风机安装工艺及质量控制方法
2012-06-14刘大忠
刘大忠
(中国国电集团龙源张家口风力发电有限公司,河北 张家口 075000)
1 概述
风力发电以其投资周期短、清洁环保、再生性强的特点,一直是国家重点研究扶持的项目。随着国内风电研究技术的快速发展,及国家相关利好政策的支持,近年来国内投资风电市场异常火热。风力发电机的安装包括预埋件的安装、塔筒吊装、机舱吊装、叶轮组合及吊装和电气设备安装,电气部分的安装包括盘柜安装和电缆敷设。由于风力发电受风速的限制,风力发电投资场地也主要集中在海边、草原、戈壁滩、山区、沙漠等条件恶劣的地区,单机的发电功率也不断向大功率发展,这也势必会增大风机安装的难度。本文作者通过多年风机安装的经验,总结了河北坝上地区风机吊装的工艺方法及质量控制方面的改进和提高,给广大风机安装同行提供一些借鉴。
2 风机吊装的工艺方法
2.1 吊车的选择
为确保安全,又避免不必要的浪费,吊车的选择非常重要,1.5 MW风力发电机组,机舱设备安装高度约为65 m,重61 t。为该工程中安装位置较高的部件,叶轮为外形最大且安装位置最高的部件。
通过计算及综合分析:一般400 t履带起重机,主臂84 m,20 m工作半径时额定起重量71.2 t,钩头极限高度80 m,即可满足机舱和转子的吊装。按照要求400 t履带车即可满足条件。
塔筒吊装前,需要一台70 t汽车起重机配合翻转。
2.2 预埋件安装
河北坝上地区属丘陵及戈壁滩地带,地基多以细沙、石头等为主,相对比较干燥,按正常施工,接地电阻难以达到安装要求,针对不同的地基情况,分别采用延长接地扁钢、增加接地极、注入石墨降阻剂和安防接地电阻盒等工艺方法,使接地电阻满足了安装要求;基础环的水平度是风机能否垂直安装的关键,在基础环安装时,在各支腿下部加装了预埋铁板,把支腿下部焊接规定在铁板上,然后用钢筋焊接的方式把各支腿连接起来,使下部支腿部分形成一个整体结构,然后在钢筋绑扎完后和混凝土浇筑前,对基础环的水平度进行测量、调整,并做好记录,通过这样的处理方法使风机基础环水平度合格。
2.3 卸车
塔筒卸车时,塔筒的堆放下方必须用枕木或沙袋架空。轮毂在卸车后用防护罩加以保护。为避免倒运,部件卸车时必须在塔基周围。部件之间有一定的间距以利于装配,轮毂叶片的布置应利于其吊装时两机抬吊,部件卸车应不影响履带起重机进出场和吊装路线。机舱卸车时,采用两台50 t汽车起重机进行,轮毂和塔筒卸车时,均可由50 t汽车起重机进行。塔筒、机舱卸车如图1所示。
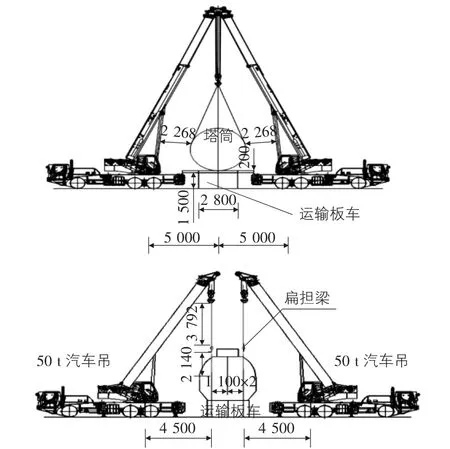
图1 塔筒及机舱卸车示意图
2.4 塔筒的吊装
在塔筒法兰处安装专用吊具。底塔筒吊装所需工具、吊具和紧固件,在吊装塔筒时,可以在主吊车的钩子上悬挂一个箱子,箱子中装着螺栓、螺母、垫圈和工具,但要保证它不会破坏任何东西。
使用主吊车并通过辅助吊车协助开始吊装塔筒,使塔筒在离地面大概1 m高处呈竖直状态,清理塔筒表面并补漆,然后放开辅助吊车。
提起塔筒并旋转,使塔筒的横截面朝向基础旋转塔筒门到必需的位置(门的位置由业主确定但应避开主风向)放下塔筒,使之与基础环的法兰相连。
用一个或两个大长钉使塔筒和基础环的法兰面定位,放置大长钉在有梯子的区域将其固定,将螺栓插入法兰孔中在吊车完全放下之前,安装好所有的螺栓,垫片,螺母。将吊车降至最低载荷,用电动扳手先紧固四个对角的螺栓,每个对角紧固5个螺栓,然后依次紧固螺栓,电动拧紧扳手打力矩大概应为1000 N·m。然后使用液压扳手紧固螺栓力矩到额定力矩,分两步实施:第一步打到额定力矩的50%,先紧固四个对角,然后依次将螺栓紧固到额定力矩的50%,第二步打到额定力矩,方法同上。对已打过力矩的螺栓作上标记,注意螺栓使用前应用润滑剂润滑。
