响应面法优化草莓浆酶解工艺
2012-06-01刘兴艳鞠从荣
刘兴艳,蒲 彪,鞠从荣,姚 佳
(四川农业大学食品学院,四川 雅安 625014)
响应面法优化草莓浆酶解工艺
刘兴艳,蒲 彪,鞠从荣,姚 佳
(四川农业大学食品学院,四川 雅安 625014)
采用果胶酶酶解草莓浆,在单因素试验的基础上,选择果胶酶用量、酶解温度、酶解时间,进行三因素三水平Box-Behnken试验设计,采用响应面法分析3个因素对响应值(出汁率)的影响,从而对草莓浆的酶解工艺进行优化。结果表明:酶用量13.38mg/L、酶解时间5h、酶解温度45℃为最优酶解条件,其预测出汁率为84.69%,实测出汁率为84.75%,两者基本相符,说明回归方程与实际情况拟合好。
草莓浆;响应面法;果胶酶;出汁率
草莓(Fragaria spp),为多年生常绿草本植物,属蔷薇科(Rosaceae)草莓属(Fragaria)多年生浆果。草莓浆果芳香多汁,酸甜适口,营养丰富,素有“水果皇后”的美称。在常见各种果树中,草莓的VC和磷、钙、铁的含量很高,其他营养物质如VB1、蛋白质、脂肪等含量也较丰富[1]。尤其富含VC,其VC的含量比苹果、西瓜、葡萄高10倍,比柑橘也高2~3倍,在台湾草莓被称为“活的维生素丸”[2]。草莓味甘、酸,性凉,有润肺生津、健脾和胃、补血益气、凉血解毒的功效是滋补老人、孩子和体虚者的佳品,被誉为“春季第一果”[3]。自20世纪80年代以来,我国草莓产业蓬勃发展,2006年全国草莓栽培面积达到7.93万hm2,产量达187.57万t,栽培面积及产量均居世界首位[4];在浆果中,其总产量和总面积仅次于葡萄[5]。但草莓作为一种浆果,极易腐败,国内除用其加工成草莓酱、速冻草莓外,一些厂家还用草莓制汁,以满足人们对天然果汁的需求[6]。但草莓本身含有较多纤维素、果胶类物质,破碎后又成胶黏状态,直接榨汁出汁率较低[7]。
近年来,随着果蔬汁加工业的兴起,人类已开发出应用于果蔬汁中的多种酶类,如果胶酶、果胶酯酶、纤维素酶、鼠李糖苷酶、中性蛋白酶、半乳甘露聚糖酶、液化葡萄糖苷酶等,其中使用最多的是果胶酶[8-9]。果胶酶主要由黑曲霉产生,按作用方式的不同分为两大类,酯酶和解聚酶,后者包括水解酶和裂解酶,已被广泛应用于果汁的提取和澄清、改善果汁的通量以及植物组织的浸渍和提取。在果汁生产过程中,可将出汁率提高10%~35%[10-11]。因此可通过果胶酶处理草莓浆,把果胶最后水解成可溶性的多聚半乳糖醛酸,破坏果胶在草莓浆中形成的稳定体系,使草莓浆得以澄清,提高其出汁率。
