纯膜MBBR+磁混凝沉淀工艺在广东省某城市污水厂提标改造中的应用
2024-03-22李鹏飞韩建博
李鹏飞,韩建博,顾 凤,周 波
(1.中机国际工程设计研究院有限责任公司华东分院,江苏南京 210049;2.肇庆市肇水水务发展有限公司,广东肇庆 526040)
近年来,国家、地方对于污水排放标准要求愈发严格,基于此背景,许多污水处理厂严格落实法律法规及新标准的要求,逐步开展提标改造工作。由于部分污水处理厂建设年代久远、城市用地紧张等原因,提标改造工作困难重重。提标改造需综合考虑工艺技术、投资费用、占地面积等多项因素,所以如何在有限用地面积的条件下开展提标改造工作至关重要[1-2]。
移动床生物膜反应器(moving-bed biofilm reactor,MBBR)是目前广泛应用的原位提标技术,它主要是向生物反应器中投加悬浮状载体填料,为微生物生长及繁殖提供载体,在载体表面附着生长的生物膜,用于去除污水中有机物、TN及TP等,移动床生物膜主要包括泥膜复合工艺形式、纯膜工艺形式[3]。纯膜MBBR无需设置二沉池、具有负荷高、占地省、运行费用低、能够实现深度脱氮等优势,是实现原池利旧改造的有效途径,具有较好的应用前景。随着磁混凝沉淀工艺的广泛应用,为纯膜MBBR的固液分离提供了新的可能[4]。磁混凝沉淀工艺是用于去除TP和SS常用的强化处理技术,即在传统的絮凝沉淀和化学沉淀基础上投加磁性介质,形成磁性絮团,提高整个絮体的比重,增强絮凝以达到高效沉淀和过滤的目的[5-6]。
本文以广东省某城市污水厂为例,在少量增加占地的基础上,将纯膜MBBR+磁混凝沉淀应用于城市污水厂提标改造中,提出提标改造的方案、工程设计及运行效果,旨在进一步提升出水水质标准,为纯膜MBBR+磁混凝沉淀工程化推广运用提供实例。
1 原城市污水处理厂概况及问题分析
1.1 原污水处理厂概况
广东省某城市污水厂水质来源主要为生活污水和少量的工业污水,其中纺织、印染、染整类工业污水居多,项目设计规模为3×104m3/d。设计进出水水质如表1所示。

