基于机器视觉与力控的发动机弯管焊缝自动化打磨系统研究
2024-03-08陆永华官文超刘京京杨海波
黄 钰,陆永华,官文超,刘京京,杨海波
(1.南京航空航天大学机电学院,江苏 南京 210016;2.南京工业职业技术大学机械工程学院,江苏 南京 210023)
0 引言
火箭发动机是火箭的心脏,为整个火箭飞行提供动力和控制力矩,而弯管则相当于输送血液的血管[1]。在生产过程中,除了弯管的制造及装配焊接,焊缝的打磨也占据重要地位。由于火箭发动机的工作环境较为复杂,如果弯管内有焊缝残留会导致应力集中,轻则造成弯管承载能力下降,重则导致弯管产生裂纹、断裂[2-4],影响整个发动机的运行。因此,弯管类焊接零件的打磨工作具有重要的意义。
在焊缝的磨削方面,国内外学者均运用了CAD、力控、机器视觉和工业机器人等技术。Gracia等[5]实现了机器人的混合位置力控制,使用等式约束来定义打磨参数,从而获得打磨表面的期望刀具压力,以保持打磨表面始终与刀具方向垂直,提高了打磨的材料去除率。Feng等[6]提出了一种基于点云数据的特征导向轨迹生成方法,用激光轮廓扫描仪获取工件的三维轮廓,通过移动平均滤波对每条扫描线的母曲线进行拟合,从分散的点云中可靠地提取焊缝特征点,采用B样条拟合方法生成光滑的三维曲线,通过优化的插值算法将曲线离散为实际刀具接触点,并通过交叉乘法算法计算刀具姿态,从而引导机械手的运动轨迹,并通过力控方式控制每个刀具接触点的打磨力,以补偿加工路径的误差。
综合上述方法,焊缝打磨系统基本都包含了CAD、力控、机器视觉、激光技术和工业机器人技术中2种及以上的技术,工业机器人可作为运动承载机构,CAD、机器视觉和激光技术可用于打磨路径的规划和实时监测,力控技术主要用于打磨过程中的柔性化协助。
1 平台搭建
现有某系列火箭发动机弯管,如图1所示 (模拟的三维模型),整个弯管由2半在中间对焊而成,其型号、尺寸多样,直径最大和最小分别为198 mm和 44 mm,角度最大和最小分别为90°和30°,需要打磨其内壁的2条焊缝。对于这类弯管零件,目前大多采用人工方式进行打磨,存在打磨质量与标准不一、效率低、劳动强度大等问题。

图1 弯管示意
对该系列火箭发动机弯管进行分析可知,弯管自身不存在基准,且不同型号之间尺寸差别较大;弯管在加工和焊接时存在轻微的变形;焊缝存在高低不平和质量不一的现象。
根据以上分析,本文提出了基于机器视觉技术和力控的发动机弯管焊缝自动化打磨系统。根据弯管的形状特征和焊缝打磨需求,设计并搭建了系统的试验平台和配套的操作软件。如图2所示,将本文系统分为旋转工作台模块、视觉模块和磨削模块。为提高系统效率,以旋转工作台为运动载体,均匀布置6个工位,实现流水形式作业,其中1号为上下料工位,3号为视觉检测工位,5号为磨削工位;根据不同型号弯管的尺寸和制造公差范围设计不同形状的仿形夹具,并均在相同位置提供定位基准;利用电动旋转台和电动滚珠丝杠滑台带动工业相机和光源模组正对弯管两侧端面,并拍摄图像,发送给工控机;使用图像处理算法对图像进行处理计算,得到弯管两侧端面焊缝起始位置相对于定位基准的坐标,并将该坐标发送给机械臂;机械臂根据该坐标调整打磨轨迹,且其末端执行器搭载浮动主轴和金属球形打磨工具,利用浮动主轴的浮动特性,保持打磨力的恒定并对焊缝不规则区域进行补偿,实现基于位置控制和力控的打磨自适应调整。