第一段塔筒安装完后,将外部的梯子放置在便于安装塔筒门的区域安装第二节塔筒,吊装连接一、二节塔筒的螺栓、螺母、垫圈、安装连接需要的工具到底部塔筒的上部平台上,为安装第二节塔筒作准备。
吊装过程和吊装第一节塔筒相同,从涂抹SIKAFLEX 40(玻璃胶)开始,重复前面的安装步骤。
安装第三节塔筒,吊装连接二、三节塔筒的螺栓、螺母、垫圈,安装连接需要的工具到底部塔筒的上部平台上,为安装第三节塔筒作准备。吊装过程和第一、二节塔筒相同,从涂抹SIKAFLEX 40(玻璃胶)开始,重复前面的工作。
2.5 机舱吊装
将特制的吊装工具安装到吊车上并移动到机舱上方。将吊装工具通过机舱上部的吊装孔与机舱进行固定。
将机舱、机舱上罩从卡车上卸下来。在吊装前进行二次安装:机舱内吊车、机舱内风筒、机舱上罩的安装。安装风向标及风速仪,固定电缆,并在机舱上安装必要的工具,清理机舱。
在机舱内部或外部特定位置安装四条吊装保护绳索,要确保机舱在吊装过程中得到控制。
卸掉机舱与运输支架、支撑工装的连接螺栓,将机舱移位并清理偏航刹车盘的法兰端面。
小心的将机舱吊起,并通过机舱保护绳控制机舱的方向。机舱头的方向由吊装公司根据吊装轮毂的要求确定。
将机舱吊到稍微高于顶塔筒法兰的位置。
按照塔顶人员的无线电指挥将机舱放低。在调整过程中可以使用撬杠或类似的工具做轻微的调整。将偏航轴承孔与顶塔筒法兰孔对齐,然后安装上所有的螺栓及垫片。
2.6 组装叶轮
卸载轮毂准备,如果必要,在被称为“象脚”的位置下部放置木头作为支撑,安全放置在地面。
轮毂必须垂直放置,以使螺栓穿过法兰连接到叶片。当安装第一片叶片时,移走法兰的运输罩,其余的法兰仍需罩住以保护轮毂内部。带入所有必须的螺栓、垫圈和螺母到轮毂内。
注意:在放置轮毂之前需先平整场地,场地平整之后测量水平度,水平度合格后方可进行轮毂组装。如果现场是砂质软地,需要先平整场地然后用钢板作为底部支撑平台,水平度合格后将轮毂放置在底部钢板上。
安装所有必要的部件,清理连接叶片的法兰和轮毂。在轮变浆轴承上标注出0°螺栓孔位置,通过变浆电机将变浆轴承0°位置调整到时钟12点方向。然后将变浆轴承0°标记点与叶片0°标记点对齐。
可以先卸载叶片,存放在地面上,或者最好是从卡车上卸载后就立即进行安装。
注意:叶片是极易受到损害的,所以处理时一定要小心。
起吊叶片:
1)固定吊索和叶片后缘保护。固定吊索并在第一个叶片后缘固定保护物。
2)用两台起重机吊起叶片。解除运输固定装置后,用两台吊车小心地将叶片吊到轮毂处或者准备放置的位置。
将叶片移动到轮毂附近之前,先将叶片根部的运输支架拆卸下来。将叶片清理干净,并对螺栓进行润滑。
将叶片上的螺栓穿入变浆轴承上的孔内。可以通过变浆机构微调浆角,使螺栓能够平滑的穿入孔内,确保螺栓穿入正确的孔(0°浆角标记)。调整浆叶角度可以通过手动控制盒和变浆控制开关以及手动摇把进行调节。
在确定所有螺栓都与法兰没有间隙之后,装上垫圈及螺帽并拧紧。对叶片顶部进行支撑,先对叶片顶部进行支撑,再解除吊车的吊锁。对其余两个叶片,重复上述步骤。当第三支叶片安装完成后,移除前两支叶片顶部的支撑。
2.7 安装叶轮
将四耳吊具和两根吊带固定在两个朝向主吊车的叶片叶根处,用一根吊带兜住第三叶片的叶尖部位(用辅吊),叶片后缘应加以保护。在叶片的顶部拴两根绳子在保护套上,以便在起吊期间控制位置。
叶轮的起吊:
