钢带滚压成形辊轮组的设计
2012-10-24魏敏
魏 敏
(广西机电职业技术学院,广西南宁 530007)
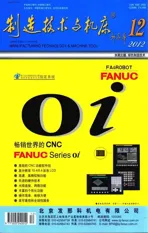
滚压成形是一种无切屑加工,通常以长的金属带料为原材料,在常温下通过顺序排列、带有型槽的若干组成形辊轮,随着辊轮的旋转运动,将带料向前送进的同时顺次进行弯曲成形,从而获得所需断面形状的一种加工方法。图1所示为滚压U形断面的工作原理,金属带料从第1组辊轮进入,经过第2、3、4组辊轮顺次弯曲成形,型材从第4组辊轮处连续不断地输出。
板料滚压成形适用于生产批量大的等截面、外形纵长的零件。由于使用多组辊轮的连续成形,可以成形许多壁薄、质轻、刚度大且断面形状复杂的零件,加上在顺序滚压过程中可与多种工艺过程(如开卷、冲孔、焊接、PVC涂敷、定长剪切等)结合组成不同用途的连续化生产线,因而滚压成形生产效率高,制造出的零件表面美观、厚度均匀、精度高且表面光洁,能最大限度地满足零件设计的要求。滚压成形技术在工程中得到越来越广泛的应用。
1 产品分析
在汽车门窗密封条制品中,如门框密封条、行李箱密封条、内侧条和外侧条等密封条,常采用金属骨架来加强胶条的定型、支撑和夹持固定作用,再通过胶条上特定的齿形将密封条定位在车体钣金上。包覆在密封条中的金属骨架通过滚压成形工艺加工而成。密封条中的骨架成形是密封条生产中的关键,也是密封条生产过程中的一个难点,它的成形直接影响密封条的性能指标。本文结合生产实践,以某型号汽车前门框外夹条密封条骨架成形辊轮组的设计为例,介绍成形辊轮组的设计要点。
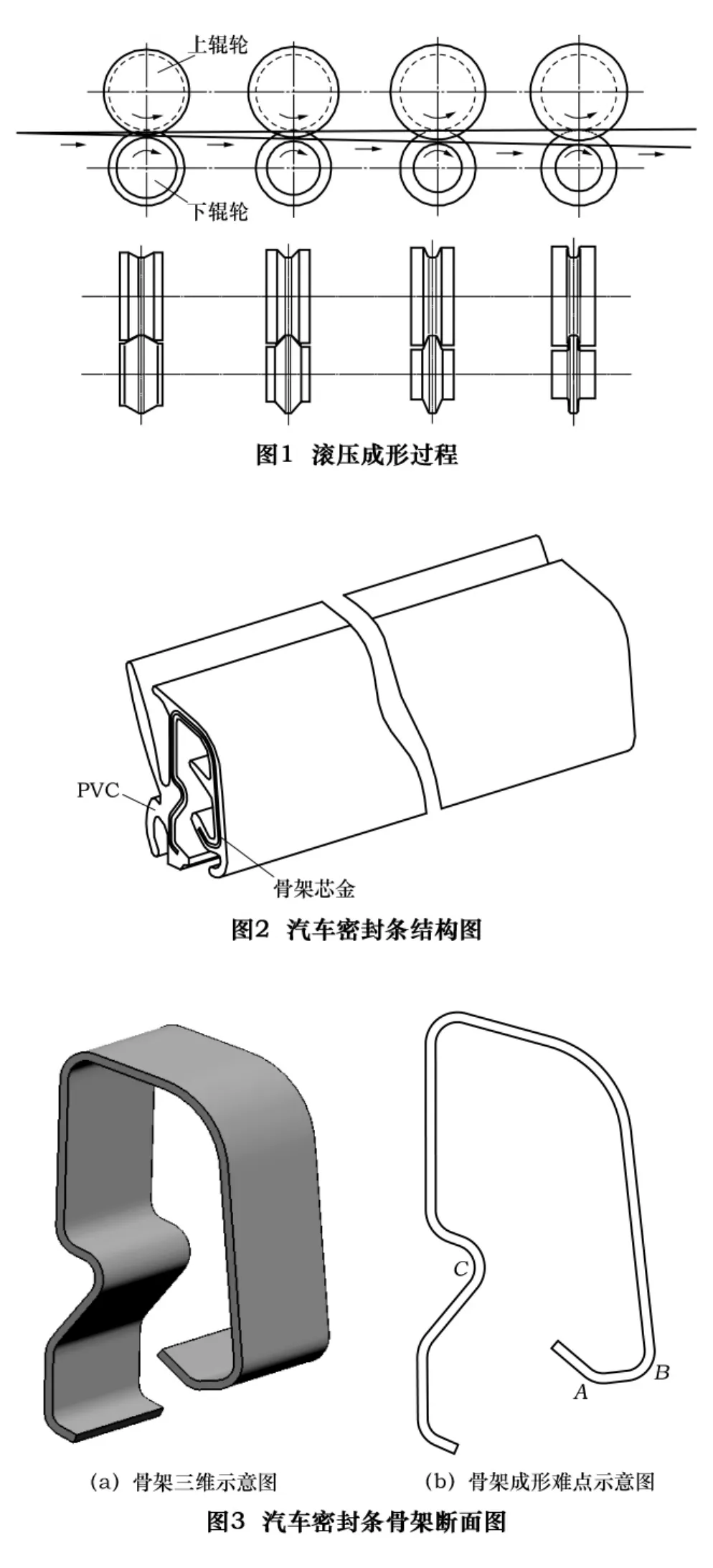
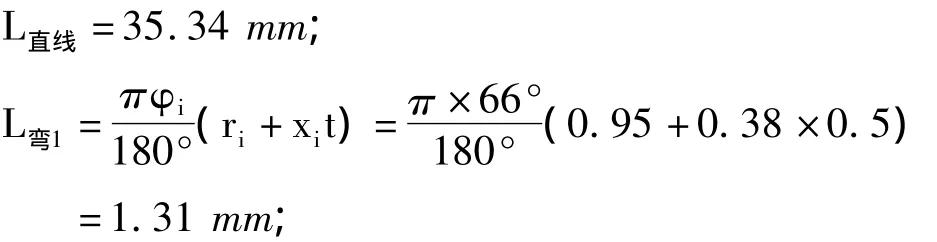
