶出时的收缩率都明显减小。而PVT等比容积的保压效果比这两种方式的保压效果都好。另外,从图7(f)可以看出,制品在浇口附近最大的体积收缩率为0.9375%,这与上文计算得到的体积收缩率s=1.03%很相近,再一次验证了等比容积保压的实效性。从表2可以看出,PVT等比容积保压曲线的设置也是线性递减的,所以PVT等比容积保压可以看作是线性递减保压的特例,是线性递减保压中最优的,在等比容保压过程中模腔压力始终等于保压压力。总之,同比常压保压和线性递减保压,PVT等比容保压有着更好的保压效果,而且在等比容保压下制品的体积收缩率可以得到较精确的预测,这对于注射成型过程控制来说有着非常重大的指导意义。
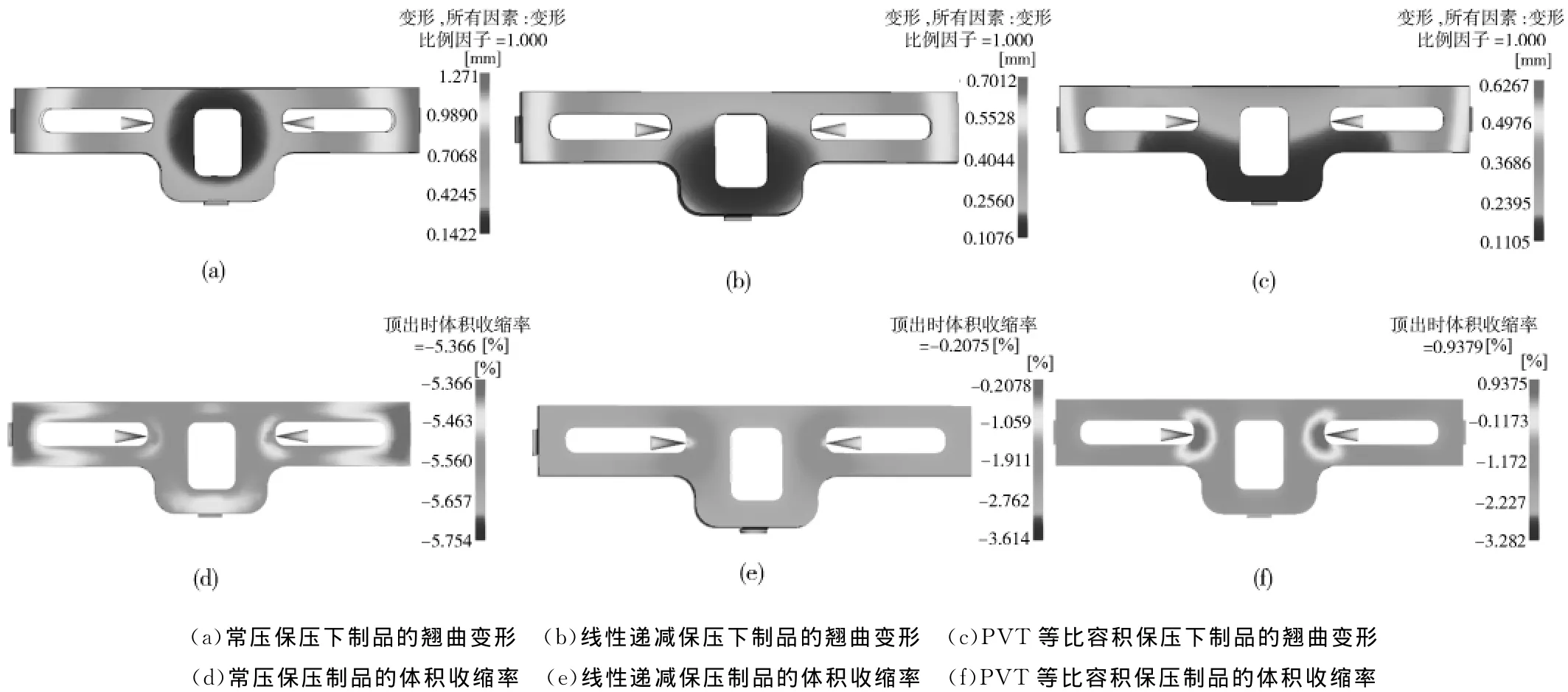
图7 不同保压方式下制品的翘曲变形和顶出时的体积收缩率Fig.7 Warping deformation and the shrinkage of volume rate of the products under different packaging methods
4 结论
(1)借助Tait方程计算出了在等比容保压下的压力-温度变化曲线;利用Moldflow中冷却分析结果中熔体温度-时间的关系曲线,将等比容控制过程所要求的保压压力-温度转换为保压压力-时间设置,从而实现等比容保压过程的模拟;
(2)与常压保压控制和线性递减保压相比,采用PVT等比容积保压方法能较大幅度地提高制品的最终质量,即降低最终产品的体积收缩率并提高其分布均匀性,降低制品变形翘曲量并使其分布更均匀;
(3)改变现有机型的保压控制方法,采用PVT等比容积保压可有效改善制品成型质量,为制品精密注射成型工艺参数优化提供了可行的方案。
[1]陈 锋.塑料注射成型的PVT状态曲线及其应用[J].轻工机械,2000,(4):5-10.Chen Feng.PVT State Diagram for Plastics Injection Molding and Its Application[J].Light Industry Machinery,2000,(4):5-10.
[2]Bandrcddi M,Nunn R,Malloy R.An Investigation of Time Based Holding Pressure Profiles[C]∥SPE Annual Technical Conference Paper.United States:Publ by Soc of Plastics Engineers,1994:348.
[3]王 建,杨卫民,谢鹏程,等.利用聚合物PVT关系在线控制技术的实验研究[J].材料科学与工艺,2011,19(3):144-148.Wang Jian,Yang Weimin,Xie Pengcheng,et al.Experimental Study of On-line Control Technique by Polymer PVT Relationships[J].Materials Science &Technology,2011,19(3):144-148.
[4]王 建,杨卫民,谢鹏程,等.聚合物PVT关系在线测试技术[J].塑料工业,2008,36(10):28-30.Wang Jian,Yang Weimin,Xie Pengcheng,et al.On-line Testing Technique of Polymer Pressure--Volume-Temperature Relationship[J].Plastics Industry,2008,36(10):28-30.
[5]章锦雷,陈小强,庄 俭.基于聚合物熔体PVT参数的注射过程保压控制技术[J].塑性工程学报,2010,6(3):162-165.Zhang Jinlei,Chen Xiaoqiang,Zhuang Jian.Study on the Controlling Technology of Injection and Pressure Holding Based on PVT Diagram[J].Journal of Plasticity Enginee-ring,2010,6(3):162-165.
[6]Chang R Y,Chen C H,Su K S.Modifying the Tait Equation with Cooling-rate Effects to Predict the Pressurevolume-temperature Behaviors of Amorphous Polymers:Modeling and Experiments[J].Polymer Engineering and Science,1996,36:1789-1795.
[7]王 建,杨卫民,谢鹏程.一种描述无定形聚合物PVT关系的双域Spencer状态方程[C]//第五届两岸三地先进成型技术与材料加工研讨会.北京:北京化工大学,2008.