表1 设计进出水水质
1.2 原污水处理厂工艺流程
原污水处理厂采用升流式厌氧污泥床(UASB)+高负荷生物滤池+固体接触池+生物絮凝沉淀池+紫外消毒渠工艺,污泥采用带式浓缩脱水一体机,具体工艺流程如图1所示。

图1 原工艺流程
1.3 原污水处理厂工艺问题分析
经现场勘察及调研,得出该污水处理厂面临以下问题:一是实际进水氨氮、TN浓度高于设计进水标准;二是现状工艺流程脱氮机理不明晰,脱氮及除磷效果达不到预期要求;三是针对污水排放标准要求的进一步提升,污水处理厂出水指标TP、TN、SS、粪大肠杆菌难以满足要求,仍需进一步去除,尤其是TP及TN;四是UASB单元、高负荷生物滤池单元对污水中CODCr、氨氮、TP等水质指标的去除效率较差。基于此,该污水处理厂亟待提标改造。
2 城市污水处理厂提标改造概况
2.1 提标改造设计进出水水质
设计进出水水质如表2所示。

表2 设计进出水水质
出水水质执行《城镇污水处理厂污染物排放标准》(GB 18918—2002)一级A标准和《水污染物排放限值》(DB 44/26—2001)第二时段一级标准的较严值。
2.2 提标改造方案比选
基于原污水厂的实际情况(脱氮及除磷效果不佳)及业主提出的改造需求(充分利用原有池体、不新增用地、施工周期短、改造期间不影响正常生产等),因此,本工程改造方案从原位提标的方向综合考量。
在污水提标扩容项目中,提高生化段处理能力的直接方式为增加总生物量,可以通过以下两种途径实现:一是扩大池容,通过新建池体或改造其他构筑物池体实现,根据现场勘查情况,UASB厌氧池、高负荷生物滤池、固体接触池、终沉池均具备池体改造条件;二是提高单位容积的生物量。在生物池内增加生物载体填料(如MBBR),为微生物提供附着生长的载体。纯膜MBBR工艺作为MBBR工艺的一种,具有负荷高、占地省、运行费用低、能够实现深度脱氮等优势。因此,纯膜MBBR工艺可作为本方案比选工艺。
本工程处理的重点主要在于去除TN及氨氮,根据对各污染物指标的分析及各工艺的比较,同时结合原工艺池体的特点,提出两个工艺方案并进行比选:
