汽车总装车间标准工时制定及优化
2023-12-13杨建康
杨建康
汽车总装车间标准工时制定及优化
杨建康
(南京恒天领锐汽车有限公司,江苏 南京 211200)
目前,随着我国汽车行业的蓬勃发展,国内外各大主机厂把作业标准时间作为生产计划安排的重要依据,都在稳步有效地开展标准工时项目。文章结合本公司量产车型在总装车间装配标准工时的测定,从实际出发,优化标准工时的测定方法,缩短不必要的辅助时间,并且根据测得的标准工时调整相应的装配工艺、岗位编制、物流方案及设备稼动率,有效提升了产线的生产效率及客户满意度,对后续新开发车型的产品结构设计及工艺路线制定具有一定的借鉴和指导意义。
标准工时;辅助时间;物流方案;工艺路线
随着全球新能源汽车市场竞争日趋激烈,各大车企为保证车型能够稳定量产,需加快提升汽车总装装配的效率。汽车总装车间一般由3大装配工段和1个调试工段组成,包括内饰工段(车身线束装配、装饰件装配等)、底盘工段(前/后悬、制动管路装配等)、总装工段(前挡玻璃、轮胎、油液加注等)、调试工段(前束、外倾角、灯光等),各工段由相应的工位组成,每个工位划分成不同的作业要素。汽车装配的工时就由各个作业要素的装配时间累积而成,只有通过对已经测得的作业要素装配时间进行分析,方可对现有的产线节拍、岗位编制、设备能耗、工艺路线、产品设计结构进行提升优化,提高制造效率及产品稳定性,以此来满足市场的需求[1]。车型工时类别分类有:1)出勤工时:作业人员工作时间;2)计划不生产工时:晨会时间、用餐时间、休息时间;3)总生产工时:实际生产作业时间扣除非作业时间;4)停工损失:设备损坏、来料不良等因素导致的时间;5)实际生产工时:除产线停线以外的作业时间之和;6)平衡损失:工艺人员因工艺路线及相关工艺文件制定不完善,导致岗位作业时间存在异常,产线节拍不稳定带来的损失;7)标准工时:各岗位标准时间的总和。
1 关于标准工时
标准工时属于核算生产能力的一种重要方法,并且是在设备调试合格、人员状态稳定、物料合格的环境下测得作业时间,主要由正常时间和宽放时间组成,正常时间为经过专业培训能够熟练作业的生产作业人员,实际完成产品装配所需要的时间,正常作业时间也包括准备时间[2]。宽放时间为用于辅助完成装配所需要花费的时间,宽放时间在一定程度上无法通过正常测定时得到,一般包括拿放物料、身体不适、人员走动及设备停运等,并且根据相关资料表明,目前国内大部分汽车生产制造业已将企业生产标准工时作为制定生产计划和成本预算的重要依据,使用科学的工时定额来制定高水平的生产排产计划,以获得成本优势,在竞争中赢得市场。标准工时的测定需把作业内容进行细致的分解,得到单独的作业要素,对作业要素进行工时测定,然后对每个作业要素测得的时间进行汇总得到该工位的装配作业时间。
根据本公司某车型的一个后减震器装配为例,作业要素分解如表1所示。

表1 后减震器装配作业要素分解
2 关于工时测定
2.1 标准工时测定准备工作
