某电磁继电器触点同步时间超差分析及对策研究
2023-12-24安虹铭高冬冬王剑飞
安虹铭,高冬冬,付 斌,王剑飞
(1.贵州航天电器股份有限公司,贵州贵阳,550009;2.哈尔滨工业大学,黑龙江哈尔滨,150001)
1 引言
电磁继电器是实现控制目标、信号传递、电路隔离的关键元器件,在自动控制系统、电力保护系统以及通信系统中,起控制、检测、保护和调节作用,是国防尖端技术、先进的工业和民用设备不可或缺的基本元件之一[1-2]。电磁机构和接触系统是电磁继电器的两个重要组成部件,装配完成后两者均被密封在金属壳内,所以继电器触点压力、超行程等机械参数在激光封焊后无法测量。性能良好的继电器,线圈加电后产生的吸力特性曲线和簧片产生的反力特性曲线必须匹配良好,这种配合关系到电磁系统的效率和继电器工作的可靠性[3-4]。因此,要求继电器各触点组机械参数和电气参数的一致性是保证触点系统动作一致性和可靠性的前提。
触点同步时间是指继电器具有两组以上触点对时,第一个触点对接触(断开)时的吸合值(释放值)与最后一个触点对接触(断开)时的吸合值(释放值)的时间差。触点同步时间超差(>1ms)严重影响了产品触点动作的一致性和可靠性,同时因触点同步时间超差剔除也影响产品的合格率,增加生产成本。本文针对某电磁继电器触点同步时间超差问题进行分析,结合继电器吸、反力特性曲线对触点压力、超行程等机械参数进行优化,从而提升继电器触点参数的一致性,有效控制该继电器触点同步时间超差问题。
2 同步时间超差原因分析
本文研究电磁继电器为衔铁旋转式结构,具有四组转换触点,通过对装配过程的10只同步时间超差产品进行机械参数测试并激光封壳后使用继电器测试仪记录同步时间如表1所示。