(1)方案一(改造固体接触池和终沉池):UASB厌氧池+高负荷生物滤池+两级AO-MBBR(缺氧纯膜MBBR池+好氧纯膜MBBR池)+磁混凝沉淀工艺+接触消毒池。
本方案沿用原“UASB厌氧池+高负荷生物滤池”工艺,同时,为了提高增强有机物、TN、TP的去除效果,保证稳定达到一级A标准及广东省地标两者最严值,通过改造原固体接触池及终沉池为缺氧纯膜MBBR池及好氧纯膜MBBR。深度处理段去除胶体、SS及TP,考虑采用用地省、效果好的磁混凝沉淀工艺,消毒采用次氯酸钠接触消毒方式。
为了提高生化池的停留时间且不额外增加占地,本方案将原厂中的终沉池改造为生化池,而纯膜MBBR工艺无需设置二沉池,这为本方案的实施提供了可能性。纯膜MBBR工艺通过载体填料上附着的活性生物膜处理污水中的有机物和TN,老化的生物膜会随出水流出生化池。由于脱落的生物膜较轻,不易沉淀,通过后续设置磁混凝沉淀系统,为纯膜MBBR生化系统的固液分离(脱落的少量生物膜)提供了新的可能,保证出水SS及TP达标排放。
(2)方案二(改造UASB厌氧池和高负荷生物滤池):AO生化池+固体接触池+终沉池+中间提升泵房+高效沉淀池+滤布滤池+接触消毒池。
考虑到本工程的重点及难点在于脱氮,而除磷可通过加药在深度处理阶段去除,去除效果容易保证,故本方案生化处理工艺采用脱氮的AO工艺,同时,为了保证出水水质的稳定达标,本方案考虑外加碳源装置。为了充分利用原池体并减少投资,本方案考虑将UASB池改造为缺氧池,将高负荷生物滤池改造为好氧池,沿用固体接触池,固体接触池作为AO工艺好氧池的一部分。本方案二级处理段采用脱氮的AO工艺,深度处理段主要用于去除胶体、SS及TP,故采用“高效沉淀池+滤布滤池”工艺,消毒采用次氯酸钠接触消毒方式。
表3分别对提标改造的两种工艺方案进行对比。
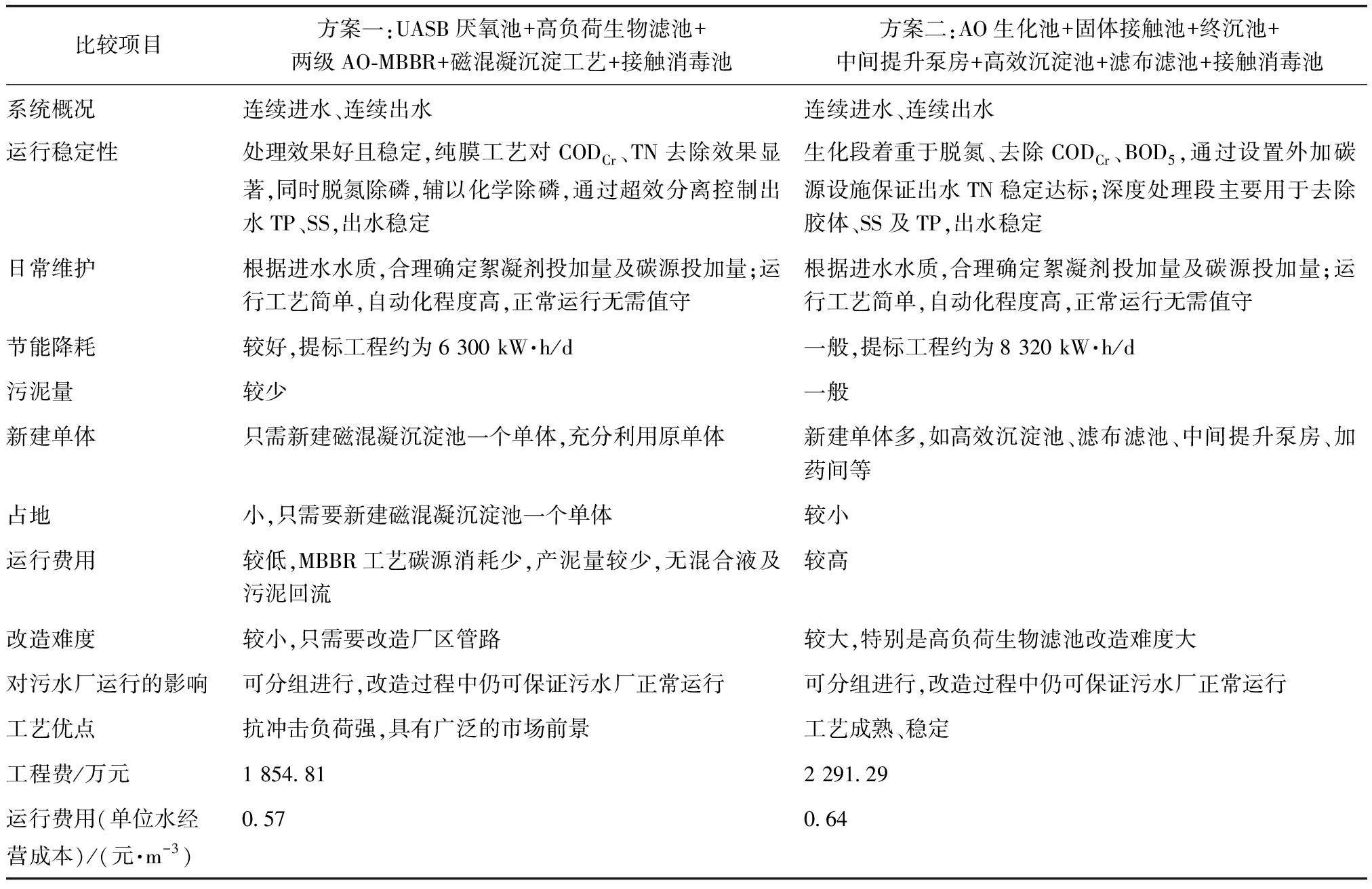
表3 两种工艺方案综合特性对比
