西门子802D预装润滑控制程序的改进
2012-10-24徐呈艺周开俊陈淑侠
徐呈艺 曹 健 周开俊 陈淑侠 万 馨
(南通职业大学机械工程学院,江苏南通 226007)
数控机床的润滑系统主要包含对机床导轨、传动齿轮、滚珠丝杠和主轴箱等润滑。集中润滑供油系统是指从一个润滑油供给源把需要量的润滑油准确地供往多个润滑点的系统,目前大部分机床采用这种方式。润滑的主要作用是减小机床加工时的摩擦阻力,提高机床的加工精度,减小磨损,防止腐蚀,提高工作效率,延长机床的使用寿命等。本文以西门子802D系统CAK系列数控车床为对象,对其润滑程序进行了分析并实施了改进,应用证明改进效果良好。
1 802D系统预装程序的润滑控制过程
西门子802D数控系统厂商预装的SAMPLE_TURN.PTP PLC应用程序对实际的加工应用具有优良的效果,在国内机床厂商中使用较广泛,适合具有X和Z两个进给轴的数控车床如CAK系列等。它的间歇供油系统周期性定量对各润滑点供油,使磨擦副形成和保持适量润滑油膜,其润滑时间和润滑间隔时间根据数控机床的实际需要可以分别用参数MD14510[25]和 MD14510[24]设定。
如果上电润滑设定参数MD14512[18].2有效,数控机床开启后立即润滑一段时间(比如30 s),然后润滑电动机停止润滑,润滑间隔时间后(比如8 min),再次润滑相同时间(30 s),以此循环;如果上电润滑设定无效,数控机床开启后,没有立即润滑,润滑间隔时间后(如8 min),润滑一段时间(如30 s),再停止润滑,一段时间后(8 min)再次润滑并反复循环。期间任何时刻按下操作面板的手动润滑键K5应立即进行润滑。如果发生电动机过载或润滑油不足的情况,停止润滑并发生报警,同时禁止进给,即停止加工。
2 原润滑控制存在的问题及改进
(1)上电润滑方式及改进
原润滑方式上电设定程序如图1,M152.0为润滑命令,机床上电时,并不是立即润滑,要依据MD14512[18].2参数设置是否有效,位地址为 V45001018.2,缺省是“0”。如果设置是“1”,则机床上电后才立即润滑。如果机床位地址V45001018.2的变量是缺省值,机床上电后,而MD145120[24]参数设定润滑间隔时间一般较长,如果这时操作人员忘了手动立即润滑就开始加工,这时的非充分润滑状态对导轨等部分磨损较大,直接影响其运动精度和加工精度。

对这样的改进可以在原程序中直接去掉上电润滑的设置,即机床开机,润滑泵立刻开始工作,以便在短时间内提供足够润滑油,使机床导轨上迅速形成一层油膜,为后续正确操作与加工质量提供了重要的保障。
(2)定时润滑方式及改进
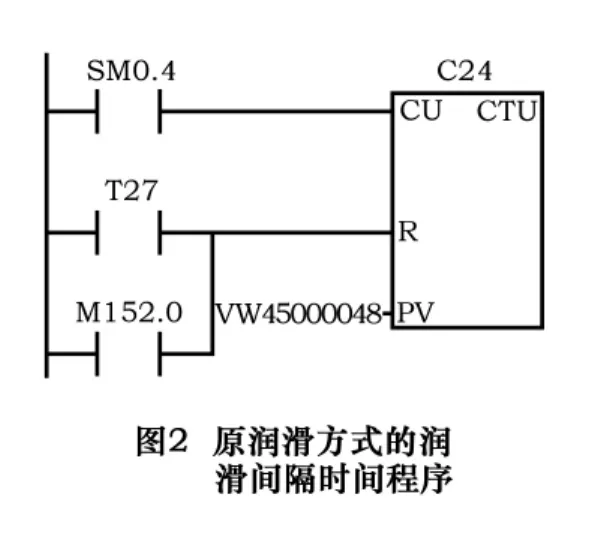
原润滑间隔时间计算程序如图2,采用了C24计数器和1 min时钟脉冲周期的特殊继电器,从而实现计算润滑间隔时间且单位为min,VW45000048的变量对应润滑间隔时间MD145120[24]设定的参数。工件待加工、加工完毕或机床调试时,机床往往处于暂停工作状态,润滑油的需求量相应减少很多甚至不再需要,即使特殊情况下也可用K5键手动润滑。但定时润滑方式在机床处于暂停状态时,也按原有固定单一频率润滑,暂停时间越长,润滑次数就越多,就造成了很大的浪费。
