脱脂豆粉酶法改性的条件优化及产物在冰淇淋中的应用
2011-10-25那治国马永强石彦国
钱 镭,那治国,张 娜,刘 婷,马永强,*,石彦国,*
(1.黑龙江东方学院食品工程学部,黑龙江哈尔滨 150086;2.哈尔滨商业大学食品工程学院,黑龙江哈尔滨150076;3.中国绿色材料科技有限公司,黑龙江哈尔滨150060)
脱脂豆粉酶法改性的条件优化及产物在冰淇淋中的应用
钱 镭1,2,那治国1,张 娜2,刘 婷3,马永强2,*,石彦国2,*
(1.黑龙江东方学院食品工程学部,黑龙江哈尔滨 150086;2.哈尔滨商业大学食品工程学院,黑龙江哈尔滨150076;3.中国绿色材料科技有限公司,黑龙江哈尔滨150060)
采用中性蛋白酶对脱脂大豆粉进行酶法改性,应用响应面分析法对改性条件进行优化,然后用改性后的豆粉替代配方中部分乳粉生产出新型大豆冰淇淋,并以大豆冰淇淋的膨胀率、质构特性和融化率为指标与普通冰淇淋进行品质比较,确定最适替代量。结果表明,酶最佳改性条件为:酶解温度为73.86℃、时间为4.37h、酶用量5784.97U/g底物、底物浓度为6.44%。替代率15%时生产出的大豆冰淇淋,与普通冰淇淋相比性质类似,既满足了产品的营养全面性,又降低了投料成本。
脱脂豆粉,中性蛋白酶,响应面分析,冰淇淋
脱脂豆粉是大豆蛋白中蛋白质含量相对较高的一种豆粉,色泽较白,使用方便,已在食品行业中得到广泛的利用[1]。但是,脱脂豆粉只经过了简单的处理,口感较粗,豆腥味浓,存在抗营养因子,难以直接应用到食品生产中[2]。应用酶法处理脱脂豆粉条件温和、安全可靠,通过改性可以改善脱脂豆粉中蛋白质的起泡性、溶解性和乳化性等功能特性[3],这些功能特性与生产冰淇淋所需的原料性能一致,符合冰淇淋实际生产的要求。我国冰淇淋的产量增长迅猛,年产销量超过200万t[4]。传统的冰淇淋以牛奶、奶粉等为主要原料,但奶粉的价格逐年增高,如何在不失营养的前提下,利用价格较低的替代品代替部分奶粉,生产出成本较低的新产品,是冷饮行业研究人员关注的问题[5]。付尧等[6]利用Alcalase碱性蛋白酶对大豆分离蛋白进行酶水解改性,并替代奶粉应用于冰淇淋中,产品的各项指标令人满意。吴琼等[7]采用酶改性方法,提高大豆分离蛋白的乳化性,使其替代乳粉添加到冰淇淋中,确定了最佳的产品配方。以往的研究主要是采用酶解大豆分离蛋白来代替乳蛋白,而用酶处理相对廉价的脱脂豆粉,并将其应用到冰淇淋中的报道则不多见。本实验拟用中性蛋白酶酶解脱脂豆粉,采用响应面分析法确定最佳酶解工艺条件,并将改性后的产物应用到冰淇淋的制作中,通过测的适合比例,为企业生产出品质高、价格低的新品冰淇淋提供实验科学依据。
1 材料与方法
1.1 材料与设备
脱脂豆粉 黑龙江省镜泊湖农业开发股份有限公司,低温豆粕粉碎后过80目筛,水分12.83%、蛋白质54.3%、灰分5.89%;中性蛋白酶(140000U/g) 北京奥博星生物技术有限公司;其他化学试剂 均为分析纯。
高压均质机 JJ-0.3/25型,廊坊通用机械有限公司;冰淇淋机 313型,广东省新会市晶菱制冷实业有限公司;质构仪 TA-XT2i型,英国Stable Micro System公司;数字显示黏度计 NDJ-85型,上海精密仪器有限公司。
1.2 实验方法
1.2.1 单因素及响应面实验设计 单因素实验分4组进行:第1组控制酶解时间3h,酶用量5000U/g底物,底物浓度5%,分别在50、55、60、65、70、75、80、85℃条件下,确定适宜的酶解温度。第2组控制酶解温度为70℃,酶用量5000U/g底物,底物浓度5%,分别在酶解1、2、3、4、5、6、7、8h的条件下,确定适宜的酶解时间。第3组控制酶解温度为70℃,酶解时间3h,底物浓度5%,分别在酶用量2000、3000、4000、5000、6000、7000、8000、9000U/g底物条件下,确定适宜的酶用量。第4组控制酶解温度为70℃,酶解时间3h,酶用量5000U/g底物,分别在底物浓度为1%、2%、3%、4%、5%、6%、7%、8%、9%的条件下,确定适宜的底物浓度。每组实验以酶解后蛋白质的乳化活力指数(EAI)为指标,根据单因素的结果,采用响应面Box-Benhken中心组合设计,以乳化活力指数为响应值,以温度(A)、时间(B)、酶用量(C)、底物浓度(D)为自变量,设计了4因素3水平的响应面分析实验,因素水平编码见表1。