首先需要确定选取测量的车型,对于量产车辆和试生产车型进行区分,还需确定相关装配过程中的分装工位,如底盘工段的前/后悬架分装、后桥总成分装、驱动电机分装,内饰工段的滑门分装、电动压缩机分装等,还包括相关油液加注设备的稳定性及物料摆放工装布置的合理性。测量人员需提前准备好测量时所需用到的工具,如秒表等测试工具。
2.2 记录标准工时
第一步:对作业内容进行作业要素分解,进行标准工时记录,以下对本公司总装车间完成工段的灭火器支架装配工位,进行作业要素分解如表2所示。
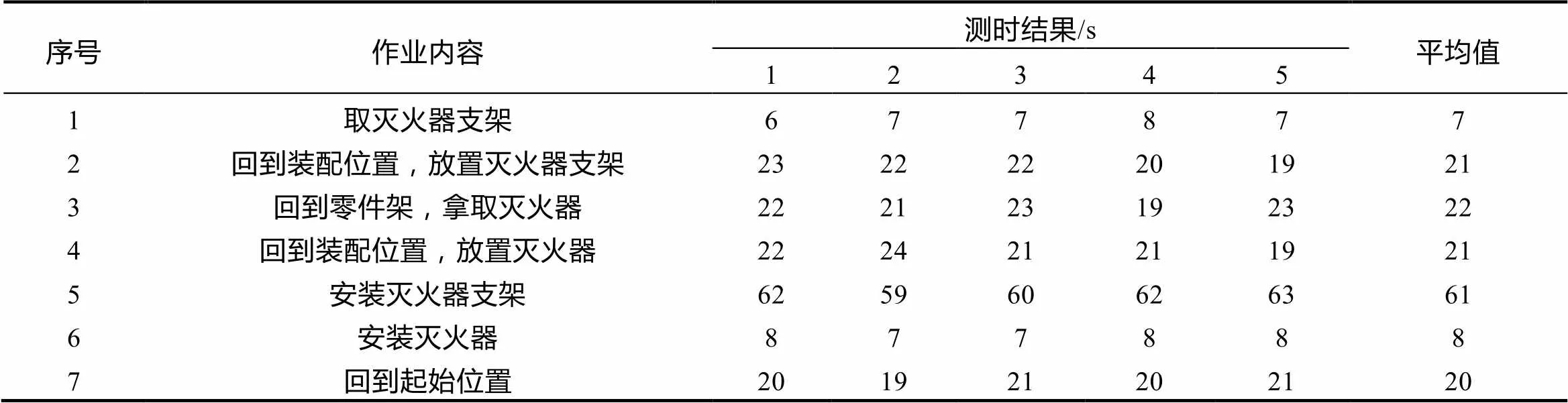
表2 灭火器支架装配工时记录
第二步:将测好的工时记录到工时记录表中,为保证准确性,需多次测量取得平均值,并通过累加各作业要素的时间获得总工时,如表2所示。
第三步:对该工位上的每一个工序进行标准工时测定,后将各工序工时合计汇总成该工位总工时,并且可对每个工序的作业情况进行数据分析,判定是否为饱和及不饱和工位,如表3所示。

表3 工时汇总
2.3 标准工时测定注意事项
1)标准工时测定的有效性、准确性。对各个装配工位进行调研分析,观察一线作业人员的装配方式,工时测定要符合实际的现场的环境,方才可靠有效;
2)工时测定的时间,一般在作业人员稳定工作一段时间之后开始测量,作业人员只有完全的进入工作状态,才能保证测时的有效性;
3)标准工时测量的对象需为成熟的一线作业人员,不可对新进实习员工进行测量;
4)标准工时的测量,需对作业内容多次测量,取平均值[3]。
2.4 标准工时分析
确定生产线各工序的作业时间,与生产节拍进行比较,生产节拍为80 s,如图1所示。

图1 各工序作业时间汇总
通过图1可以得出以下结论:
1)工序1、工序2、工序3、工序7、工序10作业充实度过大,为瓶颈工位;
2)工序5、工序6、工序8、工序9的作业充实度过小,作业不充实。
3 关于标准工时优化方法
3.1 各工位人员配备平衡度优化
通过工时数据分析,可直观的看出与生产节拍相比较,哪些工位属于瓶颈工位,哪些属于不饱和工位。对此,可根据该产线作业人员的身体素质、精神状态、作业难易度等,通过相应的人员结构优化及加强工艺培训等方式优化作业工时。
3.2 基本时间优化
可通优化作业人员的作业手法、引进新设备、新材料、新工艺等方式降低作业时间。如对车身后地板上的相关排气孔、漏液孔、减重孔、防电磁屏蔽孔等的遮盖,可采用胶堵遮盖、磁性堵贴遮盖或采用镀锌板配密封胶的固定形式,3种方法对应的装配工时如表4所示。

表4 装配方法
通过表4可以得出使用胶堵对孔位的遮盖时间花费最少,磁性堵贴的遮盖方式其次,使用 1.2 mm厚度的镀锌板配密封胶的作业时间最长,这就需要结合实际情况,协调相关技术、工艺、质量等部门人员对此进行分析,在能够满足生产节拍及遮盖性能效果的要求下,选择最优装配方式,降低装配时间,提高生产线的装配效率[4],也可为下批车型的设计开发提供参考。
3.3 辅助时间优化
