TiAl合金与镍基高温合金钎焊连接研究现状
2023-12-12李云月董显沈元勋秦建刘德运赵明远
李云月,董显,沈元勋,秦建,刘德运,赵明远
郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,河南 郑州 450001
0 引言
镍基高温合金具有高强度、高韧性和抗蠕变能力,在高温下具有良好的抗氧化和抗腐蚀能力。合金中Cr,Ti,Al,Co,Fe,Nb,Mo,W和Ta等元素的存在进一步提升镍基高温合金强度,因此该材料被广泛应用于航空航天发动机部件,如导叶、涡轮叶片、涡轮盘等部件均由镍基高温合金材料制备而成。
随着航空航天等高端行业的快速发展,各种飞行器,探测器向高速化、远射程、轻量化、高可靠方向快速发展,对材料性能要求也越来越高[5-7]。以Ti3Al(TiAl)金属间化合物为基体的TiAl系高温合金,因其熔点高、比强度高、密度低、抗蠕变性能好等优点,被认为是制造航天器和飞机发动机最有前途的工程材料之一[8-9]。与目前航空航天领域广泛使用的镍基高温合金相比,TiAl系合金可以显著减轻飞机质量,提高其发射和飞行效率。但是采用TiAl系合金整体加工零件难度很大,并且成本较高。如果将TiAl系合金与镍基高温合金进行连接,则可以同时结合两种材料性能上的优势,并能降低成本,进而实现TiAl系高温合金和镍基高温合金在航空天航天领域的深化应用。
1 TiAl系合金与镍基高温合金焊接性分析
目前,TiAl系合金的连接方法主要有熔焊、摩擦焊、扩散焊、钎焊等[10-13]。在众多焊接方法中,熔焊易产生裂纹、接头力学性能较差;摩擦焊与扩散焊虽然实现了TiAl系合金的连接,但是接头区域组织易长大粗化,导致接头内有众多脆性相生成。钎焊具有操作简单、焊接温度较低、基体不熔化、接头强度高、接头适应性广等优点,将钎焊应用于TiAl系合金的连接,对拓宽其应用范围有着重要作用[14]。
氩弧焊、电子束焊、钎焊和扩散焊均可以实现镍基高温合金的连接[15-18],但由于镍基高温合金中添加了W/Cr/Co/Mo等固溶强化元素和P/S/C/B等微量元素,焊缝裂纹的敏感性将提高,使得焊后显微组织存在成分偏析、脆性相增加等缺陷,这将导致接头力学性能的下降。
对于TiAl合金与镍基高温合金的连接,两种材料的化学成分差异明显,获得良好的焊接接头对TiAl合金与镍基高温合金的有效连接至关重要。两种材料的热膨胀系数也有很大的不同[19-20],在焊接过程中产生的残余应力会使接头力学性能降低。另外,由于Ti的活性较大,与Ni、Al之间容易发生反应[21-22],因此,Al-Ni-Ti体系金属间化合物容易形成,进而导致接头强度降低。
因此,为了成功地将TiAl合金与镍基高温合金进行连接,必须选择合适的焊接方法和工艺,以避免接头残余应力的产生,减少焊缝中金属间脆性化合物相的生成[23-26]。钎焊属于整体均匀加热,引起的应力和变形小,在保证焊件整体尺寸与精度的同时钎焊工艺生产效率高,单次可实现上万条焊缝的连接,并且可实现多个零件同时钎焊。本文对TiAl系合金与镍基高温合金异种金属之间钎焊的进展进行综述,主要探讨钎焊过程中钎料成分及工艺对钎焊质量的影响。
2 TiAl系合金与镍基高温合金国内外钎焊研究现状
2.1 Ti基钎料钎焊TiAl系合金与镍基高温合金
陈波等[27]采用Ti-Zr-Cu-Ni钎料真空钎焊Ti3Al/GH536。由于两种材料成分差异很大,在钎焊接头中产生了Fe-Ti、Ni-Ti等脆性化合物。此外,钎焊接头基体中存在较长的纵向裂纹,严重影响钎焊接头性能。在钎焊温度为960 ℃、保温5 min时,接头的平均剪切强度仅为86.4 MPa。
LI等[28]研究了采用Ti-Zr-Cu-Ni-Fe-Co-Mo钎料在不同钎焊温度和钎焊时间下所获γ-TiAl/GH536钎焊接头的组织和性能。结果表明:γ-TiAl/GH536钎焊接头存在4种界面反应层。当钎焊温度为1 090~1 170 ℃,钎焊时间为0~20 min时,焊缝厚度和接头平均抗剪强度呈先增大后减小的趋势。当钎焊温度为1 150 ℃、钎焊时间为10 min时,接头的抗剪强度最高,达到262 MPa(见图1),断口形貌为典型解理断口,主要由块状Al3NiTi2脆性金属间化合物组成。脆性Al3NiTi2和TiNi3金属间化合物是裂纹产生和接头强度下降的主要因素。

图1 1 150 °C钎焊10 min的接头剪切断裂路径、断口形貌及断口XRD衍射图谱[28]Fig.1 Shear fracture path and fracture morphology of joint brazed at 1150 °C for 10 min;XRD pattern of fracture surface after shear test[28]