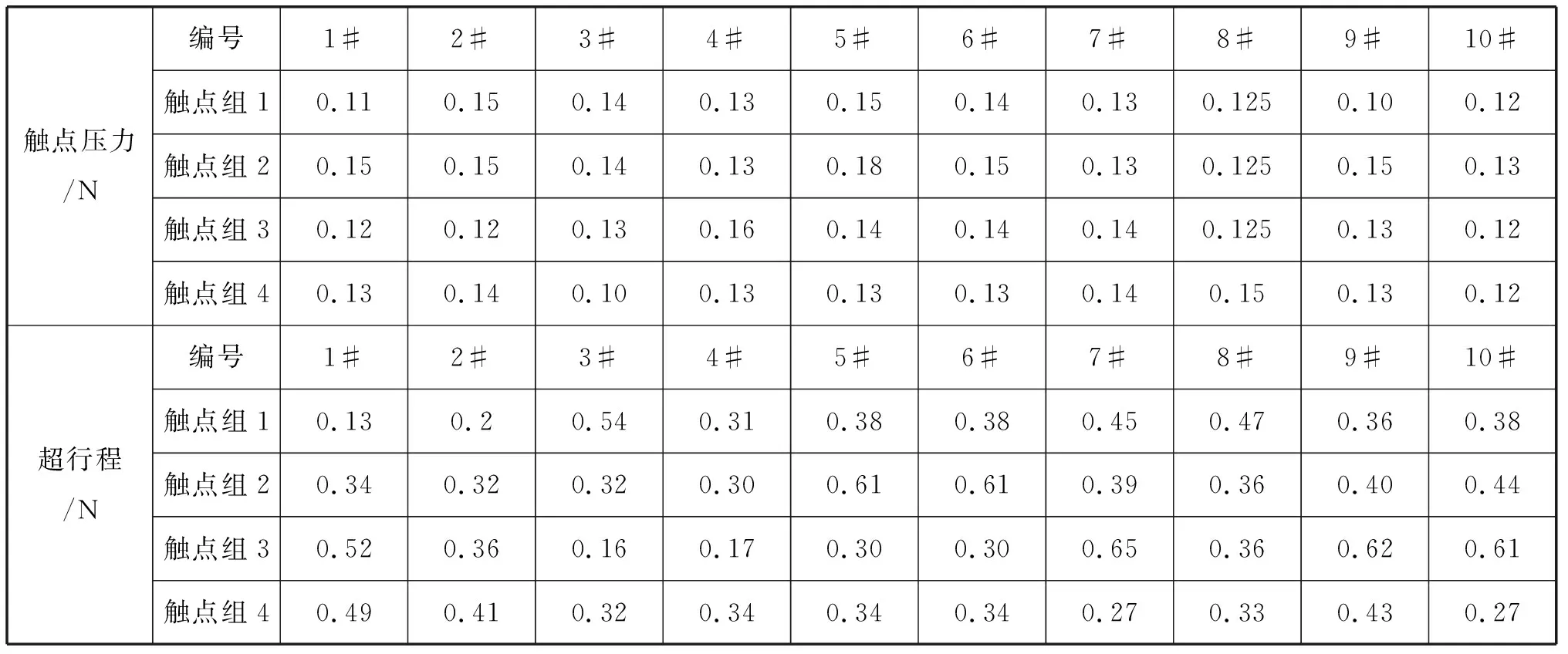
表1 同步时间超差产品机械参数记录情况
从测试数据可以看出,同一继电器的不同触点组其触点压力和超行程等参数一致性较差,结合产品装配过程及调试参数分析,触点压力及超行程等机械参数一致性是否良好是影响触点同步时间的关键参数。对同步时间超差产品进行吸、反力特性曲线绘制如图1所示。
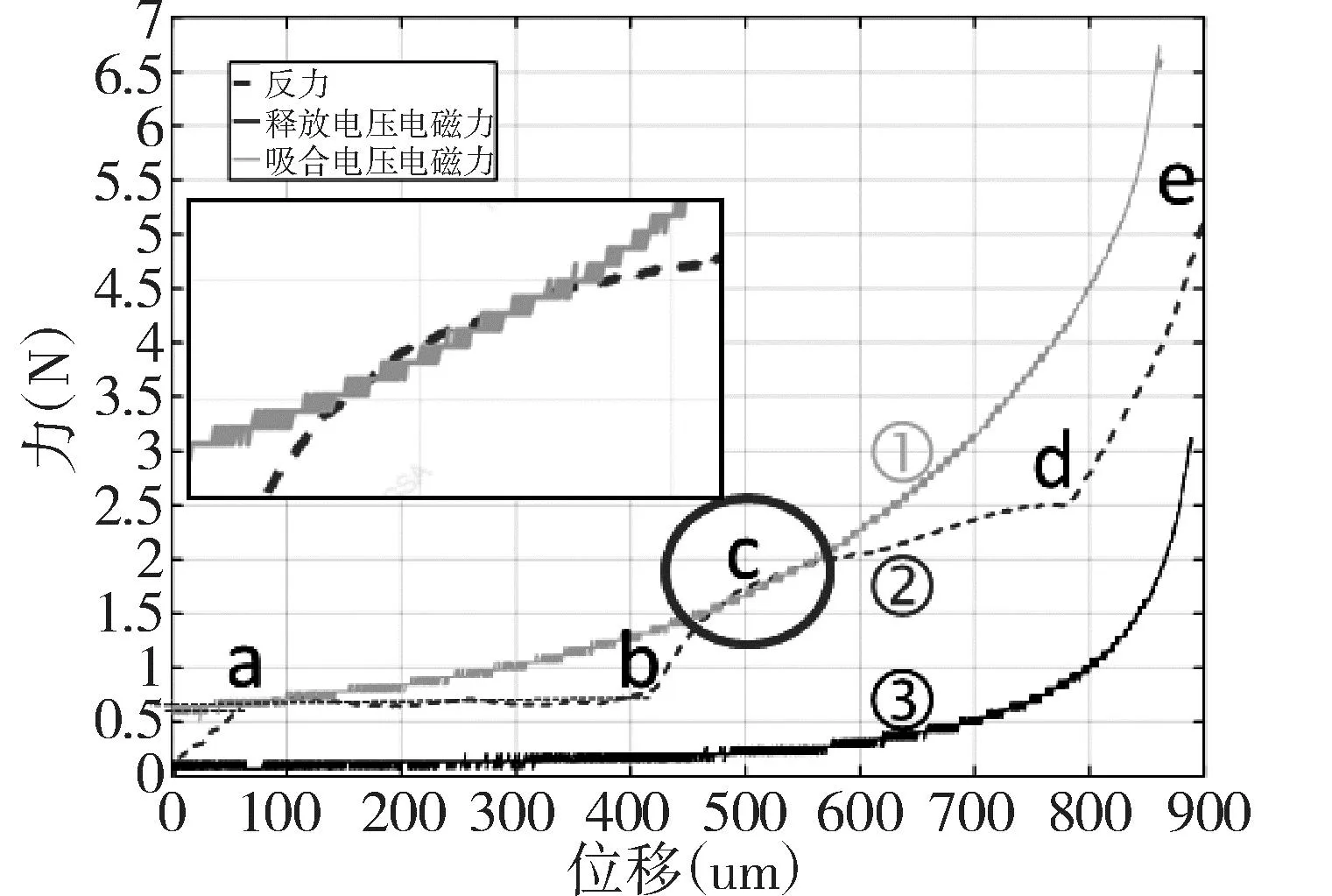
图1 不合格产品吸反力特性匹配曲线
从图1中圈圆处放大图可以看出吸力曲线与反力曲线存在明显的交叉,说明产品在吸合过程中衔铁存在被卡住的现象,即二次吸合现象,引起触点组吸合时间延长,受不同触点组簧片反力一致性影响最终出现同步时间超差现象。
3 采取有效措施及效果
3.1 根据电磁吸力公式
(1)
式(1)中,IW为安匝值,μ0=1.25×10-6H/m (常数),μb为工作气隙的磁压降,Sb为气隙面积,δ为工作气隙。
忽略产品吸合时的磁压降、气隙面积及工作气隙情况下,继电器电磁吸力与线圈安匝值成正比,根据安匝值计算公式:
(2)
在线圈额定电压、线径、匝数等一定条件下,适当降低线圈电阻以增大线圈安匝值,从而提升电磁吸力。该继电器线圈电阻为1000(1±10%)Ω,根据理论分析线圈电阻按工艺规定下限进行控制。
3.2 触点压力控制
对同步时间合格产品的触点压力进行测试并绘制如图2所示,从图2中可看出触点压力主要集中在(0.10~0.12)N范围,根据测试结果将触点压力规定在(0.08~0.13)N范围。