在实际作业过程中,作业员工的辅助作业时间也是影响生产节拍的重要因素,包括来回走动、拿取物料、拿取工具、移动相应工装设备等,现场工艺人员可从以下几个方面进行优化:
1)降低物料转运时间,可采用单车配料、自动导引车(Automated Guided Vehicle, AGV)物料配送方式优化物料运送时间;
2)物料是否合格可以让物料区的人检验,线上员工不需要担心物料损坏问题;
3)车身孔位以及钣金是否变形问题,可以在车辆下线时让专人检验,线上员工不需要自己检查判断是否损坏,节约时间;
4)员工做完自己的所有工序之后,统一对所做的工序进行自/互检签字,新员工需在熟练工指导下完成此过程;
5)一次性拿取自己所做工序的辅料,避免重复拿取;
6)将使用同一紧固件的工序合并到一个工位。
图2为某物料装配人员走动时间展示图,从图中可看出作业人员重复拿取物料、工具、自/互检签字等操作,产生很多的非作业时间,严重影响了作业效率,对作业路线和装配作业方式的优化,显著提高的作业效率,如图3所示。由此可见,执行标准作业及标准作业时间测定的重要性。
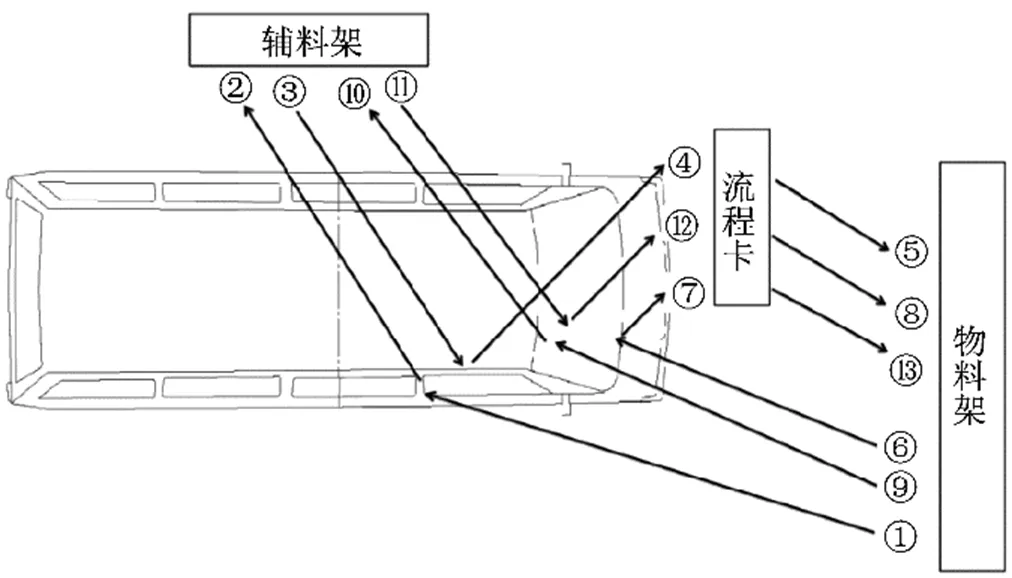
图2 未优化的作业装配路线
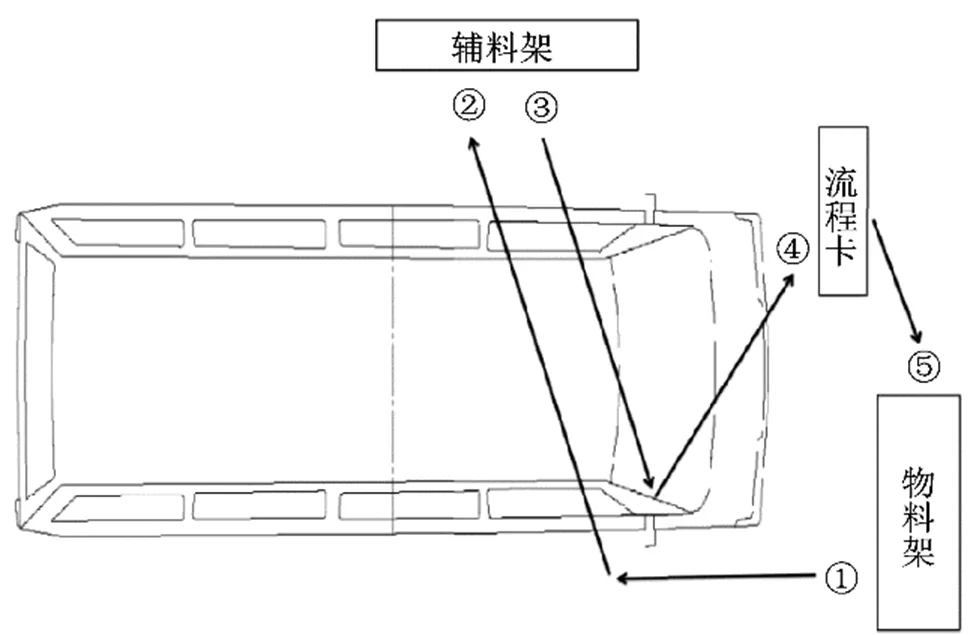
图3 优化后的装配作业路线
4 关于车间数据测时工作开展
1.员工培训
生产部协调工艺部、质量部等相关职能部门,对工时测定人员进行标准化作业培训,包括标准工时概念培训、作业指导书培训、装配工具培训、紧固件/辅料培训等,同时对产线一线作业员工进行标准化作业的宣贯,进行相应的宣传标牌制作,营造出标准化作业的氛围,使一线员工对标准化工时有认知,方可积极的配合工时测定项目的开展。
2.方案制定
为确保测时工作的有效开展,各相关职能部门需协商并同意制定标准工时测时计划,各职能部门进行任务分解并计划完成。
3.优化工艺文件
工艺部门需完善现有的工艺文件,对工艺文件上包含的作业装配方法、关键/特殊工序,工段/工序/工位划分进行内容更新,使其符合实际现场的作业环境,确保工时测定的稳定性、真实性和有效性。
4.工时测定数据核对
对某一车型工时测定后,为验证其有效性和正确性,工艺部、质量部、生产部和技术部等相关部门需进行现场抽查,根据抽查结果测试有效性。
还需对作业过程中的辅助/宽放时间进行细致划分,部分作业工序属于高强体力消耗、精神注意力高度集中的作业状态、对此需制定疲劳宽放等级,然后按精神疲劳及肉体疲劳排序。并协调相关职能部门中有经验人员对宽放时间进行核对检验[5]。
5 关于标准工时的应用效果
1)生产部门可通过车间标准工时的测定,依据生产节拍制定较为详细的排产计划,有助于产线工位的合理划分,减少很多无用时间,提升员工的作业积极性和产线的生产制造效率。还可通过工时数据,确定相应工位的生产作业难度和风险情况,据此制定合理的薪资分配,有效解决粗放型生产带来的各种弊端;
2)根据标准工时可计算产线生产所需的作业人员数量,有助于相关人力资源部门做好人力资源策划;
