高山美利奴羊羊毛试纺加工的分析
2024-01-05文亚洲王天翔岳耀敬牛春娥杨博辉
文亚洲,王天翔,岳耀敬,牛春娥,杨博辉
(1.甘肃省绵羊繁育技术推广站,甘肃 肃南 734031;2.中国农业科学院兰州畜牧与兽药研究所)
高山美利奴羊是在青藏高原高海拔地区育成的唯一羊毛纤维直径以19.1~21.5 μm为主体的毛肉兼用细毛羊的新品种,它的育成丰富了我国细毛羊品种资源,助推打破澳毛长期垄断中国羊毛市场的格局,增加进行口澳毛话语权,填补我国毛纺工业对高档精纺羊毛的大量需求。育成时成年公羊羊毛纤维直径19.63±1.69 μm,羊毛自然长度10.47±1.20 cm,污毛量9.74±1.09 kg,净毛量6.40±0.72 kg;成年母羊羊毛纤维直径19.92±1.08 μm,羊毛自然长度9.30±0.93 cm,污毛量4.36±0.87 kg,净毛量2.72±0.54 kg,产毛性能优良,是我国目前优秀细毛羊品种之一。
为了进一步验证高山美利奴羊羊毛纺织性能,由甘肃省绵羊繁育技术推广站联合中国农业科学院兰州畜牧与兽药研究所,对高山美利奴羊核心育种群羊毛进行了试纺加工试验。
1 高山美利奴羊羊毛试纺加工方案
本次试纺原料是甘肃省绵羊繁育技术推广站高山美利奴羊核心育种群的羊毛,加工的终端产品为男、女式精纺超薄针织毛衫,款式为大众化的T恤衫(男式)和U领衫(女式),颜色分为深、浅两种色调,包括深紫色、紫罗兰色、浅灰色、米黄色。
2 高山美利奴羊羊毛试纺加工试纺原料选择
结合甘肃省绵羊繁育技术推广站绵羊剪毛过程,对该站高山美利奴羊核心育种群的羊毛套进行严格除边分级打包,随机选取2 t共计19包羊毛作为本次试纺的加工用毛。打包前抽取所选羊毛的样品送往中国农业科学院兰州畜牧与兽药研究所羊毛质检实验室进行毛丛自然长度、羊毛纤维平均直径、净毛率、含脂率、白度、单纤维断裂强力和伸长率的检测。检测结果如表1所示。

表1 高山美利奴羊羊毛品质检测结果
3 高山美利奴羊羊毛试纺加工过程
3.1 洗毛
将19包污毛通过汽车快运至常熟市汇丰毛条有限公司进行洗毛和制条。本次洗毛共投入污毛2 001 kg,经过以下洗毛程序:原毛—开松—预洗—洗毛—烘干,共取得洗净毛982.2 kg,洗净率为49.09%。
本次试纺羊毛纤维较细,强力相对较低,开松过程要注意开松机的速度、重复开松的次数,以免损伤羊毛。这批羊毛是未穿衣羊的羊毛,沙土和草屑较多,含油脂7 %左右,这类油脂的乳化性能差,熔点高,沙土中钙、镁离子含量较高。因此,洗涤过程中使用去油去污能力较强的表面活性剂,而对洗涤液的碱和水温做了严格控制,防止纤维的损伤和黏结。
经过洗涤后该批毛洗净没有出现黏结,外观整体洁白、蓬松,洗净毛含油率达到0.7 %,与相同规格的澳毛几乎无差异。但是,可能是原毛分级过程把关不严,个别毛包中混有少量边肷毛。因此,组织人员对洗净毛进行了一次分拣,共拣出边肷123.4 kg,为了不影响后道工序和成品的质量,这些毛被单独剔除,不用于毛条加工。
3.2 毛条加工