表1 响应面实验因素水平表
1.2.2 冰淇淋生产工艺流程 原料混合→均质→巴氏杀菌→老化→凝冻→装杯、硬化→成品
1.2.3 操作要点
1.2.3.1 均质 本实验均质压力为20MPa,均质温度在65~70℃。
1.2.3.2 杀菌 杀菌条件为70℃、保温30min的间歇式巴氏杀菌。
1.2.3.3 老化 实验分两个阶段进行老化操作。首先将混合原料在冷水浴中冷却至15~20℃,此温度能够促进稳定剂的水合作用,然后将混合原料在4℃冰箱中保持4h。
1.2.3.4 硬化 成型后的冰淇淋样品迅速转移到-18℃的冷库中,进行硬化。
1.2.4 改性脱脂豆粉最适替代量的确定 选出8名食品科学专业的研究生对不同替代量的大豆冰淇淋进行感官评定,然后根据评定结果确定出脱脂豆粉的替代量不宜超过25%,否则产生不良风味,引起冰淇淋口感下降,因此实验选择10%、15%和20%三个替代量,通过测定黏度、膨胀率、融化率和质构特性等指标来确定改性脱脂豆粉的最适替代量。
1.2.5 分析测定方法
1.2.5.1 中性蛋白酶活力的测定 采用福林法。
1.2.5.2 脱脂豆粉中蛋白质含量的测定 采用凯氏自动定氮仪法。
1.2.5.3 蛋白质乳化能力的测定 采用浊度法[8]。
1.2.5.4 冰淇淋浆料黏度的测定 选择NDJ-85数字显示黏度计3号探头测定黏度。
1.2.5.5 冰淇淋膨胀率的测定 采用蒸馏水定容法。
1.2.5.6 冰淇淋融化率的测定 在恒定温度(30℃)下,将冰淇淋切成60g左右,放在间距为3mm的金属筛网上。丝网下方放置一台电子天平,天平上放一长方形的盒子,用于盛放融化后滴下的冰淇淋。在丝网上放冰淇淋的同时启动秒表,然后每隔5min记录1次融化的冰淇淋的量。用融化的量除以总质量就得到融化的百分比,最后以时间(min)和融化百分比(%)做回归方程,斜率被记录下来,作为冰淇淋的融化率(%/min)[9]。
1.2.5.7 冰淇淋质构参数的测定 应用TA-XT2i型质构仪进行TPA质构特性实验。样品在室温下测定,每个样品进行3次平行实验。参数设定:测试前探头下降速度为2mm/s;测试速度为3mm/s;测试后探头回程速度为5mm/s;测试距离为20mm;触发力为20g;探头类型为P/5[10]。
2 结果与讨论
2.1 响应面分析优化酶解工艺
2.1.1 实验安排及实验结果 在单因素实验(结果略)的基础上,进行响应面分析实验,结果见表2。