目前,我国对果胶酶酶解草莓浆的研究已有报导,但其酶解工艺参数的研究停留在单因素或简单正交试验方面[3,12-13]。而单因素及简单正交试验的最大缺点即忽略了酶解过程中各因素间的交互作用[14]。当多种因素交互影响同一响应值时,响应面法(response surface metho dology,RSM)是一种优化反应条件的有效工具[15]。响应面法是以回归方法作为函数估算的工具,将多因子试验中因子与试验结果的相互关系,用多项式近似把因子与试验结果(响应值)的关系函数化,依此可对函数的响应值进行分析,研究因子与响应值之间、因子与因子之间的相互关系及其主效应和交互效应,并进行优化的实验方法[16]。目前,响应面法已广泛应用于果蔬制汁工艺参数优化研究中,如黑莓、石榴、芒果、香蕉等[17-20]。
选用果胶酶对草莓进行酶解,通过单因素试验,确定果胶酶用量、酶解温度和酶解时间3个因素的取值范围,根据Box-Behnken设计原理,利用响应面法对草莓浆的酶解条件进行优化,将酶用量、酶解温度和酶解时间作为自变量,草莓浆的出汁率作为响应值,充分研究酶解过程中各因素的交互作用,获得具有较高出汁率的草莓汁的优化条件,拟为草莓清汁的深度开发和利用提供一定的参考。
1 材料与方法
1.1 材料与试剂
草莓购自雅安市雨城区苍坪路农贸市场,购买后立即用清水清洗,沥干水分,采用螺旋打浆机打浆,置于—18℃中保存,使用前在4℃冰箱中解冻。
果胶酶(10万U/g) 宁夏和氏璧生物技术有限公司。
1.2 仪器与设备
LZ-105型螺旋打浆机 张家港市白熊韩东饮料机械有限公司;UV-2000型紫外-可见分光光度计 上海美谱达仪器有限公司;冷冻高速离心机 美国Thermo Electron公司;DNP-9162型恒温培养箱 上海精宏试验设备有限公司;BT124S电子天平 北京赛多利斯仪器系统有限公司。
1.3 指标测定方法
参照曹辉等的方法[16]测定草莓出汁率。

式中:m1为酶解后上清液质量/g;m2为酶解前草莓浆的质量/g。
1.4 试验设计
1.4.1 单因素试验
1.4.1.1 最佳酶用量的确定
取5支试管,每支称取草莓浆20.0g,分别加入1、5、10、15、20mg/L的果胶酶1mL并充分混合均匀,在50℃条件下酶解4h,同时设置对照。酶解后,灭酶、冷冻离心分离上清液,对上清液称量并测定其出汁率。以未加酶的草莓浆作为对照,同时设计2组平行,以出汁率为评价指标确定最佳酶用量。
1.4.1.2 最佳酶解时间的确定
取5支试管,每支称取草莓浆20.0g,在50℃条件下,各加入10mg/L的果胶酶1mL并充分混合均匀,分别酶解1、2、3、4、5、6h,同时设置对照。其他处理同1.4.1.1节。
1.4.1.3 最佳酶解温度的确定
取5支试管,每支称取草莓浆20.0g,每支试管均加入10mg/L果胶酶1mL并充分混合均匀,分别置于40、45、50、55、60℃条件下酶解4h。其他处理同1.4.1.1节。
1.4.2 响应面试验
根据单因素试验结果,以酶用量、酶解时间、酶解温度3个因素与出汁率进行响应面试验设计,优化草莓酶解工艺。通过Design-Expert 8.0软件对试验数据进行回归分析,预测最优工艺参数。在分析得到的最佳提取工艺条件下,做3组平行试验验证响应面分析法的可靠性。