结合原厂现状池体(UASB厌氧池、高负荷生物滤池、固体接触池、终沉池)的勘查情况和工艺优缺点,可以得出:方案二对UASB厌氧池和高负荷生物滤池实施改造,UASB厌氧池、高负荷生物滤池的结构相对复杂,改造难度大,无法保证改造后的结构安全性,并具有投资成本较高,运行成本较高等特征;方案一对固体接触池和终沉池实施改造,固体接触池、终沉池的结构相对简单,具有改造工程量小、施工难度小、施工周期短、投资成本低、运行成本低等优势,对污水厂的正常运行影响较小。综上比较,方案一无论从改造难度、占地、运行成本、投资均优于方案二,因此,采用方案一作为本工程提标改造工艺,即UASB厌氧池+高负荷生物滤池+两级AO-纯膜MBBR+磁混凝沉淀+接触消毒。
2.3 提标改造内容
提标改造涉及的主要内容如下。
(1)将原并联的两座固体接触池改为串联,作为一级AO-纯膜MBBR系统,设置一级缺氧纯膜MBBR池、一级好氧纯膜MBBR池。在各区域投加悬浮生物膜载体并设置进出水拦截系统,在一级缺氧纯膜MBBR池内设置专用推流器,在一级好氧纯膜MBBR池内底部设置辅助曝气系统。一级AO-纯膜MBBR系统改造平面如图2所示。
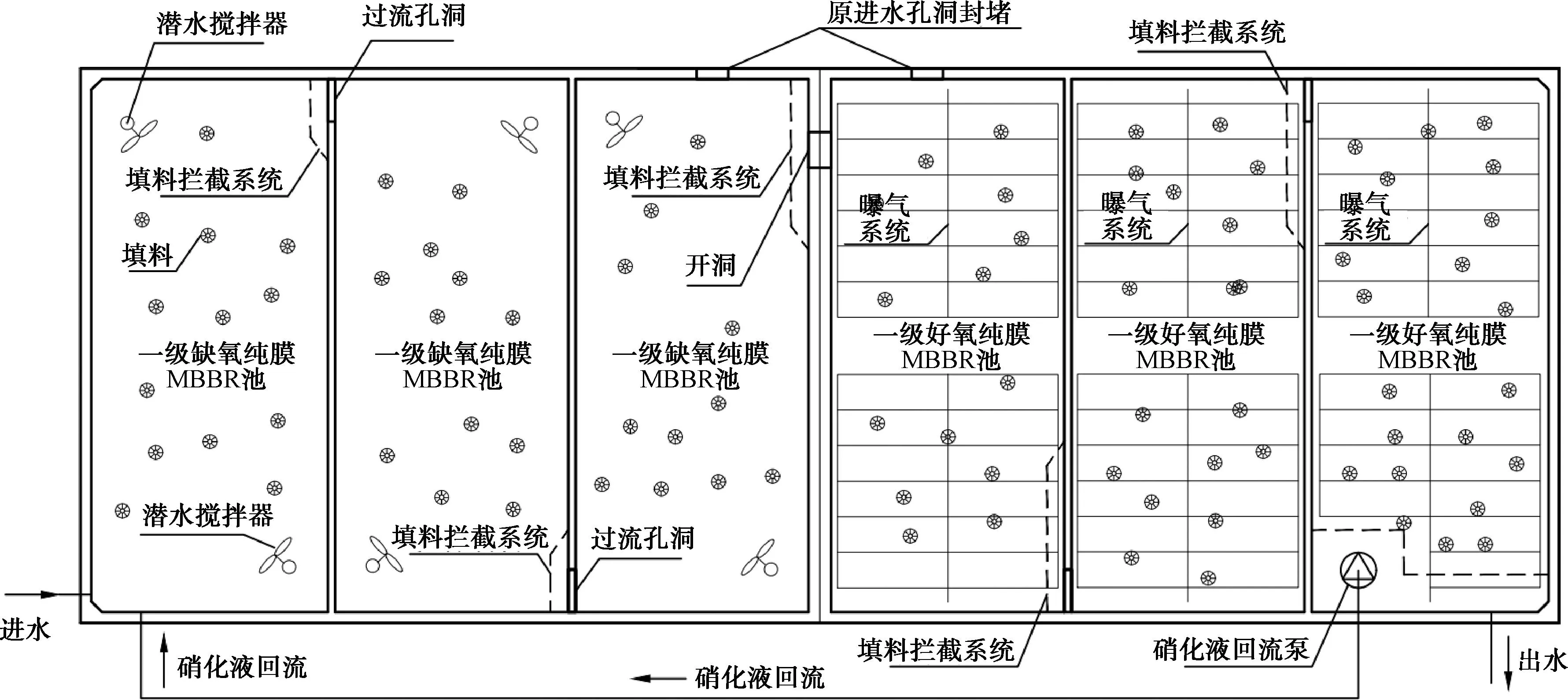
图2 一级AO-纯膜MBBR系统改造平面
(2)将原并联的两座生物絮凝沉淀池改为串联,作为二级AO-纯膜MBBR系统,设置二级缺氧纯膜MBBR池、二级好氧纯膜MBBR池。在各区域投加悬浮生物膜载体并设置进出水拦截系统,在二级缺氧纯膜MBBR池内设置专用推流器,在二级好氧纯膜MBBR池内底部设置辅助曝气系统。二级AO-纯膜MBBR系统改造平面如图3所示。
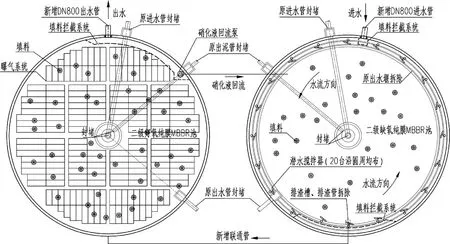
图3 二级AO-纯膜MBBR系统改造平面
(3)原两座生物絮凝沉淀池改为串联运行,原进出水管路做相应改动。
(4)原污泥回流泵房改造为中间提升泵房,原污泥回流取消。
(5)新建磁混凝沉淀系统一座,用于去除污水中TP及SS等。