1)卸掉轮毂与运输支架连接的螺栓。
2)用两台吊车同步起吊转子使其离地约1 m高。
3)清理法兰面。
4)安装连接轮毂与主轴的双头螺柱,并加以润滑。
5)用主吊车起吊转子,同时用辅助吊车控制第3个叶片,直至转子处于垂直状态将吊带从叶片上拉下来。从辅助吊车上摘下吊带,并将吊车开走。
6)拉紧两根绳子并将其固定(例如固定在卡车上)以便控制转子。在起吊的过程中保持拉紧绳子以防叶片碰到吊车梁或塔架损坏叶片。
7)小心并缓慢的起吊转子,直至主轴法兰的高度。
8)利用吊车和绳子转动转子至主轴法兰前面。
9)根据上部人员的无线通讯指令小心将转子移向法兰。
10)通过调整吊车大臂上下位置,将叶轮拉向主轴法兰。松开高速轴制动器,调整主轴法兰定位销,通过连接的长螺栓定位,将轮毂螺栓插入主轴法兰螺栓孔。尽可能多的将螺栓装入轮毂内,并将它们拧紧。
11)当轮毂与主轴牢牢固定后将主吊车载荷卸掉。将吊具卸掉并用吊车将它们放下。此时重新松开主轴制动器,缓慢转动转子,装上其他的螺栓并拧紧。
2.8 电缆敷设
风机塔筒在吊装之前,690 V动力电缆敷设数量较多,工期长,影响风机吊装。较多的电缆中间接头,同时存在工艺质量差和留下了安全隐患。为解决上述问题,改进塔筒690 V动力电缆敷设方式,改分段敷设为直线敷设,取消了中间接头。
为了实现同相电缆单根敷设,同时平衡工作量与施工工期的关系,采取风机第二节塔筒吊装之前敷设整根690 V动力电缆。第一、第三节塔筒电缆暂时卷放在第二节塔筒,等风机吊装完成时候再完成第一、第二节塔筒电缆整改。从而减少电缆的中间接头,提高工作效率,保证电缆运行过程中安全稳定。
3 风机吊装的质量控制
3.1 建立施工质量诚信体系
质量是过程中形成的而不是检验产生的,只有施工人员具有较高的素质、意识,才能雕刻过程精品,从而创造整体工程精品。为此在工程管理中推行诚信评价体系,增强各级人员的质量荣辱感,重奖重罚,真正使质量诚信度高的人受益、质量诚信度低的人失去存在的环境。利用质量检验、质量监督、监理意见、工程巡查、专业抽查等各种信息,每月评选出本工程现场的质量信得过个人、部门;质量信不过个人、部门。除给予相应的奖罚外,在公司宣传窗口中予以公布,同时纳入绩效管理。
3.2 强化内部关系管理体系,对工序质量把关
整个吊装过程推行工序间客户关系管理制度,下道工序是上道工序的用户,每道工序本着用户就是上帝的意识全心全意为下道工序服务。每道工序在交接时,除完成质量验收和相关资料、记录之外,还应在文明施工、产品防护等方面满足下道工序的要求,工序移交后也要及时处理和解答下道工序提出的问题和要求。下道工序有问题用工作联系单的形式对上道工序提出要求并限期反馈。项目部对工序交接和工作联系单进行严格管理,确保内部关系顺畅。
4 结语
通过对风机吊装工艺和质量控制方法的探究,从而达到缩短风机的安装时间,提高风机安装质量工艺,减少风电场施工成本的目的。希望通过本文作者的总结,能给风电行业的吊装人员提供经验和借鉴。
[1]最新风电工程技术手册[M].香港:中国科技文化出版社,2006.
[2]GB/T 19568-2004,风力发电机组装配和安装规范[S].
[3]GB/T 19072-2000,风力发电机组 塔架[S].
[4]JB/T 10194-2000,风力发电机组 风轮叶片[S].
[5]风力发电机组安全要求[Z].
[6]GB 50169-2006,电气装置安装工程接地装置施工及验收规范[S].
[7]联合动力发电机组安装指导书[Z].2008.
[8]华锐风力发电机组安装指导书[Z].2007.