汽车外夹条密封条结构如图2所示。密封条骨架材料为08F钢带,料厚0.5 mm。从图3b分析可知零件成形难点主要是:(1)骨架结构左右不对称,弯曲时两侧受力不均匀,钢带容易向受力大的一侧窜动;(2)图3b中A、B两处弯钩是成形难点;(3)骨架两侧收拢后口部变窄,再加上图3b中C部凸起,造成了成形盲区(即上下辊轮压不到的位置),使骨架顶部斜面易产生变形。
2 滚压成形辊轮组设计要点
辊轮设计在滚压成形技术中是最重要的一个环节,直接关系到零件滚压加工的成败。目前滚压成形工艺理论还不是很完整,对于密封条骨架的滚压成形,生产企业也是以实践经验和类比推断来进行设计的。笔者根据相关资料并结合实际生产中的经验,归纳出以下几个设计要点。
2.1 确定截面展开宽度尺寸
由于滚压成形过程中材料变形复杂,影响因素较多,因此,实际中一般采用理论计算与实践验证相结合的方法来确定和修正带料宽度。滚压成形在工艺上与弯曲工序极为相似,理论计算可借助于模具弯曲成形时坯料展开的计算方法,即材料弯曲的“中性层”理论来进行计算。图3b所示钢带断面中圆角半径r均小于0.5t(t为带料厚度),由于变薄不严重,可按中性层展开原理计算,其计算式为

式中:LZ为带料展开总宽度,mm;L直线为断面上直线部分各段长度,mm;L圆弧为断面上圆弧部分各段长度,mm;φi为断面上第i段弯曲区中心角,(°);ri为断面上第i段弯曲区内弯曲半径,mm;xi为断面上第i段中性层系数,见表1;t为带料厚度,mm。

表1 部分中性系数x值
同理计算出:

通过理论计算,得出骨架截面展开总宽度为53.47mm。此数据为理论值,在滚压成形加工中,带料的横向拉伸变形是不可避免的,尤其在复杂断面形状以及弯曲圆角半径较小时更明显。因此,当制品精度要求比较高时,带料宽度的最终尺寸应以实际试模情况进行修正。
2.2 确定垂直导向基准和水平导向基准
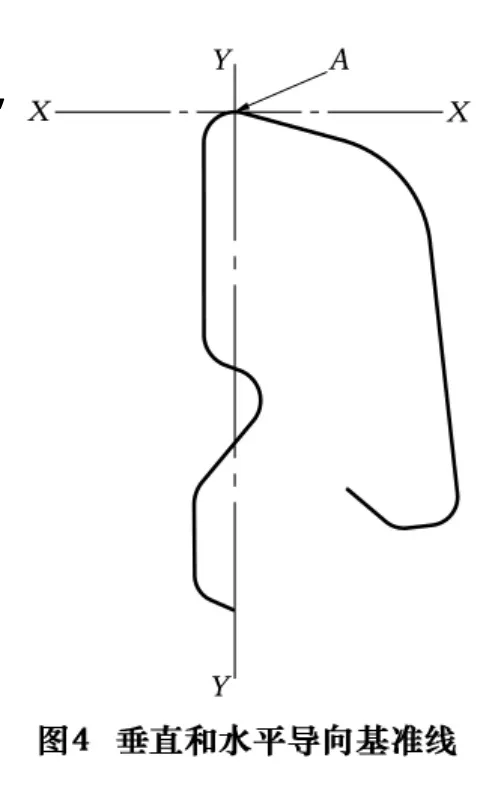