(6)原消毒池不变,消毒方式改为次氯酸钠接触消毒。
2.4 提标改造工艺流程
项目提标改造后工艺流程如图4所示。
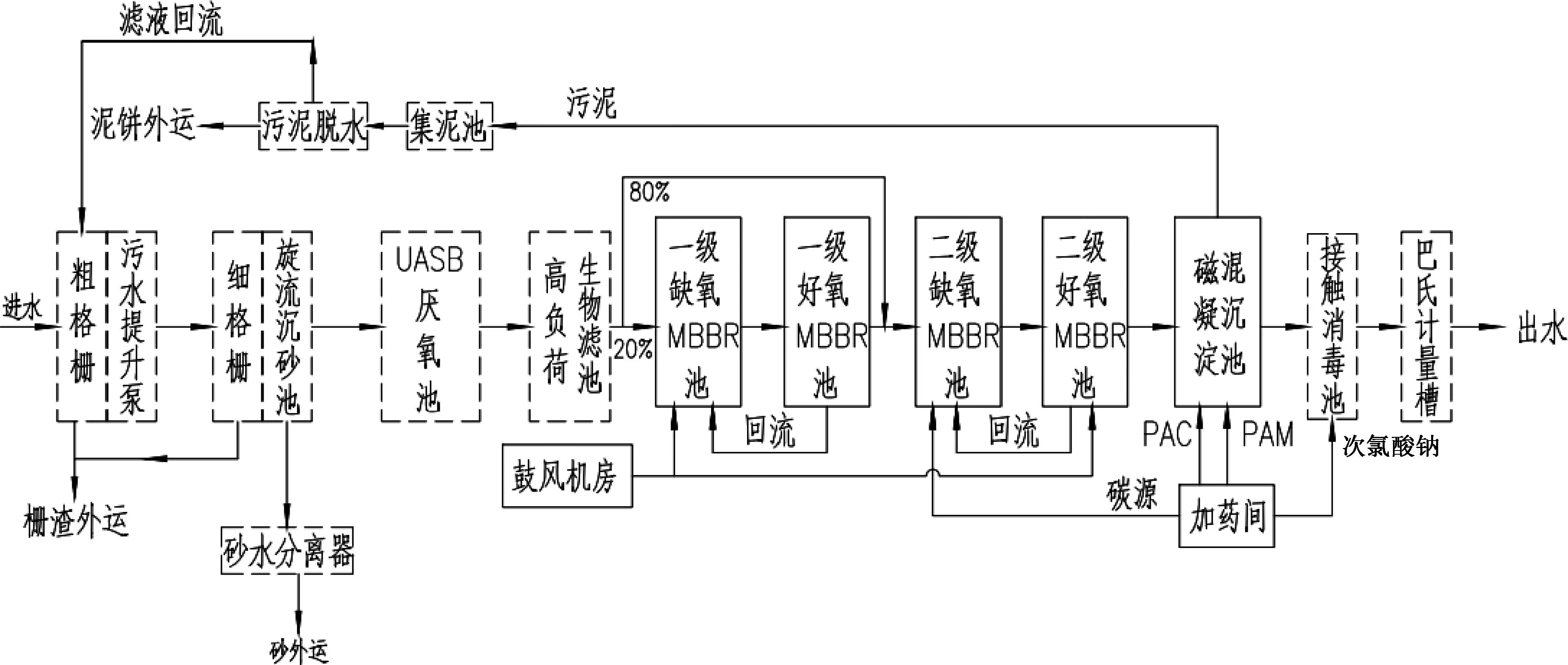
注:提标改造设施用实线框表示。
首先,污水依次进入粗格栅、细格栅,用于去除污水中SS及颗粒物。污水依次通过UASB厌氧池将大分子物质分解为小分子物质,通过高负荷生物滤池生物膜的作用对有机物进一步氧化分解,通过硝化反应将氨氮转化为硝酸盐氮。其次,20%的高负荷生物滤池出水进入一级缺氧MBBR池,后进入一级好氧MBBR池,在缺氧状态下通过反硝化反应,将硝态氮转化为氮气排放,完成脱氮反应。生物膜释放出贮存在菌体内的多聚正磷酸盐,释放出的能量可供生物活动需要。在好氧状态下发生硝化反应,将氨氮转化为硝态氮回流至缺氧池。一级好氧MBBR池出水与80%的高负荷生物滤池出水共同进入二级缺氧MBBR池,后进入二级好氧MBBR池,这两个单元涉及的反应原理同一级缺氧、好氧MBBR池。最后,通过磁混凝沉淀池去除SS和溶解性磷酸盐,污水经过次氯酸钠消毒后达标排放。
2.5 各工艺段去除目标
各工艺段设计处理目标如表4所示。
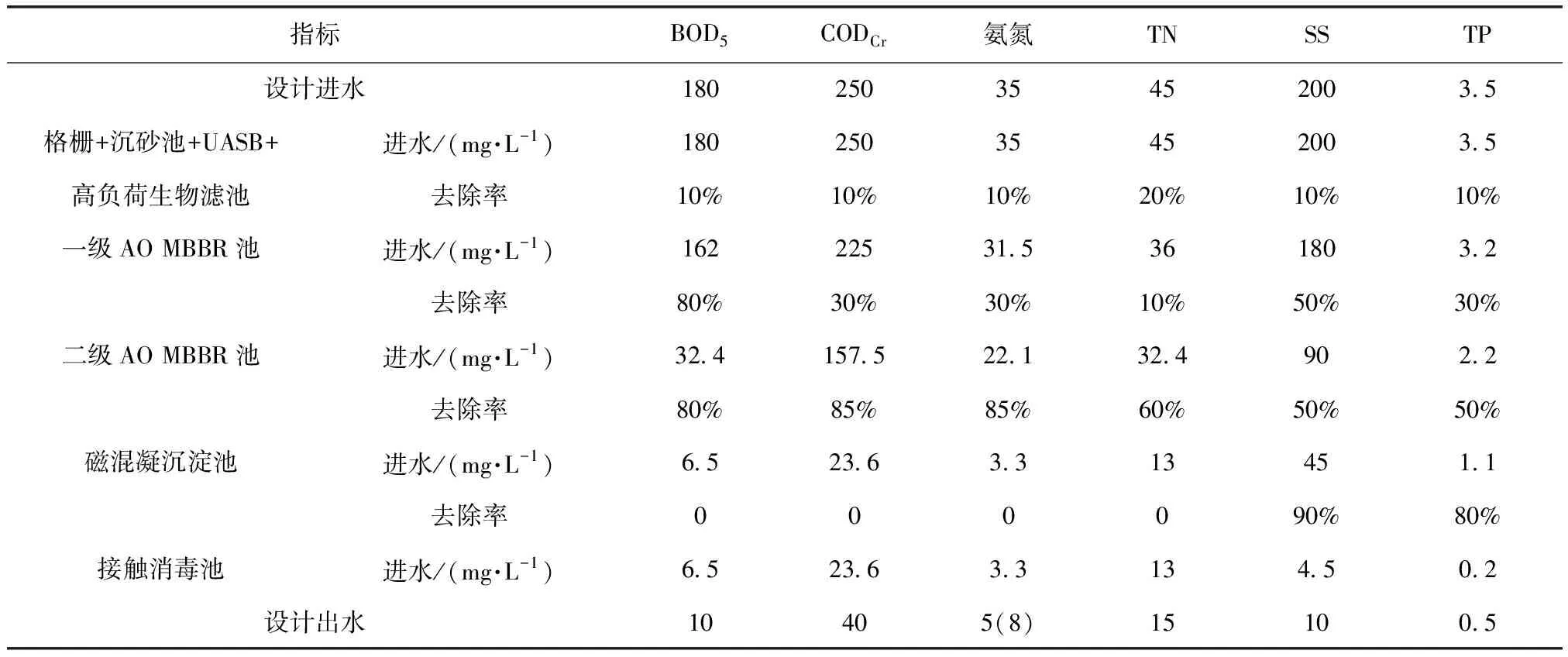
表4 各工艺段设计处理目标
3 提标改造工程设计
3.1 原有处理构筑物改造
3.1.1 一级AO-纯膜MBBR池(原固体接触池改造)
(1)构筑物。利用固体接触池改造成一级AO-纯膜MBBR池,长×宽×高=32.0 m×10.0 m×4.5 m,有效水深为4.1 m。
(2)设计参数。进水比例为20%,回流比为200%。好氧MBBR区溶解氧质量浓度为2~6 mg/L;一级缺氧、好氧纯膜MBBR水力停留时间均为0.54 h;一级缺氧、好氧纯膜MBBR生物膜面积分别为1.384 6×105、2.142 9×106m2;填料有效比表面积≥800 m2/m3,填料填充比>50%,填料规格为Φ25 mm×10 mm,填料材质为高密度聚乙烯(HDPE);填料上单位生物膜面积生物量约为12 g/m2;一级缺氧、好氧纯膜MBBR池有效容积均为675 m3,曝气量为30 m3/min。