3)通过在标准工时测量过程中发生的异常问题,可优化相关产线工艺文件,包括装配作业指导书、工艺方案、工艺流程图、特殊/关键工序和控制计划等,能够有效提升相关工序装配作业水平,提升装配效率,缩短产品生产周期[6]。
6 关于标准工时制度优化方案
1)车企应加强内部相关职能对标准工时作业的认知概念,因使用标准工时来指导生产计划安排,能够有效降低产品的生产成本,所以有必要普及标准工时概念。
2)各车型标准工时的建立不是一朝一夕就能完成的,需要相关工艺、质量和生产等部门联合进行工时测定及验证工作,需要具备完善的流程制度,使各部门各司其职,方可使得测出来的工时具有指导意义。
3)因总装车间所需装配物料过多,且各车型物料状态不一致,故标准工时的测量需要工艺人员频繁的到生产现场进行工时测量。
4)相关部门需对测得的标准工时进行研讨和分析,目的在于提高生产车间的产线生产效率,优化人力资源结构和工艺路线/流程,达到降低成本的功效。对后期工时管理的工作开展起到促进效果。
5)随着信息化数字的发展,再结合车辆物料装配的繁杂程度,后期对于标准工时的测定可以引进相关的专业系统软件,通过软件分析,可将庞大的基础数据进行精确、合理地归纳梳理,降低人为主观因素的失误,提高标准工时的准确性。
7 结论
各车企应逐渐加强对标准工时制度的建立及优化,才能在降本增效过程中取得显著效果,同时车企内部对标准工时测定及不断优化的过程,也是企业精益化生产的表现,有助于从根本上提高产品的品质,降低售后市场的异常情况发生。测试测定可以对工艺部门的工艺文件优化提供理论数据支撑,包括作业指导书编制、工装设计和工具选型等,也可作为物流部门改善物流方案的依据,技术部门也可根据相应特殊/关键部位的工时数据进行分析,对后期同类产品状态进行设计方案优化。此外,按作业要素测量的标准工时,后期车企有必要建立符合本企业内部实际情况的工时定额标准及制度。
[1] 吉天平.工业自动化控制的现状和发展趋势[J].汽车世界,2020(16):63.
[2] 尹小庆,张迪,黄文.基于员工工作积极性等级指数的标准时间研究[J].计算机集成制造系统,2014(8):1980- 1986.
[3] 洪翎,王强,赵磊.标准工时测定及分析在汽车总装工艺优化中的应用[J].汽车零部件,2016(8):55-58.
[4] 贾晨辉,张浩,张世翔,等.数字规划验证体系研究与应用[J].计算机集成制造系统,2006(12):1957-1963.
[5] 官云海.企业标准工时定额管理的实践与思考[J].建筑工程技术与设计,2017(26):1780.
[6] 谢庆红,王小彬,潘志霄,等.基于价值流图析的复杂产品装配优化研究:以G公司DM3生产装配优化为例[J].工业工程与管理,2013,18(4):117-121.
The Formulation and Optimization of Standard Working Hours in Automobile Assembly Workshops
YANG Jiankang
( Nanjing Hengtian Lingrui Automobile Company Limited, Nanjing 211200, China )
At present, with the vigorous development of China's automobile industry, major oems at home and abroad take the operating standard time as an important basis for production planning, and are steadily and effectively carrying out the standard working hours project. Based on the measure- ment of standard working hours for assembly of mass-produced models in the final assembly workshop of our company, this paper optimizes the measurement method of standard working hours, reduces unnecessary auxiliary time, and adjusts the corresponding assembly process, position preparation, logistics plan and equipment operation rate according to the measured standard working hours, which effectively improves the production efficiency and customer satisfaction of the production line. It has certain reference and guiding significance for the product structure design and process route formulation of the subsequent newly developed models in the future.
Standard working hours; Auxiliary time; Logistics scheme; Process route
U469.7
A
1671-7988(2023)22-190-05
10.16638/j.cnki.1671-7988.2023.022.037
杨建康(1993-),男,助理工程师,研究方向为汽车车身工艺和新产品开发,E-mail:532978652@qq.com。