(1)确定垂直导向基准线,如图4所示的Y-Y线,此线垂直于辊轮轴线,是第一组辊轮到最后一组辊轮在此导向线两侧加工变形量相等的一条基准线,通常以两侧变形量均等为原则来确定。在对称断面中,此导向线与断面中心重合;在不对称断面中,由于还没有成熟的理论依据,在实际生产中通常根据设计经验来确定。设计辊轮时,以垂直导向基准线为零点,根据变形要求向两侧展开变形,同时还要保证每次曲线的展开长度一致。各组辊轮的Y-Y基准线要保证重合,否则在滚压过程中料带会发生扭曲。
(2)确定水平导向基准线,如图4所示的X-X线,此线是控制各组辊轮成形面线速度的基准线。滚压成形过程中,从第一组辊轮开始到最后一组辊轮为止,钢带从平板状态向前移动直至成形出所需断面形状,钢带上的某一位置要始终保持在同一个平面,即X-X面,在此平面内上、下辊轮与钢带始终接触。此面是保证钢带向前输送受到转矩载荷最大的面,也是确定成形辊轮基本直径的基准。如果没有水平导向基准,在滚压过程中,各组辊轮工作型面的线速度有波动,会造成生产过程中料带抖动、歪扭和堆积,影响成形质量。
从图4中可见A点是水平导向线和垂直导向线的交点,此点位置在整个滚压变形过程中始终没有变,因此设计时以该点作为辊轮花形展开图设计基准点。
2.3 合理控制滚压成形的变形量
滚压成形是顺次弯曲变形的过程,每组辊轮仅进行部分变形。因此,合理分配总变形量和确定每组辊轮应完成的变形量是保证变形成功的基础。变形量的分配原则是保证工件在滚压过程中只有弯曲变形,不产生拉伸变形,并且每次变形量不能过大。否则工件无法正常进入下一道工序,并且造成工件扭曲变形、局部皱褶、边缘起波纹和工件表面划伤等缺陷。
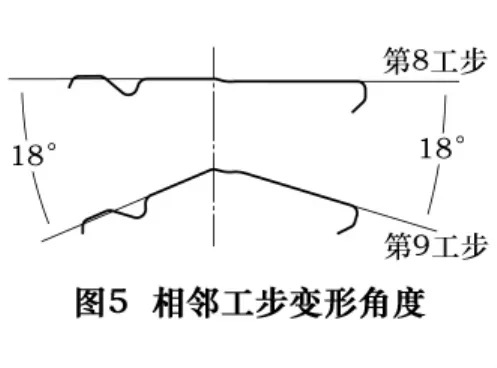
合理分配变形量主要是控制带料宽度方向的变形角度,即带料经过每组辊轮滚压后侧边弯曲变形角度,如图5所示。为了使带料保持动态变形平衡和工件侧边的直线性,在辊距一致的情况下,每组辊轮的弯曲成形角度应基本一致。如果每次变形角度太大,易使制件产生扭曲、边缘起波纹等缺陷,同时带料成形力增大,导致带料向前行进阻力增大;如果每次变形角度太小,则使辊轮组数增加,延长加工线,降低生产率。实践证明,在密封条骨架滚压成形辊轮设计中,根据复杂程度一般每次弯曲变形角度取10°~20°。