(3)主要设备。MBBR专用推流器,N=5.5 kW,6台;专用进水拦截系统,不锈钢冲孔板(尺寸根据池体定制),1套;专用出水拦截系统,不锈钢冲孔板(尺寸根据池体定制),1套;MBBR专用曝气器,1套,穿孔曝气管,ABS材质;硝化液回流泵,2台,Q=500 m3/h,H=8.0 m,N=15 kW。
3.1.2 二级缺氧纯膜MBBR池(原生物絮凝沉淀改造)
(1)构筑物。利用生物絮凝沉淀改造成二级缺氧纯膜MBBR池,尺寸为Ф28 m×5.6 m,有效水深为5.3 m。
(2)设计参数。进水比例为80%,缺氧区有效生物膜面积为553 850 m2;填料填充比>50%;填料规格为Φ25 mm×10 mm、有效比表面积≥800 m2/m3,填料材质为HDPE,填料上单位生物膜面积生物量约为12 g/m2;有效容积为3 419 m3,平均水力停留时间为2.74 h,硝化液回流比为200%。
(3)主要设备。MBBR专用推流器,N=5.5 kW,20台;专用进出水拦截系统,不锈钢冲孔板(尺寸根据池体定制),1套。
3.1.3 二级好氧纯膜MBBR池(原生物絮凝沉淀改造)
(1)构筑物。利用生物絮凝沉淀改造成二级好氧纯膜MBBR池,尺寸为Ф28 m×5.6 m,有效水深为5.3 m。
(2)设计参数。缺氧区有效生物膜面积为1 082 000 m2;填料填充比为50%以上;填料规格为Φ25 mm×10 mm、有效比表面积≥800 m2/m3,填料材质为HDPE,填料上单位生物膜面积生物量约为12 g/m2;有效容积为3 419 m3,平均水力停留时间为2.74 h,溶解氧质量浓度为2 mg/L,硝化液回流比为200%;曝气量为110 m3/min。
(3)主要设备。MBBR专用曝气器,1套,穿孔曝气管,ABS材质;专用进出水拦截系统,不锈钢冲孔板(尺寸根据池体定制),1套;硝化液回流泵为2台,Q=2 500 m3/h,H=3 m,N=45 kW。