毛条生产在常熟汇丰毛条有限公司进行,原毛洗涤、挑拣后用于毛条生产的洗净毛共计852.8 kg,洗净毛经过开松—和毛—针梳—精梳—成条工艺过程,加工毛条共计717.9 kg,毛条的制成率为84.18 %,精梳过程短毛数量为112 kg,短毛率为13.13 %。
3.2.1 和毛 为防止羊毛缠结和飞毛现象,保持纤维蓬松,洗净毛开松后,添加和毛油和抗静电剂,油水比约为1∶12,闷毛24 h以上,确保油剂均匀渗透,为后道针梳打好基础。
3.2.2 针梳 为减少纤维的机械损伤,对针梳机的隔距进行了适当调整,并调节了车速和梳理部件速比,保证了出条毛网均匀、清晰。
3.2.3 精梳 本批未穿衣羊毛草屑等植物性杂质较多,且羊毛纤维较细,在成条过程中容易产生毛粒,我们选择了先进的精梳生产线,加大了圆梳最后几排针的密度,经过2遍精梳,最大限度地梳去毛粒和草屑,并严格控制整个精梳过程中的温、湿度,以减少纤维损伤,降低落毛率。
3.2.4 成条 经过以上工序,制成的毛条纤维长度和毛粒得到了很好的控制,毛条中纤维平均细度18.78 μm、细度离散23.74 %,纤维平均长度达8.5 cm、长度离散12.15 %,短毛率2.2 %,毛条单位重量19.85 g/m,重量不匀率为1.3 %,草屑含量0.39只/g,不含毛片,毛条含脂率0.68 %。
3.3 防缩
本次试纺的终端产品是超薄精纺针织毛衫,为了不影响毛衫尺寸稳定性,防止在洗涤时缩水、毡化、收缩等,在试纺方案确定时设计了对羊毛毛条进行防缩处理,同时为了体现其优良风格而备受青睐,区别于其他其他纤维的重要特点,特别注意羊毛衫的手感、外观等问题,做到轻薄、舒适。根据这批羊毛的特点,选用变性有机硅类防缩剂,严格控制防缩整理的pH值、时间,并将防缩剂用量控制在2.5 %~7.0%,这样经防缩处理后的毛条基本保持了羊毛应有的手感和风格。
3.4 染色
防缩毛条染色前要冲洗干净,由于其表面包覆有阳离子柔软剂,所以先用非离子洗剂冲洗后,再用清水冲洗一段时间。染色前对羊毛要进行预中和处理,选用碳酸氢钠中和,因为防缩羊毛通常都呈酸性状态,使起染的pH达到6.5左右。防缩羊毛的染料的亲和力提高,上染速度快,但染色牢度降低,易掉色。为确保染色的均匀,适当降低了入染温度,以控制染料上染,特别是降低初上染率。染色的升温速度要慢,开始阶段控制在1℃ 2 min。深色和浅色的保温温度分别选择70℃和60℃,保温时间选择18 min,以确保染色均匀无花色。另外,由于防缩处理羊毛的染色牢度较低,因此,对染色毛条进行了后处理,也就是染色完毕后降温至始温,再加氨水调节pH值至8.5再升温至50℃并保持10 min后冲洗,使染料充分上染,牢度更好。
经过以上工序,染色后的毛条的数量和质量指标也有所变化,718.03 kg毛条经防缩、染色后取得染色毛条702.52 kg,这两道工序的制成率为97.84%。
3.5 纺纱
根据本批毛条的质量和终端产品要求,本次纺纱设计为72支3股纱。