2.4 花形展开图设计
2.4.1 确定成形顺序
滚压成形顺序一般有3种:
(1)从板料的中心起向两边顺次成形。此方法可减小成形过程的走料阻力,易于材料流动,使制件边缘平直,不易产生不合理的拉伸干涉,尤其适于复杂断面型材的成形;
(2)从板料的两边顺次向中间成形。此方法可改善毛坯宽展趋势,常用于边缘形状复杂的断面及用边缘成形提高边缘纵弯强度等情况。
(3)从板料中间和两边同时对多个部位成形。先对带料整体进行缓和的过渡弯曲,然后再对急剧过渡的角度作精滚整形。这种方法成形工序少,但易造成带料横向拉伸变形,主要用于宽料、断面形状复杂且不规则的断面成形。
根据密封条骨架的结构特点,常采用第2种成形顺序。但骨架断面变化多样,也可根据具体情况综合采用上述3种方法进行设计。
2.4.2 花形展开图设计
所谓花形展开图就是采用“倒推法”(由成品断面逐步将其“还原”成板料)先确定工艺成形方案,再将顺次变形过程的形状按同一基准点叠放在一起所构成的工艺叠加图。它是滚压成形过程分析、变形量分配以及辊轮设计的依据。
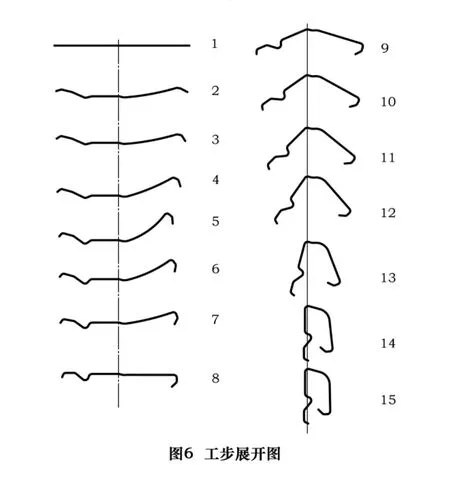
通过对图3所示骨架断面结构的分析,其滚压成形的工步展开图如图6所示。将工步展开图按同一基准点叠加后得到的花形展开图如图7所示。
由图6可以看出,该制件成形需要15个工步,设计要点是:
(1)第1工步为平整工步,不参与变形,仅对带料起送料、导向和校平的作用。
(2)第2~15工步为成形工步,整个成形过程分为3个部分。第一部分是第2~8工步,完成骨架两侧边形状的滚压成形,其中第8工步为精滚整形;第二部分是第9~14工步,完成断面成形,其中第14工步的成形面与骨架断面形状相同,用来完成骨架的最后滚压成形;第三部分是第15工步,是为了消除部分回弹而设置的校正工步,同时消除滚压过程中产生的弯曲和扭转。