2 结果与分析
2.1 单因素试验
2.1.1 酶用量对草莓出汁率的影响
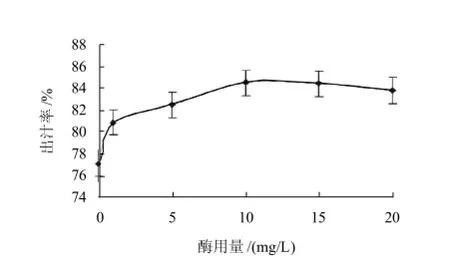
图1 酶用量对草莓出汁率的影响Fig.1 Effect of enzyme concentration on juice yield
由图1可以看出,与对照相比,添加果胶酶后,草莓浆的出汁率明显增加。当酶用量低于10mg/L时,草莓浆的出汁率随着酶用量的增加而迅速增加,而当酶用量达到10mg/L后,出汁率基本不变化。产生此现象的原因主要是果胶酶可以有效地切裂并降解果肉和果胶的复杂分子链结构,从而降低果汁中的果胶物质含量[21],从而使出汁率升高。而当酶用量达到10mg/L时,已经足以分解浆中的果胶物质,故随着酶用量的进一步增加,出汁率基本保持不变。由表1可看出,酶用量为10mg/L时,对草莓出汁率效果较佳,且经济合理。故选取10mg/L为最佳酶用量。
2.1.2 酶解时间对草莓出汁率的影响
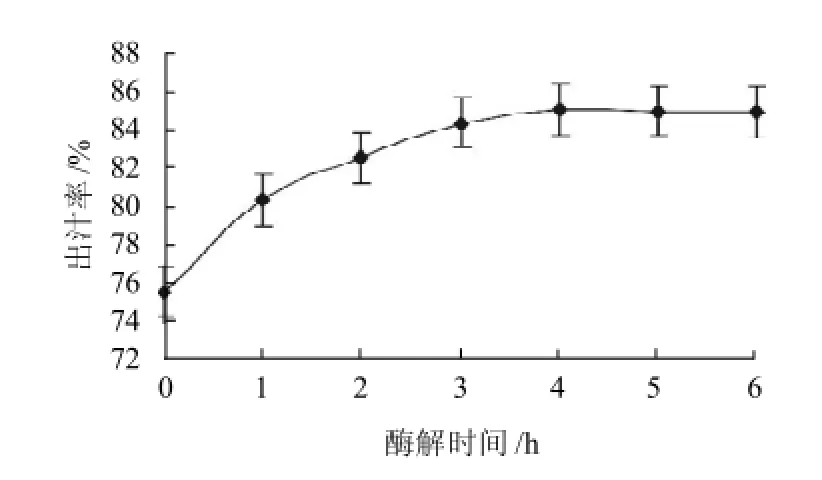
图2 酶解时间对草莓出汁率的影响Fig.2 Effect of hydrolysis on juice yield
由图2可以看出,当酶解时间在4h以内时,草莓浆的出汁率随酶解时间的延长而迅速增加,4h及以后,出汁率基本趋于平衡。主要的原因在于在4h前,草莓浆中还有大量的果胶,因此在果胶酶的作用下大量分解,从而使草莓浆的出汁率迅速增加。在到达4h时,果胶已基本被完全分解,故草莓浆的出汁率基本处于一个定值。故选择最佳酶解时间为4h。
2.1.3 酶解温度对草莓出汁率的影响
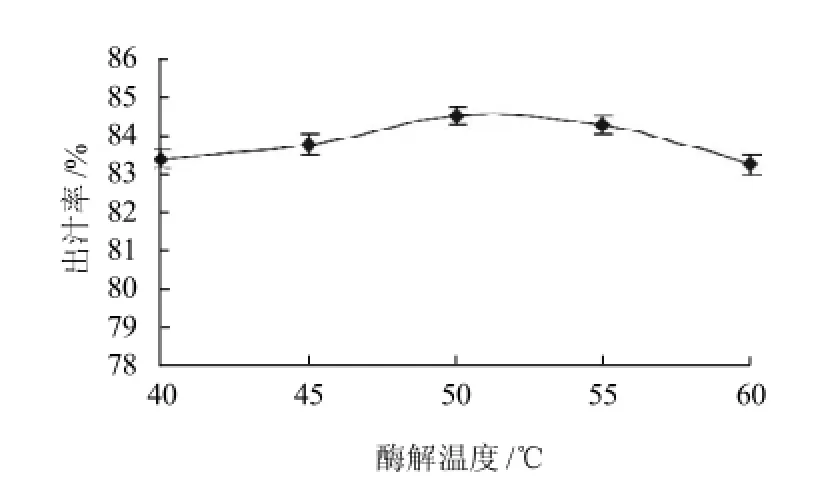
图3 酶解温度对草莓出汁率的影响Fig.3 Effect of hydrolysis temperature on juice yield
由图3可以看出,草莓浆出汁率随着酶解温度的变化而呈现出不同的情况。当酶解温度低于50℃时,草莓浆的出汁率随着酶解温度的升高而增加,当酶解温度高于50℃以后,出汁率则随着酶解温度的增加而迅速下降。产生这种现象的原因主要是因为果胶酶本质为蛋白质,在反应温度上升时,酶解速度也在增加,当超过一定温度后,蛋白质变性,导致酶解速度减小[22]。由图3得出酶解温度在50℃时,草莓出汁率最大。故选择50℃作为最佳酶解温度。
2.2 响应面试验
2.2.1 试验设计及结果
在单因素试验的基础上,通过Design-Expert 8.0设计三因素三水平试验进行响应面试验设计,各因素及水平见表1。试验结果见表2。