表2 实验设计与实验结果
利用Design Expert对表2的数据进行二次多项式拟合,获得乳化活力指数对酶解温度、时间、酶用量、以及底物浓度的二次回归方程:

2.1.2 多元回归模型分析 对拟合的二次多项式中4个自变量进行方差分析,结果见表3。由表3方差分析可知,模型P值(<0.0001)远远小于0.05,此时回归方差模型是高度显著的,因此这种实验方法是可靠的。方程的失拟误差表现为不显著,这进一步说明各因素值和响应值之间的关系可以用此模型来函数化。决定系数R2=0.9695,说明回归方程的拟合程度较好。

表3 实验结果方差分析表
模型的响应曲面见图1~图6所示。可以看出各因素的交互作用不大,反应温度对乳化能力的影响很小,酶用量和底物浓度对乳化能力的影响较大,这与方差分析的结果一致。

图1 温度和时间对乳化能力的影响

图2 温度和酶用量对乳化能力的影响

图3 温度和底物浓度对乳化能力的影响

图4 时间和酶用量对乳化能力的影响

图5 时间和底物浓度对乳化能力的影响

图6 酶用量和底物浓度对乳化能力的影响
2.1.3 验证实验 软件提供的最佳工艺条件如下:酶解温度为73.86℃、时间为4.37h、酶用量5784.97U/g底物、底物浓度为6.44%。进行验证实验,3次实验的平均乳化活力指数为53.6,这与理论预测值54.4316比较接近,说明采用响应面优化得到的酶解工艺条件参数准确可靠,按照建立的模型进行预测在实践中是可行的。
2.2 冰淇淋浆料黏度的测定结果分析

表4 黏度分析
由表4可知,改性脱脂豆粉代替配方中乳粉量越多,其浆料黏度也就越大。这可能是因为脱脂豆粉的加入,增加了非脂乳固体中蛋白质含量,蛋白质有增加冰淇淋黏度的作用[11],这主要是由蛋白质的化学结构决定的,当这些蛋白与料液中的其它物质经均质、老化工序混合后提高了料液的黏度。