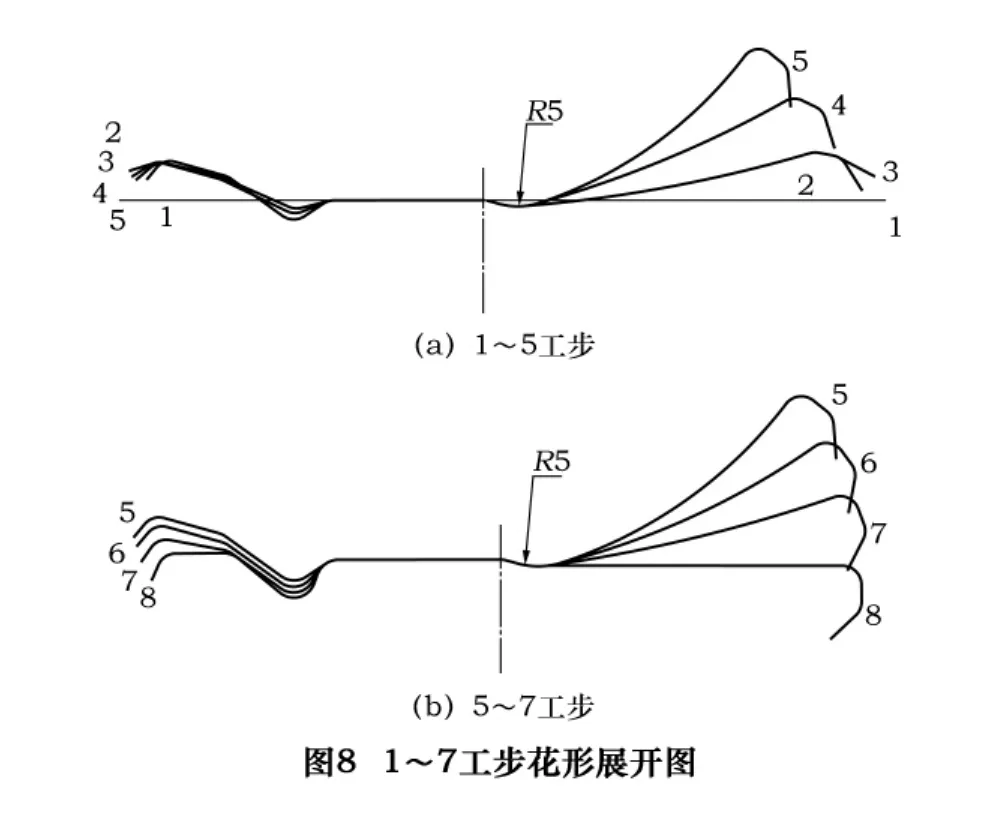
(3)要成形骨架两侧的弯钩,尤其是图6所示右侧的弯钩,滚压时必须先将钢带两侧上翘,上翘角度视弯钩弯曲程度而定。如图6中第2~8工步所示,第2~5工步完成弯钩部位的成形,第6~8工步将钢带两侧边向下弯曲到水平状态。为保证带料在滚压过程中不发生窜动,并且避免钢带在向上弯折时表面产生明显的压痕,将中间部位弯折处设计出R5mm的工艺圆弧,如图8所示,到第8工步时再回到初始直线状态。

(4)在辊轮设计中,工步多少没有严格限定,主要保证成形顺畅,变形到位。
2.5 合理控制线速度
滚压是由上、下辊轮在旋转过程中对带料施力而使其成形的,是一个连续成形的过程。要使滚压成形保持连续状态,生产中既保证钢带能够向下一工步输送,又能使滚压零件的表面质量得到保证,关键要控制合理的线速度。
滚压过程中,通常下辊轮是主动轮,上辊轮为从动轮,为了保证同步,各组辊轮的下辊轮角速度ω是一致的。每一工步辊轮基本直径(辊轮上水平导向XX位置的直径)的圆周速度V=ω·R,则相邻两个工步辊轮基本直径的圆周速度分别为V前=ω·R前和V后=ω·R后。当V前>V后时,由于前工步向后输送的钢带多,而后工步来不及将钢带变形再送下一工步,将造成钢带“堆积”在两个工步之间形成皱褶,从而阻碍滚压成形的正常进行,钢带厚度越薄时这种情况越明显。为避免钢带来不及通过后工步辊轮造成“堆积”现象,在滚压成形时,V前一定要小于V后。但是当V前<V后的差值较大时,后工步辊轮会对钢带产生过大的纵向拉应力,使钢带产生拉伸变形。因此,在滚压成形时,相邻辊轮之间的线速度关系要掌握恰当。通常建立相邻辊轮之间合理的线速度关系是通过顺次增大各工步辊轮基本直径来实现的。根据实际生产中积累的经验,在设计密封条骨架用辊轮时,上、下辊轮的基本直径依次增加1mm,这样既能保证后工步的圆周速度大于前工步圆周速度,又能形成充分拉力使带料向前送进而不会造成堆积的现象。