表1 草莓浆酶解工艺Box-Behnken设计试验因素水平及编码Table 1 Variables and their coded values used in the Box-Behnken design for optimizing the hydrolysis conditions of strawberry pulp

表2 Box-Behnken设计方案及草莓浆出汁率的测定结果Table 2 Box-Behnken design and response values of juice yield
2.2.2 模型的建立及显著性检验
对表1中出汁率进行多元回归拟合,获得出汁率对编码自变量X1、X2和X3的二次多项回归方程:
Y=83.52+0.90X1+0.61X2+0.30X3-0.1X1X2-0.19X1X3-0.45X2X3-0.80X12-0.28X22+0.32X32,R2=0.9164
由回归方程可以看出,X1(酶用量)对草莓出汁效果的影响较其他因素的影响略强,X2(酶解时间)对其影响次之,X3(酶解温度)对其影响最小。在因素的交互作用中,X2(酶解时间)和X3(酶解温度)的交互作用对响应值影响最大,X1(酶用量)和X2(酶解时间)较弱。
二次响应面回归模型的方差分析表明:回归模型高度显著P=0.0050<0.01,失拟项不显著P=0.0822>0.05,这表明模型的拟合性较好。从表中还可以看出,X1因素(酶用量)对试验结果的影响极显著P=0.0006<0.001,X2因素(酶解时间)次之P=0.0054<0.01,X3因素(酶解温度)和因素之间交互影响对试验结果的影响不显著,此结果与拟合方程相吻合。

表3 出汁率回归模型的方差分析Table 3 Variance analysis for juice yield with various hydrolysis conditions
2.2.3 因素之间的交互影响

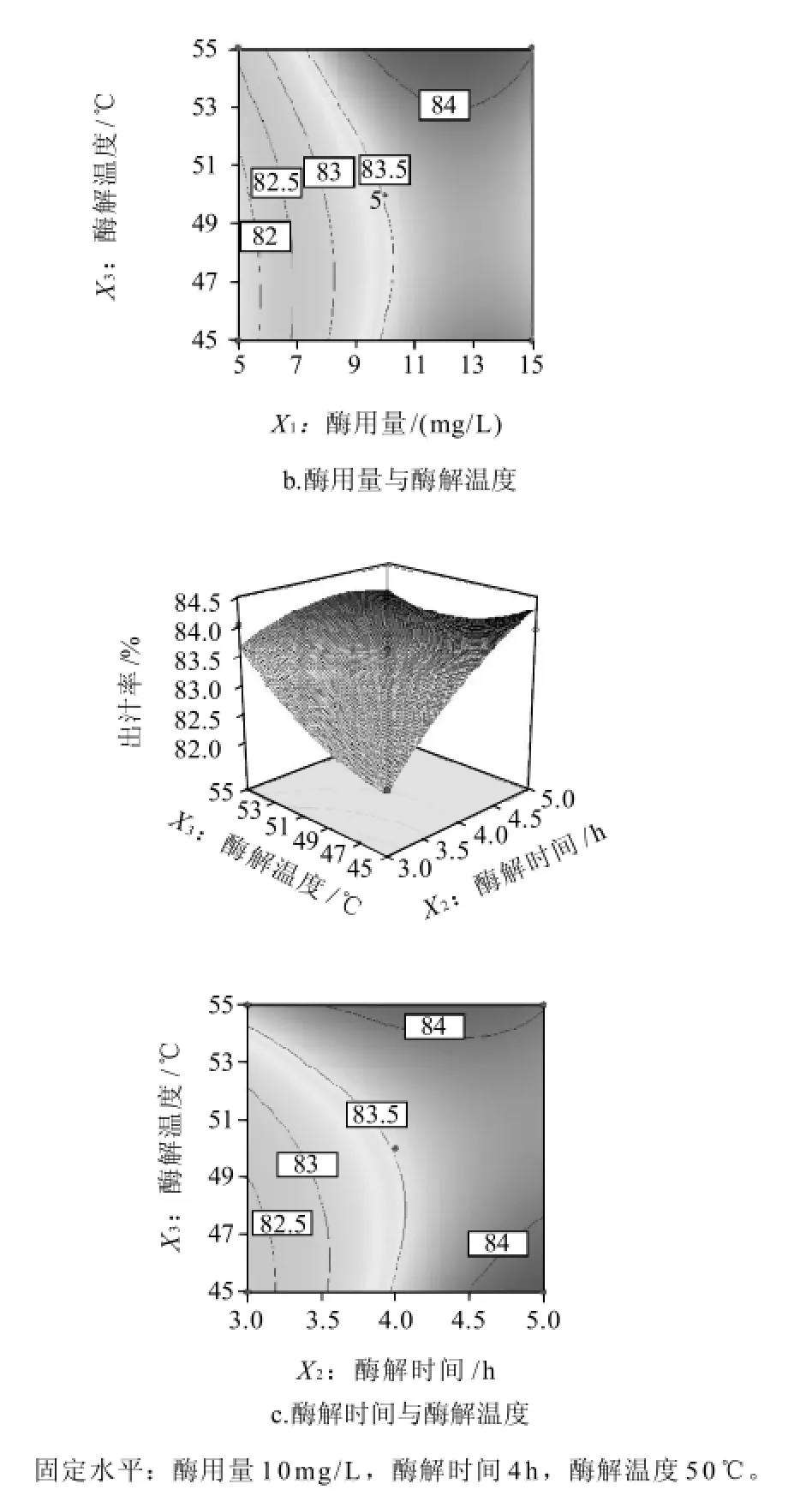
图4 各两因素交互作用对草莓浆出汁效果影响的响应面及等高线图Fig.4 Response surface and contour plots for the interactive effects of hydrolysis conditions on juice yield
从图4a可以看出,酶用量和酶解时间不存在交互作用。当酶用量处于较低水平时,出汁率随着时间的增长变化不大。当酶用量超过10mg/L以后,草莓出汁率随着酶解时间的延长而增加的幅度较小,当酶用量处于高水平时,出汁率有所下降。当酶解时间较短时,出汁率随着酶用量的增大而增加,当酶解时间高于4.5h以后,出汁率随着酶用量的增加变化幅度逐渐变小,最后达到最大。得出酶用量在交互影响中占主导地位。