而西门子802D系统提供了MD33050参数可设置每轴的PLC控制的润滑移动距离,即LUBRICATION_DIST,X轴的“润滑脉冲”信号地址为 V39001002.0,Z轴的“润滑脉冲”信号地址为V39011002.0。响应的进给轴移动的距离达到MD33050参数设置的移动距离后,不管轴是手动方式还是自动方式,移动正负方向,对应轴相关接口信号“润滑脉冲”(V390x1002.0)信号会被激活,使 V39001002.0或V39011002.0的状态改变,由这些编程资源实现行程润滑代替定时润滑,这样就可以解决机床在定时润滑方式暂停状态下浪费润滑油的问题。
(3)润滑油不足的处理及改进
原润滑方式报警程序如图3,它是把电动机过载和润滑油不足归为一类处理,都会停止润滑并发生报警,同时禁止进给。电动机过载,常与润滑系统因油路堵塞,润滑电动机长时间运行或温升过高等因素有关,应立即禁止加工按原程序处理。
润滑油不足,短时间不至于影响机床的性能,无需立即禁止进给,停止加工。但应有对操作者的报警提醒,如屏幕的报警提醒:700021 0 0“*** 请立即添加润滑油,否则8 min内停止加工”,同时4号LED灯亮提醒。如果操作人员没有在规定时间内予以添加,可立即自动控制机床进给禁止进入暂停状态。
3 改进的润滑程序的建立
润滑程序的改进尽量在原程序的基础上进行,这样可以快速建成自己的PLC应用程序,而且具有短时间内成功率高的优点。表1中列举了需用到的编程资源地址对应的功能含义和接口信号传输方向等。为了改进后润滑程序表达更为直观,这里编写的PLC程序中的编程资源大都以地址的形式直接给出,如图4。

表1 改进的润滑程序的编程资源地址说明
润滑程序在802D数控系统中以子程序的形式给出,所以网络1的功能就是当润滑参数设置无效时,停止执行当前润滑且返回主程序,除此以外还对润滑输出进行了初始化。网络2实现了PLC上电立即润滑的功能。
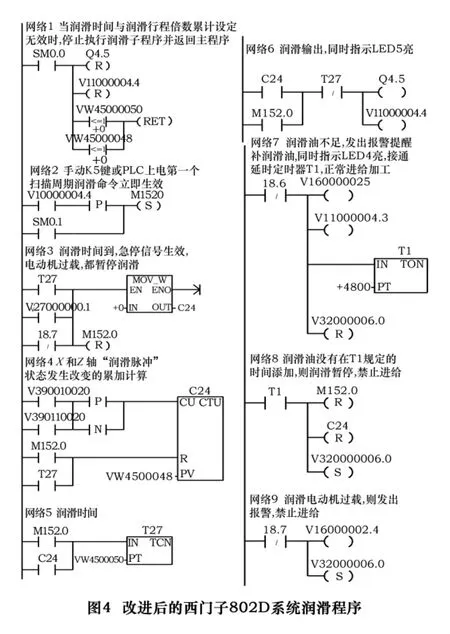
行程润滑原理是对计算车床X轴和Z轴两轴润滑脉冲数的累积,达到计算两轴移动行程的目的,其中MD33050参数是通道专用机床数据,不管是X轴或是Z轴超过设置的距离时,都各自发出对应“润滑脉冲”信号。如机床上电后当机床某轴移动到参数设定距离后,“润滑脉冲”信号状态为1,当机床轴再次移动到参数设定的相等距离后,“润滑脉冲”信号状态为0。即当“润滑脉冲”信号状态由0变为1时或当“润滑脉冲”信号状态由1变为0时,为了方便计算机床的行程,这两种时刻计数器C24当前值须加1,所以我们可以把正跳变触发和负跳变触发指令联合使用,如网络4。计数器C24的当前值是X轴“润滑脉冲”信号和Z轴“润滑脉冲”信号累加的结果,当累计到VW45000048的值时,C24逻辑位为“1”,便接通图4网络6中的润滑输出和5号指示灯,同时网络5中T27开始计算润滑时间。润滑时间达到时,网络6中润滑停止,网络4中C24立即复位,网络5中T27复位,则网络4中T27常开触点恢复断开。如果润滑命令M152.0此时不生效,C24又开始重新累计两个轴的“润滑脉冲”数计算行程,即润滑正在进行时的行程可以忽略,以此反复循环,实现了润滑间隔依靠行程的原理,每次润滑时间是可由原参数进行设置,单位为0.01 s,可设最长时间为327.67 s。这样在待加工、加工完毕或调试等暂停状态时,不会导致频繁润滑,很大程度地节省了润滑油。