图2 系统整体示意
系统整体工作流程如图3所示,应按照以下步骤,对弯管进行打磨。
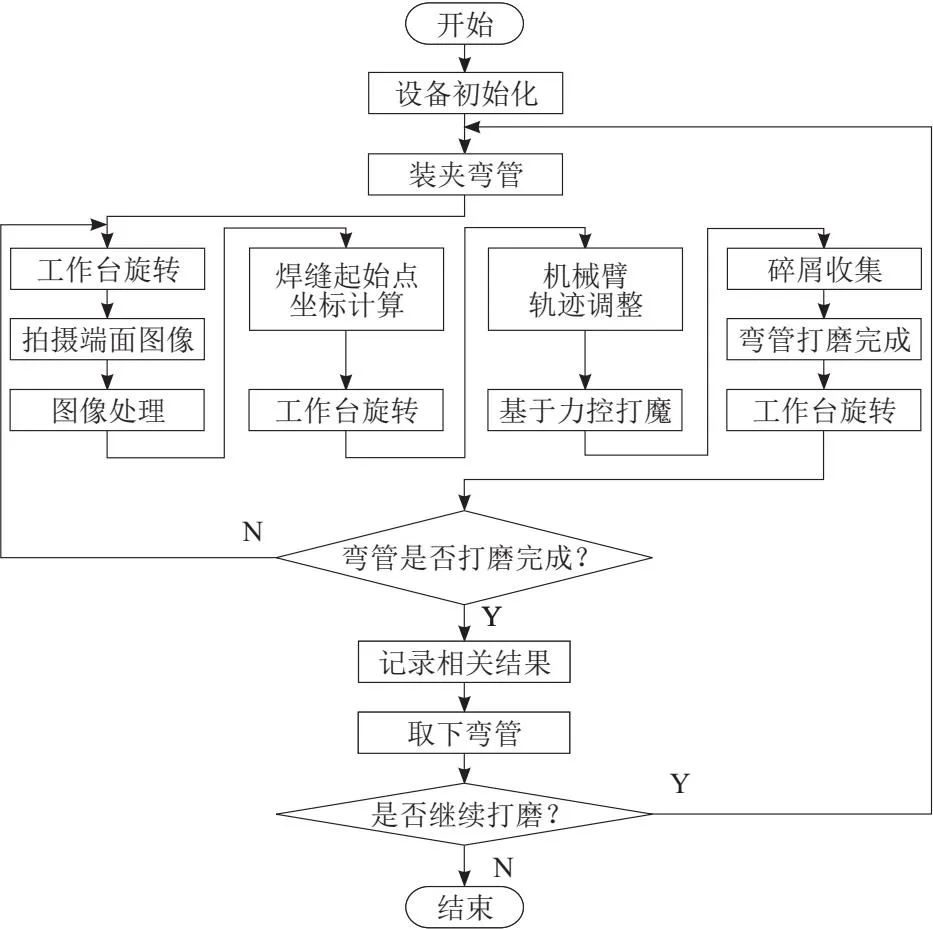
图3 系统流程
a.设备初始化:运行上位机软件与机械臂程序,选择待打磨弯管型号并初始化所有设备。
b.上料:按照要求在上下料工位正确装夹弯管。
c.获取焊缝起始点:工业相机模组拍摄弯管端面图像,传输回上位机,经过弯管端面图像处理算法处理计算输出焊缝起始点坐标,并将该坐标发送给机械臂。
d.打磨:机械臂收到上位机传输的弯管型号和焊缝起始点坐标,对打磨运动轨迹进行调整,搭载浮动主轴和金属球形打磨工具对焊缝进行打磨。
e.下料:弯管打磨完成,将弯管取下,系统自动保存该弯管的打磨参数。
f.依次类推,当完成所有弯管打磨后,关闭上位机软件,设备自行回到初始位置,关闭所有设备。
2 图像处理及打磨轨迹自适应调整算法
2.1 图像处理算法
本文主要使用模板匹配算法对图像进行处理。模板匹配[7]是一项在一幅图像中寻找与另一幅模板图像最匹配(相似)部分的技术,是在整个图像上移动模板并计算模板与图像上被覆盖窗口之间的相似度的过程。使用时,需提供1个基本模板和待匹配的源图像,其大致的思路为将源图像通过索引与基本模板依次进行比较,在匹配过程中将相似度数据存储在矩阵中,通过评分算法给出该模板在源图像中的最佳位置,可以实现基于图像灰度或基于图像边缘的匹配。本文根据弯管端面图像的实际情况,对原有的图像处理流程进行调整,调整后流程如图4所示。