3.1.4 中间提升泵房(原污泥回流泵房改造)
(1)构筑物。用于提升MBBR池出水至磁混凝沉淀池,保证后续处理水能够自流。尺寸为Ф5.45 m×5.4 m,有效水深为4.4 m。
(2)设计参数。设计规模为3×104m3/d。
(3)主要设备。潜水泵:Q=907 m3/h,H=10 m,N=37 kW,3台,2用1备,均变频。
3.1.5 鼓风机房及变配电间(利旧改造)
(1)构筑物。利用原鼓风机房及变配电间,更换内部设备。平面尺寸为10 m×6 m,高度为4 m。
(2)设计参数。设计规模为3×104m3/d;曝气量为140 m3/min。
(3)主要设备。磁悬浮风机,Q=70 m3/min,H=5.5 m,N=75 kW,3台,2用1备,均为变频。
3.2 新建处理构筑物
3.2.1 新建磁混凝沉淀系统
(1)构筑物。新建磁混凝沉淀池基础1座,钢筋混凝土结构,长×宽=28 m×16 m。磁混凝沉淀系统采用一体化设备形式,安装于基础上。
(2)设计参数。混合池停留时间为1.9 min;磁种加载池停留时间为2.4 min;絮凝反应池停留时间为4.15 min;分流区沉淀池的表面负荷为14.47 m3/(m2·h),最高表面负荷为21.0 m3/(m2·h)。
(3)主要设备。反应系统箱体2套,12 m×3 m×3.1 m;立式混合池搅拌器4台,P=3 kW;立式混合池搅拌器2台,P=4 kW;沉淀池箱体4套,13 m×3 m×3.1 m;刮泥机4套,13 m×3 m×3.1 m,N=0.18 kW;磁分离机2台,Q=20 m3/h,N=2.2 kW;剪切机2台,Q=20 m3/h,N=1.5 kW;集水槽及斜管4套;污泥回流泵5台,4用1备,Q=30 m3/h,H=12 m,N=7.5 kW;剩余污泥泵5台,4用1备,Q=30 m3/h,H=12 m,N=7.5 kW;污泥排放泵3台,2用1备,Q=40.0 m3/h,H=20 m,N=4 kW;高压冲洗机1套,H=0~8 000 kPa,P=1.8 kW,配高压水枪及管道。