由于两轴“润滑脉冲”信号发出的时间上有先后,时间间隔难以计算。例如当某一时刻X轴“润滑脉冲”信号发出时正好达到了C24的计数预设值,而Z轴在本身对应的“润滑脉冲”信号之前发出后到此时刻已经移动了一段距离,这样两轴总行程累计就难以把握。以我们的经验,MD33050参数在设置时尽量小些,这样参数MD14510[24]可以设置的大些,实际总行程的可控精度就可以高些。如MD33050参数设置为200mm,MD14510[24]参数设置为 40,这样两轴累计总行程达到8 m左右就润滑输出一次。
当发生润滑油不足时,网络7中的I8.6触点闭合,接通报警信号700021和4号LED指示灯,提醒及时补足润滑油,使进给禁止信号复位,即继续进给状态,加工不会立即中断,同时接通定时器T1(定时基准为100 ms)。如在T1规定的时间内及时添加润滑油,按复位键,用户报警消失,对加工并不影响,保证了加工过程的连续性,减少了停机时间。如没有在T1规定的时间内添加润滑油,除了出现用户报警信号外,还会激活送往通道的进给停止信号V32000006.0,禁止进给,只有添加足够润滑油,再按复位键可消除进给保持,然后按“循环启动”按钮,机床可继续加工操作。
用户报警文本是用户处理报警的重要信息,润滑油不足PLC用户报警文本的制作具体过程如下:

(1)利用准备好的“802D sl调试网线”将计算机和802D sl的X5连接起来;从WINDOWS的“开始”中找到RCS 802,并建立在线连接;(2)选择[Extras]→[Toolbox Manager]→[Select OEM],如图5;(3)选择“Chinese”→“alcu.txt”→[Edit];(4)在弹出的编辑工具中编辑报警文本“alcu.txt”,在引号内写入报警时要提示的信息:700021 0 0“***请立即添加润滑油,否则8 min内停止加工!!”。每个报警文本最多50个字符(25个汉字),不足50个字符的应在引号中增加空格。

4 结语
改进后的润滑控制程序,已在当地部分企业应用了一段时间,反馈效果良好。润滑不充分导致的导轨研伤等问题得到了较大的改善,提高了机床的运动精度和加工精度,润滑油液比改进前平均节省了12% ~20%左右,同时减少了停机时间,提高了工作效率,降低了机床维护成本,具有绿色制造技术的鲜明特色。
[1]曹健,顾剑锋.数控机床润滑系统控制的改进[J].制造技术与机床,2005(8):72-73.
[2]SINUMERIK 802D sl简明调试手册[Z].西门子系统资料,2008(2).
[3]SINUMERIK 802D sl PLC子程序库说明[Z].西门子系统资料,2009(5).
[4]SINUMERIK 802D sl机床数据与接口信号参数手册[Z].西门子系统资料,2011(3).