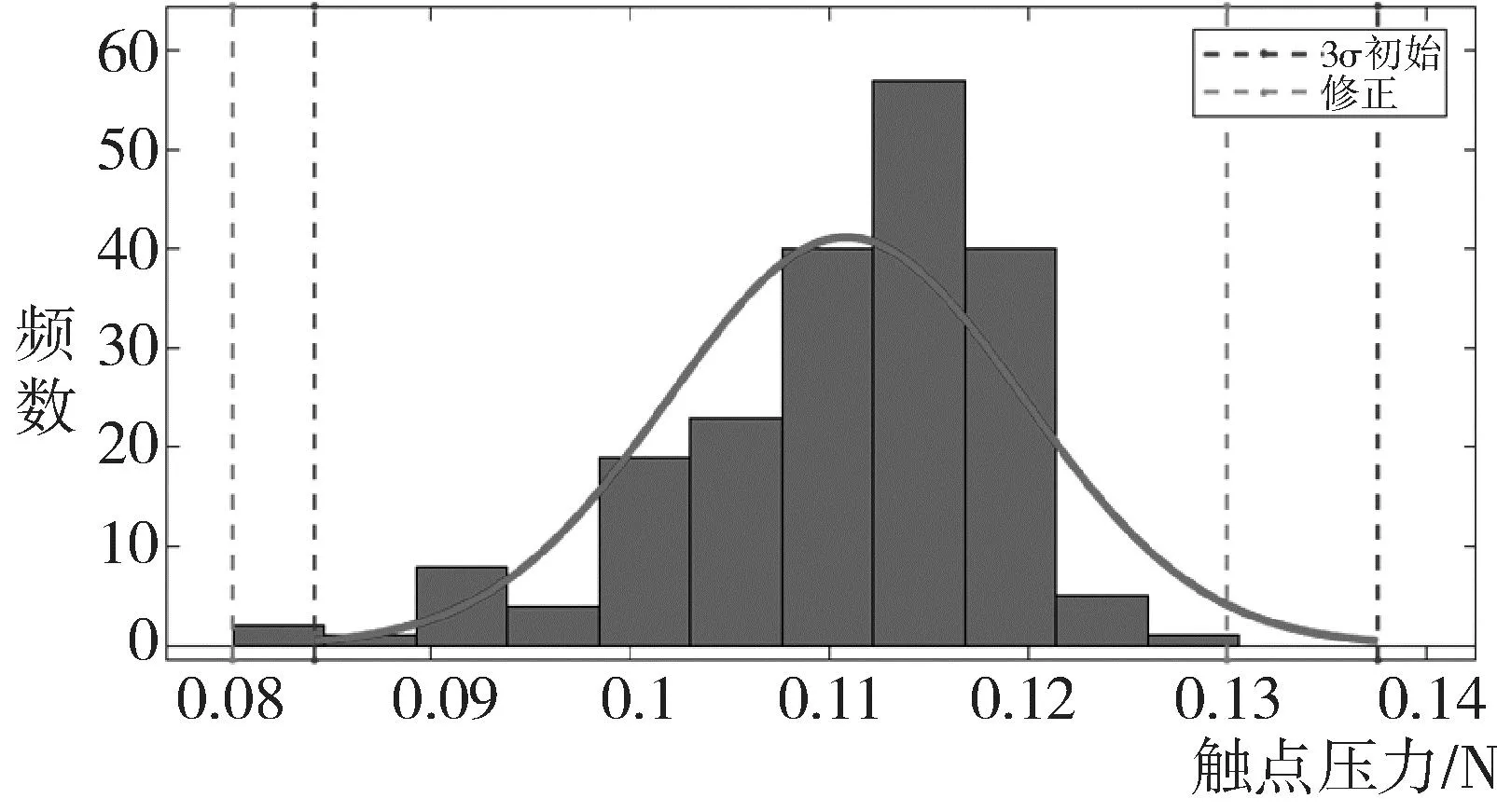
图2 生产过程触点压力统计分析图
3.3 超行程控制
对同步时间合格产品的触点超行程进行测试并绘制如图3所示,从图3可看出触点超行程主要集中在(0.25~0.50)N范围,根据测试结果将触点超行程规定在(0.20~0.50)N范围。
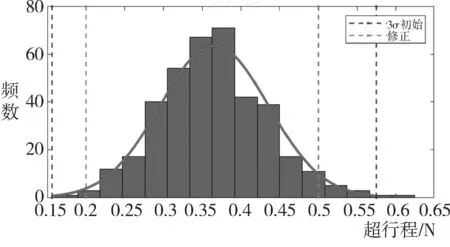
图3 生产过程超行程统计分析图
通过对产品线圈电阻、触点压力及超行程等参数作了明确规定,调试时控制不同触点组各机械参数的一致性,最后通过测试触点同步时间超差问题得到有效控制。
对参数优化后触点同步时间合格产品的吸反力特性曲线进行测试并绘制如图4所示。
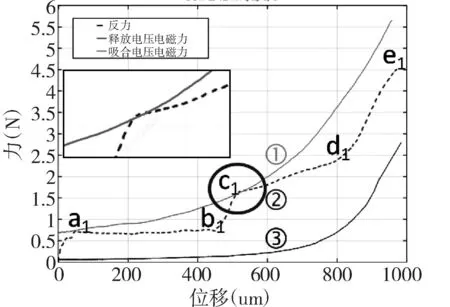
图4 合格产品吸反力特性匹配曲线
对图4曲线各阶段进行简单的阐述:
(1)在a1点,衔铁处于释放位置,作用于复原簧片的初始反力Fa1是保证继电器受到振动、冲击或加速度等外力作用时,衔铁不至于产生误动作。
(2)衔铁从a1运动到b1点,其行程对应为推动球与动簧片之间的间隙,即衔铁在自由行程阶段仅需要克服复原簧片的反力,对应曲线为a1b1段。
(3)从b1点开始,推动球与动簧片开始接触,一直运动到c1点,相对应为静触点的跟踪,所克服的反力是动触点对静触点的压力和复原簧片反力之和,故曲线斜率突增,对应曲线b1c1段,在c1点动触点与常闭静触点开始分离。
(4)衔铁从c1点运动到d1点,这段距离与触点间隙相对应。衔铁所受到的力是动簧片的弯曲变形反力与复原簧片反力之和,对应曲线c1d1段,在d1点动触点与常开静触点开始接触。