4 运行效果及分析
2020年年底完成改造并进行长达4个月的试运行,2021年5月完成环保验收。经过2年的运行,结果表明,出水BOD5质量浓度≤2.97 mg/L,CODCr质量浓度≤18 mg/L,氨氮质量浓度≤1.94 mg/L,TN质量浓度≤14.76 mg/L,SS质量浓度≤6 mg/L,TP质量浓度≤0.19 mg/L,出水水质稳定达到国家及广东省地方现行标准要求。改造后的污水厂进出水水质如表5所示。
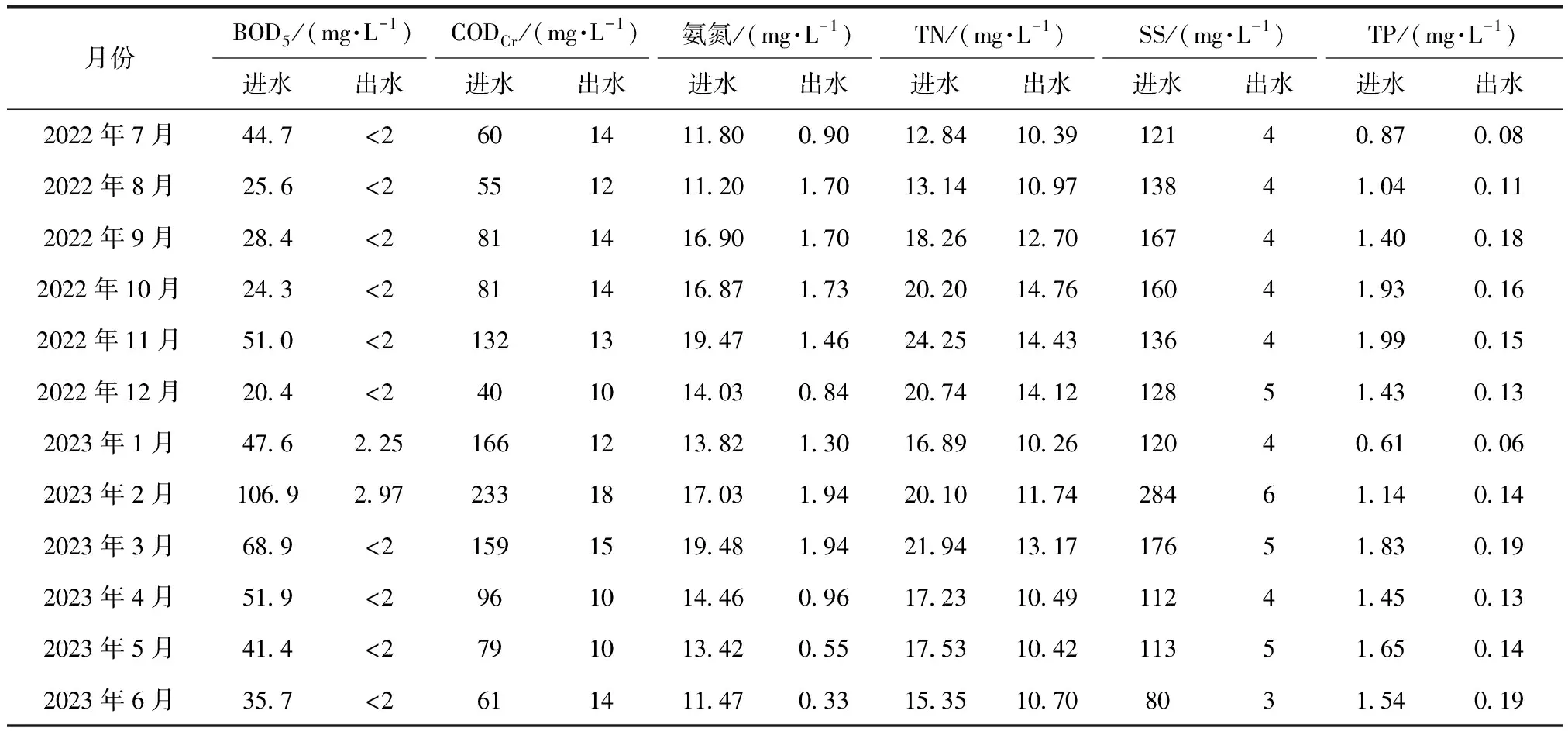
表5 2022年7月—2023年6月进出水水质
5 技术经济指标
该项目工程总投资为2 339.60万元,其中工程费为1 854.81万元(其中纯膜MBBR池改造部分约为1 069.81万元,新增磁混凝沉淀池部分约为400万元,其他辅助设施改造部分约为385万元)。对2022年全厂运行数据进行统计,本工程年电耗约为276万kW·h,PAC(质量分数为6%)年投加量约为1 544 t,PAM年投加量约为10.9 t,乙酸钠年投加量约为975.8 t,次氯酸钠(质量分数为10%)年投加量约为147.3 t,脱水污泥(含水率为80%)年产生量约为3 418 t。经核算,该工程单位处理水经营成本约为0.57元/m3。
6 总结
(1)广东某污水处理厂提标改造采用“纯膜MBBR+磁混凝沉淀”为核心的工艺路线,节省面积约为2 600 m2,与活性污泥法相比,可节约30%~50%的用地,解决了原厂区可用土地少及出水排放标准高的问题,实现了污水厂原位提标的目的,适用于占地受限型污水处理厂的改扩建或新建。
(2)广东某污水处理厂经提标改造后,出水水质稳定,且达到国家及广东省地方现行标准要求。
(3)该项目工程总投资为2 339.60万元,其中工程费为1 854.81万元。经核算,本工程单位处理水经营成本约为0.57元/m3。