由图4b可以看出,等高线与X1因素(酶用量)的交点多于与X3因素(酶解温度)的交点,因此酶用量、酶解温度的交互作用中,酶用量对草莓出汁效果的影响较大,为主效应因子。当酶解温度低于50℃时,随着酶用量的增加出汁率变化幅度在增加,此阶段,酶用量在交互影响中为主效应因子。当酶解温度高于50℃以后,出汁随着酶用量增加反而有所下降。 得出,酶用量在交互影响中占主导地位。
从图4c可以看出,酶解时间、酶解温度的交互作用对草莓浆出汁率影响非常显著。1)X1(酶用量)一定,酶解时间在4h以前,温度小于50℃时,X2(酶解时间)与等高线交点多余酶解温度的交点,X2(酶解时间)、X3(酶解温度)的交互影响中,X2(酶解时间)是主效应因子;2)当酶解时间超过4h、温度小于50℃,X2(酶解时间)与等高线的交点明略少于X3(酶解温度),此条件下X3(酶解温度)在酶解效应中略有影响。得出在此次交互影响中酶解时间在主导地位。
从以上分析可以得出,在各因素之间的交互影响中,3因素中酶用量对草莓浆出汁率响最大,酶解时间次之,酶解温度最弱。此结果与方差分析表所反应出的一致。在此基础上,得出果胶酶对草莓浆出汁效果的影响的优化条件参数为酶用量13.38mg/L、酶解时间5h、酶解温度45℃。在此工艺条件下,草莓浆的出汁率为84.69%。
2.2.4 验证实验
从分析结果得知相关系数R2=0.9164,说明拟合度较好。在优化工艺条件下,对其进行验证,3组平行试验所测得的出汁率分别为84.78%、84.62%和84.85%,其平均值为84.75%,与模型预测值84.69%基本相符。
3 讨论与结论
本实验主要探讨了响应面优化对草莓出汁率的影响,与孙利娜等[2]的研究相比,果胶酶用量和酶解温度偏低,而酶解时间偏长,出汁率偏低;而与刘珊娜等[13]的研究相比,酶用量偏低,酶解时间偏长,酶解温度相同,出汁率高得多。产生不同结果的原因应是由于所用原料,所用酶制剂的性质不同等所导致。此外,本实验仅探讨了响应面优化对草莓出汁率的影响,若想全面评价酶解对草莓汁液品质的影响,可结合浊度、黏度、色泽、香气成分等进行研究[20,23];而这也是本实验下一步的研究方向。
综上,本实验采用响应面法对果胶酶酶解草莓浆的工艺条件进行优化,得出的优化条件为果胶酶用量13.38mg/L,酶解时间5h、酶解温度45℃,在此条件下,草莓浆预测出汁率为84.69%,而实测值为84.75%,回归方程与实际情况拟合好。
[1]邓明琴, 雷家军. 中国果树志·草莓卷[M]. 北京: 中国林业出版社, 2005.
[2]孙利娜, 王璋. 酶法生产草莓汁的研究[J]. 食品工业科技, 2005, 11 (26): 89-92.
[3]罗学兵, 贺良明. 草莓的营养价值与保健功能[J]. 中国食物与营养, 2011, 17(4): 74-76.
[4]王忠和. 中国草莓生产现状及发展建议[J]. 中国农村小康科技, 2008 (11): 21-22; 27.
[5]叶正文. 中外草莓产业发展趋势[J]. 柑桔与亚热带果树信息, 2005, 21(4): 5-7.