(5)衔铁继续从d1点运动到e1点,这段对应动合触点跟踪,即衔铁的超行程阶段,由此超行程产生一定的动合压力保证动合触点接触可靠。衔铁受到的反力是由动簧片、静簧片、复原簧片三者的反力之和(忽略摩擦力及可动部分重力),对应曲线d1e1段,曲线较陡。
图4中曲线①为吸合电压下的吸力曲线,即线圈安匝值IW=(IW)吸动值时的吸力特性曲线,曲线上所有各点超过反力特性曲线上的相应各点。表示衔铁在各个位置上,作用在它之上的电磁吸力超过机械反力,所以继电器能够吸合到底。曲线③为释放电压下的吸力曲线,即线圈安匝值IW=(IW)释放值时的吸力特性曲线,此时吸力特性曲线上的各点都低于反力特性曲线上的各相应点,表示衔铁在各个位置上,作用在它之上的电磁吸力都小于机械反力,所以继电器的衔铁被释放。从图4可以看出参数优化后电磁吸力有所提升,减少了吸反力的交叉,进而减少了衔铁二次吸合的现象,衔铁运动比较干脆连贯,缩短了继电器触点动作的时间,保证各组触点组的同步性。经过批产验证,采取一系列措施后共生产800套产品,统计其同步时间超差比例由原来的13.40%降低至3.52%,同步时间超差问题得到有效控制。
4 结论
本文通过对触点同步时间超差产品的吸、反力特性曲线进行分析,采取对线圈电阻、触点压力及超行程等参数进行控制,保证了同一继电器不同触点组机械参数的一致性,通过对参数的优化,有效改善继电器吸、反力曲线交叉的问题,避免了继电器二次吸合现象,缩短了产品加电过程的吸合时间,从而控制继电器触点同步时间超差问题,有效提升了继电器触点运动的一致性和可靠性。