图4 图像处理流程
图像预处理的步骤包含直方图均衡化[8]、双边滤波[9]和图像形态学操作[10],得到灰度分布更加合理、边缘更加明显和对比度更高的图像。在模板匹配阶段,本文采用归一化方差匹配法作为评分算法计算模板与源图像之间的相似度,相似度越高,输出的结果越趋于0。
在使用过程中,将工业相机模组获取的弯管端面图像的左上角设置为原点,以向右为X轴正方向,向下为Y轴正方向建立图像坐标系。挑选人工手动示教之后打磨效果较好的弯管,经图像处理算法计算得到其端面焊缝起始位置相对于定位基准的坐标值,并截取焊缝起始位置处与端面交点处的大小为300×900的图像,将该坐标值和该图像分别设置为坐标标准值和模板。后续使用中,计算与模板相似度最高的图像和模板之间的相对位置,再结合上述坐标标准值即可得到当前弯管的准确焊缝起始位置坐标。
2.2 打磨轨迹规划
综合分析弯管的形状特征、焊缝的位置特征和打磨需求,采用金属球形打磨工具沿着弯管内壁轮廓进行打磨。由于弯管内部空间有限,因此需要从弯管两侧各打磨1次。考虑到装夹、机械臂重复运动等可能带来的误差,2次打磨轨迹的交汇处留有重复区域,保证整条焊缝的全覆盖打磨,具体打磨轨迹如图5所示。
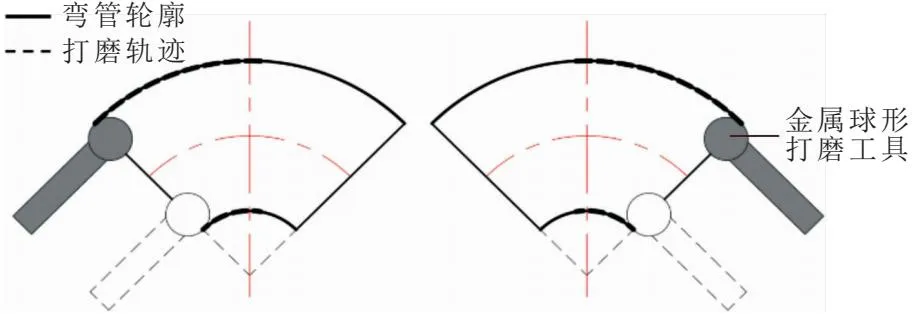
图5 打磨轨迹
本文选择的金属球形打磨工具外轮廓是圆形,弯管的内轮廓也是圆形,且打磨工具的直径远小于弯管的直径,故二者的接触面积很小,且焊缝具有一定的宽度,一次走刀不能打磨完整条焊缝。根据现场打磨的实际情况,本文提出多次走刀、微动调整的打磨方式,如图6所示。
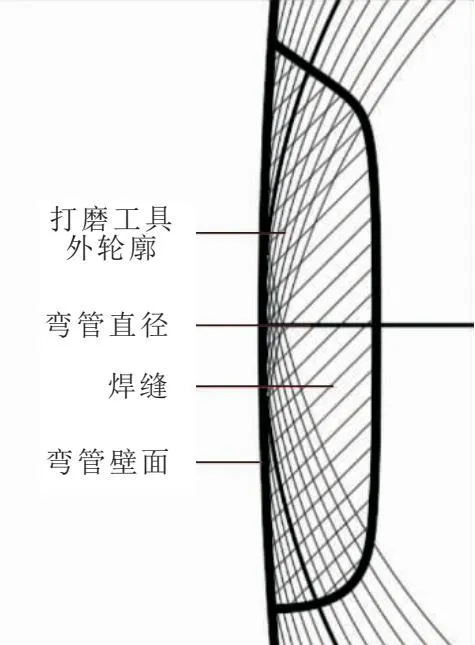
图6 打磨走刀方式
图6为打磨过程中的剖面图,所选弯管直径为155 mm,打磨工具直径为26 mm,带有剖面线的封闭区域为焊缝,宽度为10 mm,深度为2 mm,加粗线为对中走刀的打磨工具外轮廓。由图6可知,当焊缝宽度一定时,若只使用打磨工具对中走刀1次,不能完成整条焊缝的打磨,需要将打磨工具进行上、下微动调整,才能完成整条焊缝的精确打磨。
2.3 浮动主轴自适应调整
针对焊缝可能存在高低不平和质量不一的现象,通过机械臂搭载基于力控的浮动主轴和金属球形打磨工具,利用浮动主轴的浮动特性,保持打磨力的恒定并对焊缝不规则区域进行补偿,实现打磨自适应调整。
浮动主轴的总装外壳与主轴之间存在1个空腔,主轴与总装外壳下侧的偏心保持板固连,可绕着偏心保持板在空腔内进行360°浮动。浮动主轴包含2路进气入口,分别为主轴供气入口和浮动供气入口。其中,主轴供气入口与叶片式马达相连,提供的压缩气体用于驱动主轴旋转,浮动供气入口与空腔相连,其提供的压缩气体用于实现主轴的浮动。在空载时,空腔内充满压缩气体,主轴表面受到来自侧面各方向的相等的压力,保持对中状态。在打磨时,主轴末端装夹的金属球形打磨工具的一侧受到焊缝的反作用力,使得主轴偏离对中位置,进入浮动状态。
偏离的距离由空腔内压缩气体的压力与焊缝的反作用力共同决定。当空腔内压缩气体的压力一定时,主轴在空腔内部受力一定,偏离的距离与焊缝的反作用力呈正相关关系,焊缝的反作用力越大,主轴偏离的距离越长,同样地,焊缝的反作用力越小,主轴偏离的距离也就越短。正是由于主轴偏离的距离跟随焊缝的反作用力的变化而不断变化,使得系统稳定后浮动主轴末端装夹的金属球形打磨工具作用于焊缝的力始终保持不变,实现所述基于力控的恒力打磨。
3 打磨试验与结果分析
为了验证本文所设计的发动机弯管焊缝自动化打磨系统的可行性和打磨精度,按照上述介绍的系统流程对该系列弯管进行相关试验,并对试验结果进行分析。
3.1 系统试验
根据上述介绍的图像处理算法对视觉模块拍摄的弯管端面图像进行处理,其中,图像大小为300×900的模板如图7所示。