2.6 辊轮结构设计
(1)滚压成形采用卧式辊轮,上、下辊轮的轴线平行于水平面。
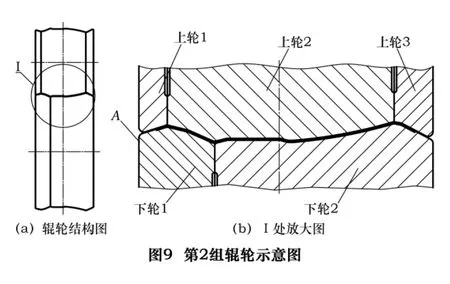

(2)为方便滚轮加工以及将辊轮安装在滚压成形机上,上、下辊轮通常采用多件组合结构,如图9所示。为避免安装辊轮时发生型面干涉碰撞,根据工步展开图形状,选择合适位置将辊轮分割为组合件。以第2组辊轮为例,将上、下辊轮共分成5件,其中上辊轮分成3件,下辊轮分成2件。如何分割辊轮组件视具体断面形状而定。将辊轮安装到滚压机上时,以A面为基准定位辊轮,从辊轮轴向装入,安装顺序为上轮1→下轮1→上轮2→下轮2→上轮3。根据图6工步展开图,辊轮设计图如图10所示,整套轮组由15组辊轮(上、下轮共73个辊轮)组成。
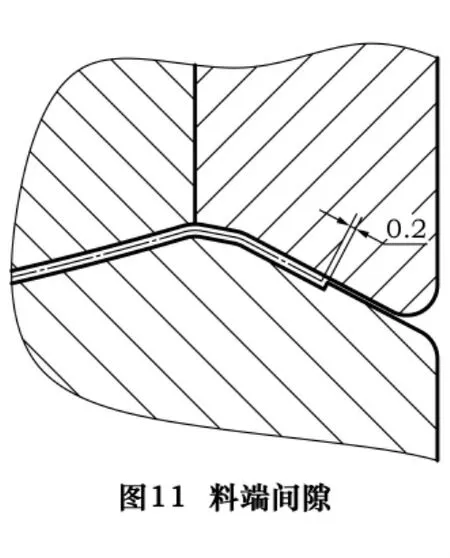
(3)虽然经过计算得出了断面展开宽度尺寸,但由于滚压变形的复杂性以及存在不确定因素,在滚压过程中,有可能带料会产生伸长变形,因此,在带料两端头部位一般要给出0.2~0.3mm的间隙,给料端留出空间,否则易发生阻料现象而影响成形,如图11所示。
3 结语
通过现场调试,滚压出的钢带断面形状规整,表面质量良好,生产零件达到设计要求,在生产过程中没有出现带料堆积、弯曲、扭转及起皱等情况,保证了滚压生产的连续进行。
滚压成形工艺广泛应用于汽车密封条的生产过程,这种方法的优势在于其几乎不受零件截面形状的限制,但是目前滚压成形的理论尚不完整,在实际设计过程中多以实践经验和类比推断为主,同时结合板料变形机理来设计。本文所述的设计过程可为同类复杂轮组的设计提供一定的借鉴。
[1]杨关全,匡余华.冷冲压工艺与模具设计[M].大连:大连理工大学出版社,2007.
[2]王金龙.冷冲压工艺与模具设计[M].北京:清华大学出版社,2007.
[3]刘学渊.薄板辊形技术在客车制造中的应用[J].客车技术与研究,2003,25(2):30-32.