表5 实验样品的TPA质构参数
2.3 冰淇淋TPA质构实验结果分析
改性脱脂大豆冰淇淋的TPA实验结果见表5。与普通冰淇淋相比,大豆冰淇淋的硬度随豆粉量的增加而有所提高,可能是因为大豆蛋白容易发生水化作用,导致冰淇淋中的水相体积增大,相应的成品冰淇淋的冰相体积增大,所以最终产品的硬度较高。替代率为15%的冰淇淋黏附性和弹性与普通冰淇淋的最为相似,添加过多的脱脂豆粉反而会引起黏附性的降低。普通冰淇淋的凝聚性高于大豆冰淇淋,而且随着脱脂豆粉添加量的增加凝聚性明显下降,这说明大豆冰淇淋内部结构不够紧凑,保型性较差。替代率为15%和20%的大豆冰淇淋与普通冰淇淋的胶性比较接近。从咀嚼性的数据可以看出,替代率15%的大豆冰淇淋咀嚼性较高,对于半固态食品来说,较高的咀嚼性可以获得较好的口感[12]。综合以上6个质构特性参数,可以看出,替代率为15%的大豆冰淇淋的质构特性与普通冰淇淋最为接近,但是大豆冰淇淋的质构参数值整体上与普通冰淇淋还有一定的差距,仍需要进一步的深入研究来进行改善。
2.4 冰淇淋膨胀率分析
实验样品膨胀率的测定结果见图7。由图7可知,添加脱脂豆粉的大豆冰淇淋膨胀率高于普通冰淇淋,其中替代率15%的大豆冰淇淋膨胀率最高。可能是由于在冰淇淋的加工过程中大豆蛋白质受到急速的机械搅拌时,大量的气体混入,形成水-空气界面,大豆蛋白质分子吸附到这些界面上来,降低界面张力,促进界面形成,同时由于大豆蛋白质的部分肽链在界面上伸展开来,并通过肽链间(包括分子内和分子间)的相互作用,形成了一个二维保护网络,使界面膜得以加强,促进了泡沫的形成与稳定[13],因此提高了冰淇淋的膨胀率。但随着大豆蛋白质的增加,冰淇淋浆料的黏度也不断升高(见表4),黏度过高会使得冰淇淋在凝冻时空气不易进入体系,最终导致产品膨胀率下降[14]。
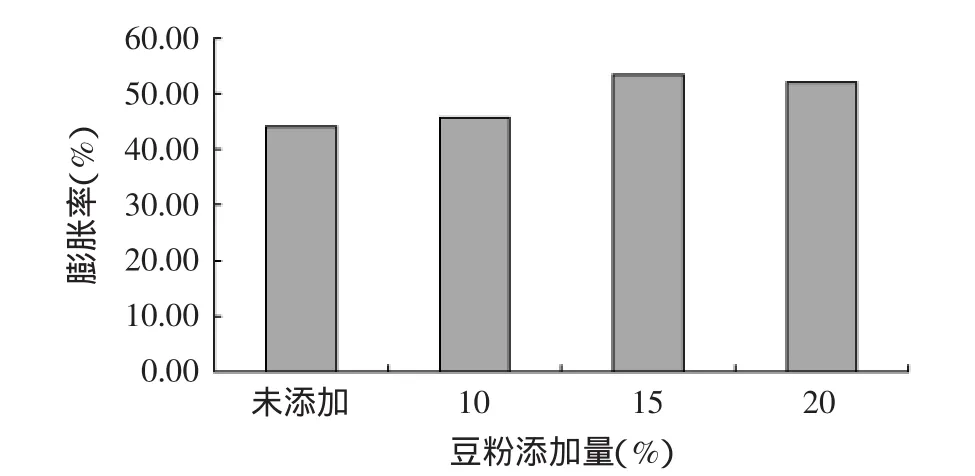
图7 大豆冰淇淋的膨胀率
2.5 冰淇淋融化速率分析
表6列出了样品融化速率的测定结果。由表6可知,随着改性脱脂豆粉加入量的增多,冰淇淋的融化速率逐渐降低,抗融性提高,替代率为20%的大豆冰淇淋融化速率最低,抗融性最好。这可能是由于大豆蛋白质绝大部分都是糖蛋白,而糖蛋白可以降低冰淇淋浆料中液态水的冰点,使加工过程中形成的冰结晶尺寸变小。有研究表明冰淇淋中冰结晶的尺寸大小对融化速率有一定的影响,冰淇淋的融化速率会随着冰结晶尺寸的减小而降低,这与冰淇淋在融化时的流动性有关[9]。当存在大量的细小冰晶时,冰融化时料液流过的路径会更加曲折,这就意味着液体必须要经过较多的障碍(大量冰晶),因此融化速率会降低[15]。另外大豆蛋白导致冰淇淋浆料黏度的升高也可能是降低融化速率的原因。表6 冰淇淋融化率测定结果