图7 模板
将源图像通过索引与模板依次进行比较,处理结果如图8所示。

图8 图像处理结果
由图8可知,该算法寻找到的图像中与模板相似度最高的区域在图像的右侧,置信度为0.1,并能输出焊缝所在位置的坐标。根据该坐标调整机械臂运动轨迹并进行打磨,实现良好的打磨效果。因此该算法能够准确识别图像中与模板相似度最高的区域并准确输出焊缝所在位置坐标。
根据上述介绍的打磨轨迹规划方法,设置不同的打磨工具上、下微动调整位移量和次数进行试验,结果如图9所示,分别展示了走刀11次(左图)和17次(右图)的效果对比。

图9 不同走刀次数打磨效果
从图9中可以明显观察到,焊缝宽度一定时,走刀次数为11次时打磨痕迹之间存在较明显的小凸起,不满足要求;走刀次数提升至17次时,打磨痕迹之间的过渡平滑,满足技术要求。因此,打磨走刀次数为17次,每次上、下微动距离为0.5 mm。
针对上述介绍的浮动主轴浮动力与浮动气压之间的关系,本文通过减压阀调节气压大小,采用上述打磨轨迹进行试打磨并测量浮动力。经过试验测试,可以得到浮动主轴的浮动力F与浮动气压P的经验关系式如下所示,其中P∈[0.01,4.10]。
F=13.830 59P3-12.633 68P2+
14.873 07P+0.312 38
3.2 打磨质量
对该系列弯管中某型号弯管进行打磨,打磨效果如图10所示。

图10 某型号弯管打磨前后效果
使用检测工具对上述弯管打磨前后的焊缝高度进行检测,数据如图11所示。

图11 某型号弯管打磨前、后焊缝高度
由图11可知,打磨前该型号弯管的焊缝高度基本在0.6 mm以上,最厚的地方能够达到0.9 mm,且焊缝的高度随着位置的变化而变化,一致性较差。打磨之后,焊缝高度维持在0.2 mm左右,且焊缝与母材之间过渡平滑,满足要求。将该系列弯管全部打磨之后,使用检测工具对焊缝高度进行测量,按照打磨要求,焊缝高度在[-0.3,0.5] mm区间内为合格,打磨合格率如表1所示。

表1 打磨合格率分析
由表1可得,对于该系列弯管本系统的打磨合格率为96.03%,满足要求。
3.3 整体效率
本文所涉及的效率对比的对象为工厂中单个工作日时间内(8h)单个工人利用电动打磨工具手动打磨所完成的弯管数量,该数据来源于工厂中的相关记录。由于本文所设计的系统为流水线作业形式,难以计算8h的弯管打磨数量,故使用一小批弯管进行试验,记录消耗的总时间,再进行等比换算,即可得出8h的弯管完成数量。效率对比数据如表2所示。

表2 打磨效率分析
由表2可知,对于该系列弯管,相比于人工打磨,本系统效率平均提升95.90%,满足要求。
4 结束语
针对发动机弯管焊缝打磨问题,本文提出了一种基于机器视觉技术和力控的发动机弯管焊缝自动化打磨方法,且基于该方法设计并搭建了打磨系统。试验结果表明,该系统可以在较少人工的参与和干预下完成弯管焊缝的自动化打磨,具有良好的稳定性和使用柔性,并且允许弯管存在一定的变形。系统整体打磨合格率为96.03%,相比人工打磨效率提升95.90%,满足发动机弯管焊缝打磨要求。