本批羊毛的单纤维强力较低,容易被拉断,纺纱的重点就是通过恰当的毛纱支数与捻度设计和科学合理的前纺、后纺工艺安排克服单纤维强力低的弱点。前纺生产时采用低车速,并加入复精梳工序。为保证细纱的条干质量,设定前纺时粗纱的出条重量低于粗纱机下定量值。72支纱较细,强力较弱,为确保纱线质量,减少断头,后纺生产时各道采用小张力、低车速、低温蒸纱等工艺,比较顺利地完成了72支3股纱的生产,共生产纱线639.3 kg,成纱率91.0 %。
3.6 织造
羊毛纱织工艺选择要减少织物表面疵点和羊毛纱线损伤,减少织造时采用剑杆织机进行。采用飞穿,以减少经纱间摩擦和张力,提高效率,减少织疵。
根据试纺设计,男式毛衫选用T恤衫,女式毛衫选用U领衫,通过试验测算,男衫每件用纱约280 g,分深紫色、浅灰色、米黄色三种颜色,L(170/88)、XL(175/92)、2XL(180/96)、3XL(185/100)4种规格,女衫每件用纱约250 g,分为浅灰色和紫罗兰两种颜色,L(165/88)、XL(165/92)、2XL(170/92)3种规格。
通过上述织造工艺,成功地完成了1389件男衫和979件女衫。
4 高山美利奴羊羊毛试纺总结
高山美利奴羊羊毛主产于高寒牧区,而且本批羊毛选择的是日常放牧过程中没有穿羊衣的羊只,被毛中草屑、砂土较多,污染率高;另外套毛除边不彻底,分级不严格,套毛中含有少量边肷毛,因此,原毛洗净率相对较低。但被毛油汗纯白,含量适中,弯曲正常,纤维长度较好。洗净后毛纤维蓬松不黏结,颜色洁白,不含粗腔毛、色毛及异性纤维。
将本批试纺加工的毛条与相同细度一等自梳外毛毛条的相关质量指标进行了对比研究,结果如表2所示,从表中可以看出,本批试纺加工的毛条除细度离散、毛粒含量稍大外,其他指标均优于一等自梳外毛毛条,特别是平均长度、长度离散和短毛率明显优于一等自梳外毛毛条。
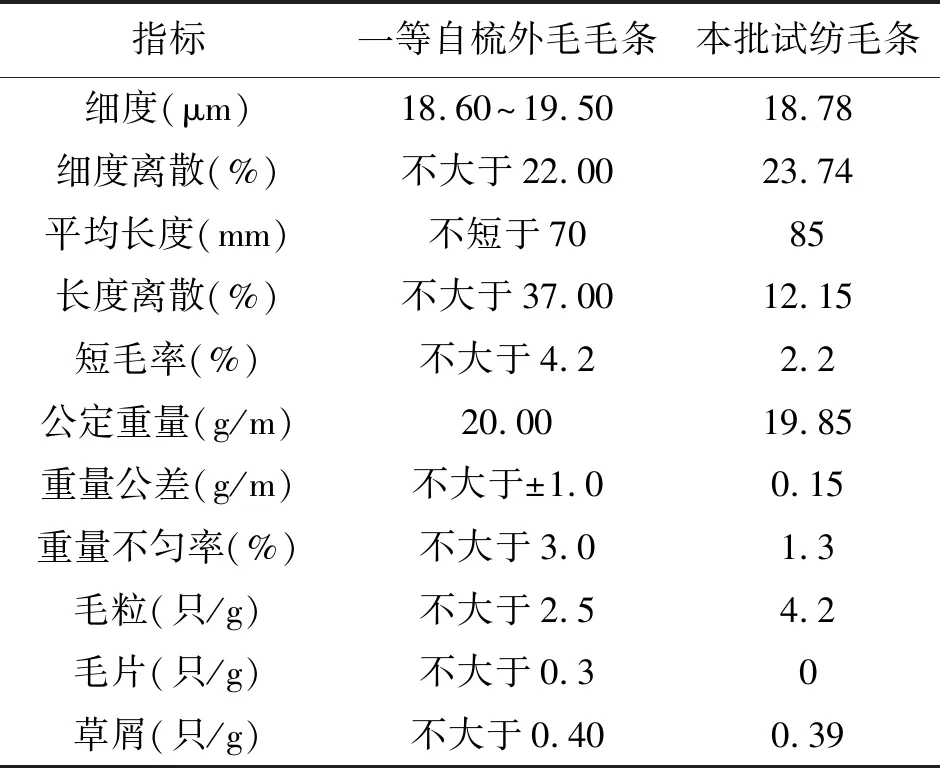
表2 本批试纺毛条与相同细度一等自梳外毛毛条技术指标比对
高山美利奴羊毛毛条在防缩、染色、制纱及织造过程中工艺性能良好,生产的精细度(μm)纺超薄纯毛毛衫色泽纯正柔和,手感柔软舒适、无刺痒感,不褪色,不缩水,不起球,是一款适合于贴身穿着的高档毛衫。
5 高山美利奴羊羊毛试纺加工结论
本次试纺共投入含脂超细原毛2 001.00 kg,经过洗毛获得洗净毛982.29 kg,洗净率49.09 %。对洗净毛进行分拣的过程,共拣出边肷毛123.40 kg,用于毛条生产的洗净毛共计858.89 kg,加工毛条718.03 kg,制成率为83.60 %,经纺缩、染色后取得染色毛条702.52 kg,制成率为97.84 %;制成72支3股纱共639.30 kg,成纱率为91.00%。通过试验测算,男衫每件用纱约280.00 g,女衫每件用纱约250.00 g,共织造男式T恤衫1 389件,女式U领毛衫979件。
通过本次试纺试验,我们发现,高山美利奴羊毛的纺织性能优良,与相同规格的澳毛相比,除个别性能稍有差异外,大多纺织性能与澳毛接近,甚至优于澳毛。