[6]胡飞, 季瑞溶, 杨祥玉. 酶解草莓浆制汁工艺研究[J]. 中国畜产与食品, 1998, 5(5): 219-221.
[7]万日余, 顾岱芳, 张健, 等. 纤维素酶在草莓汁生产中的应用[J]. 食品科学, 1997, 18(4): 44-46.
[8]邬敏辰, 王瑾, 刘月, 等. 果胶酶生产及其在苹果汁澄清中的应用[J].食品与发酵工业, 2006, 32(12): 134-137.
[9]SARIOGLU K, DEMIR N, ACAR J. The use of commercial pectinase in the fruit juice industry. Part 2: determination of the kinetic behavior of immobilized commercial pectinase[J]. Journal of Food Engineering, 2001, 47(4): 271-274.
[10]许英一, 徐雅琴. 果胶酶在果蔬汁生产中的应用[J]. 饮料工业, 2005, 8(4): 15-17; 21.
[11]庞彩霞, 金英姿. 果胶酶在果蔬饮料中的应用[J]. 内蒙古农业科技, 2008(1): 81-82.
[12]曹辉, 王振斌, 马海乐, 等. 草莓澄清汁的加工技术研究[J]. 食品科学, 2007, 28(4): 117-120.
[13]刘姗娜, 韩烨, 周志江. 澄清草莓汁制作工艺的研究[J]. 食品工业科技, 2008, 29(5): 241-242; 247.
[14]RAI P, MAJUMDAR G C, GUPTA S D, et al. Optimizing pectinase usage in pretreatment of mosambi juice for clarification by response surface methodology[J]. Journal of Engineering, 2004, 64(3): 397-403.
[15]SUN Y, WANG Z F, WU J H, et al. Optimising enzymatic maceration in pretreatment of carrot juice concentrate by response surface methodology [J]. International Journal of Food Science and Technology, 2006, 41(9):1082-1089.
[16]李硕, 赵春芳, 吴泽强, 等. 响应面分析法优化7′-Br-脱水长春碱合成工艺[J]. 化工进展, 2007, 26(10): 1470-1474.
[17]杨振东. 响应面法在黑莓渣汁酶解工艺中的应用[J]. 中国食品添加剂, 2010(1): 199-204.
[18]郭松年, 徐驰, 刘兴华, 等. 响应面法优化石榴汁酶解澄清工艺的研究[J]. 保鲜与加工, 2011, 11(2): 30-35.
[19]LEE W C, YUSOF S, HAMID N S A, et al. Optimizing conditions for enzymatic clarification of banana juice using response surface methodology (RSM)[J]. Journal of Food Engineering, 2006, 73(1): 55-63.
[20]RASTOGI N K, RASHMI K R. Optimization of enzymatic liquefaction of mango pulp by response surface methodology[J]. European Food Research and Technology, 1999, 209(1): 57-62.
[21]薛洁, 贾士儒, 王异静. 果胶酶在欧李果汁加工中的应用[J]. 食品科学, 2007, 28(1): 120-122.
[22]张瑶, 蒲彪, 刘云, 等. 枇杷果浆酶解工艺的响应面法优化[J]. 食品科学, 2010, 31(14): 106-110.
[23]SIN H N, YUSOF S, SHEIKH A H, et al. Optimization of enzymatic clarification of sapodilla juice using response surface methodology[J]. Journal of Food Engineering, 2006, 73(4): 313-319.
Optimizing Pectinase Hydrolysis Conditions of Strawberry Pulp by Response Surface Methodology
LIU Xing-yan,PU Biao,JU Cong-rong,YAO Jia
(College of Food Science, Sichuan Agricultural University, Ya’an 625014, China)
The aim of this study was to develop the best process for hydrolyzing strawberry pulp with pectinase. Based on one-factor-at-a-time experiments, a three-factor and three-level Box-Behnken central composite design coupled with response surface analysis was employed to explore the effects of enzyme concentration, hydrolysis temperature and hydrolysis time on the yield of strawberry syrup. The results indicated that the optimal extraction conditions were achieved hydrolysis at 45 ℃for 5 h with 13.38 mg/L of enzyme. Under these optimal conditions, the predicted value of juice yield was 84.69%, while the actual value was 84.75%, suggesting a good fitting between the developed regression equation and actual values.
strawberry pulp;response surface methodology;pectinase;juice yield
TS255.46
A
1002-6630(2012)16-0063-05
2011-06-23
刘兴艳(1979—),女,讲师,硕士,研究方向为果蔬产品加工。E-mail:lxy05@126.com