冰淇淋样品普通冰淇淋替代率10%替代率15%替代率20%融化速率(%·min-1) 1.085 1.0508 0.9415 0.6233
3 结论
通过响应面分析得到中性蛋白酶酶解脱脂豆粉的最佳改性条件为:酶解温度为73.86℃、时间为4.37h、酶用量5784.97U/g底物、底物浓度为6.44%。TPA实验表明,改性脱脂豆粉替代乳粉的替代率为15%时,生产出的大豆冰淇淋其质构特性最接近普通冰淇淋,同时替代率为15%的样品具有较高的膨胀率和较好的抗融性,能够满足企业生产的要求。
[1]刘长虹,徐婧婷,韩俊俊.经过发酵处理的低温脱脂豆粉在馒头中的应用[J].食品与发酵工业,2006,32(12):95-97.
[2]王夫杰,张建,纪凤娣,等.脱脂豆粉酶解与发酵的研究[J].中国酿造,2008,198(21):6-10.
[3]肖安红,李学昌,马昌义.低温脱脂豆粉及其与维生素C协同改良馒头品质的研究[J].食品工业科技,2005,26(2):91-94.
[4]王贵芳.乳糖酶在冰淇淋产品中的应用[J].食品工业科技,2009,30(6):370-376.
[5]李昕红.大豆在冰淇淋生产中的应用[J].中国乳品工业,2004,32(10):15-16.
[6]付尧,霍贵成,钱镭.酶改性大豆分离蛋白冰淇淋工艺研究[J].食品科技,2007,32(6):188-190.
[7]吴琼,陈丽娜,刘博.改性大豆分离蛋白冰淇淋的研究[J].长春大学学报,2010,20(4):33-35.
[8]肖莲荣,沈洛夫.冰淇淋专用大豆分离蛋白的酶法改性[J].冷饮与速冻食品工业,2005,11(3):1-4.
[9]Muse M R,Hartel R W.Ice cream structural elements that affect melting rate and Hardness[J].J Dairy Sci,2004,87:1-10.
[10]钱镭,付尧,霍贵成.影响冰淇淋膨胀率主要的质构因素[J].食品工业科技,2007,28 (10):113-115.
[11]殷涌光,刘静波.大豆食品工艺学[M].北京:化学工业出版社,2006:2-6.
[12]朱川,刘雅,钟芳,等.冰淇淋感官评定方法的建立[J].食品与机械,2007,23(3):127-131.
[13]石彦国,任莉.大豆制品工艺学[M].北京:中国轻工业出版社,2001:69-119.
[14]黄建蓉,贝惠玲,王一凡.影响冰淇淋膨胀率的主要因素[J].冷饮与速冻食品工业,2004,10(3):33-35.
[15]钱镭,蔡柏岩,刘婷.老化、均质条件对冰淇淋膨胀率和抗融性的影响[J].食品科技,2008,33(4):88-92.
Optimization of enzymatic hydrolysis of defatted soybean powder and the application of hydrolysates in ice cream
QIAN Lei1,2,NA Zhi-guo1,ZHANG Na2,LIU Ting3,MA Yong-qiang2,*,SHI Yan-guo2,*
(1.Heilongjiang East College Institute of Food Engineering,Harbin 150086,China;2.Harbin University of Commerce Institute of Food Engineering,Harbin 150076,China;3.China Green Material Technologies Inc.,Harbin 150060,China)
The aim of this study was to modificate defatted soybean powder by neutral protease with response surface methodology(RSM),and then to use it in ice cream as the milk powder replacers.The overrun,texture and melting rate of the soybean ice cream was determined and the date was compared with traditional ice cream.The results indicated that the optimum enzymatic modification conditions as followings:temperature was 73.86℃,time was 4.37h, enzyme/substrate was 5784.97U/g,substrate concentration was 6.44%and with the condition the optimal replacement was 15%.The overrun and melting rate of the soybean ice cream was good,the texture property of the soybean ice cream was similar to traditional ice cream.
defatted soybean powder;neutral protease;response surface methodology;ice cream
TS201.1
B
1002-0306(2011)10-0328-05
2010-11-22 * 通讯联系人
钱镭(1981-),男,在读博士,讲师,研究方向:植物蛋白工程。
黑龙江省教育厅科学技术研究(指导)项目(11553072)。