Zhang等[29]采用Ti-33Zr-16Cu-13Ni钎料实现了Ti5Si3/Ti3Al复合材料与Inconel 718合金的可靠钎焊。在钎焊温度为900 °C、保温时间5 min时,接头显微组织如图2所示,典型组织为Ti5Si3/Ti3Al/Ti3Al/Ti5Si3+Ti2Ni+α-Ti/Ti2Ni+Fe2Ti/Cr7Ni3+TiNi3+Ni(Cr,Fe)固溶体/Inconel 718基体。最佳的抗剪强度为208 MPa。在600 ℃和650 ℃条件下,接头的高温剪切强度分别达到335 MPa和365 MPa。
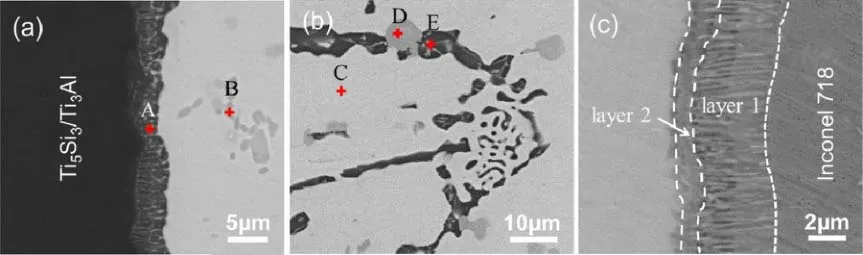
图2 钎焊温度900 °C,保温5min的高放大图像[29]Fig.2 High magnification image of brazing temperature 900 °C and holding time 5 minutes [29]
王华平[30]采用单辊旋浮法制备了TiZrBeCo系非晶钎料,对GH536和TiAl合金进行钎焊,钎焊界面典型结构为:(Ni-Fe-Cr)固溶体/富Ti(Ni-Cr-Fe)固溶体/含有Ti2Ni、NiZr2析出相的TiZrBe共晶组织/TiZrBe共晶组织/富Al(TiZr)固溶体组织/TiAl合金母材的TiAl、Ti3Al。钎焊过程中,非晶态钎料TiZr-BeCo与TiAl合金和GH536母材组元相互溶解、相互扩散并形成新相,这种伴随着扩散而产生新相的反应扩散行为是异质接头获得良好性能的关键。在钎焊温度850 ℃、保温时间40 min时,室温剪切强度达297 MPa。
董多[31]分别采用Ti-28Ni合金钎料及TiCrCuNi非晶钎料对TiAl合金和GH4169进行钎焊。两种钎焊接头形成的典型组织为:TiAl/α2-Ti3Al+Al3NiTi2/Ti2Ni+Ti(s,s)+α2-Ti3Al/Cr(Cr,Ni)ss+Ni(Cr,Ni)ss/GH4169;TiAl/α2Ti3Al+Al3(Ni,Cu)Ti2+Al(Ni,Cu)2Ti/AlCu2(Ti,Zr)+(Ti,Zr)(Ni,Cu)+Ti2(Ni,Cu)/Cr(Ni,Cr,Fe)ss+Ni(Ni,Cr,Fe)ss/GH4169。使用Ti-28Ni钎料连接时,随着钎焊温度的升高,接头的剪切强度先升高后下降。在钎焊温度为1 010 ℃时,接头的剪切强度达到最大,约为183.7 MPa;980 ℃时反应层较薄,接头断裂于GH4169侧的反应区。在1 010 ℃的接头中,GH4169侧反应区的厚度明显增加,其承受载荷能力升高,所以接头强度较高。在更高的钎焊温度下,由于热裂纹的存在,接头强度有所降低。使用TiCrCuNi非晶钎料连接时,随着钎焊温度的升高,接头强度呈逐渐增加趋势,在960 ℃时达到最大值241.9 MPa。在900 ℃、930 ℃钎焊时,接头主要沿GH4169母材附近的反应层断裂;在960 ℃钎焊时,断裂位置转移至钎缝中心处;进一步提高钎焊温度,Ti、Al、Ni等合金元素进一步向钎缝中心扩散,脆性的Al(Ni,Cu)2Ti相体积分数增加,同时在钎焊过程中脆性相发生粗化,钎焊接头的力学性能降低。
许鹏等[32]在Ti-Cu-Ni基钎料中加入La元素,并钎焊Ti3Al合金和GH536 高温合金。La元素的加入不仅降低了液态钎料的表面张力、提高钎料的润湿铺展能力,而且影响了接头的微观组织,改善了接头的力学性能。当La含量为1.5%时,钎焊接头的抗拉强度达到 273 MPa。
Li等[33]以Ti为中间层,实现了TiAl与GH99高温合金的接触反应钎焊。试验研究了GH99高温合金中主要合金元素Cr、Mo、W和Co对接头界面组织演变的影响。结果表明,合金元素主要集中在GH99高温合金相邻区域的(Ni,Cr)ss(γ)相和接头中部区域的Ti3Al(α2)+α-Ti+β-Ti相中。与Ni/Ti/TiAl接头相比,GH99中的合金元素延缓了GH99/Ti/TiAl接头液相的形成。此外,这些溶解在GH99/Ti/TiAl结合部的合金元素不仅是β-Ti相稳定元素,促进了β-Ti +α-Ti +α2相的形成,还能提高GH99/Ti/TiAl接头的延展性和高温性能。
2.2 Ni基钎料钎焊TiAl系合金与镍基高温合金
何鹏等[34]采用BNi2钎料钎焊TiAl基合金与GH99镍基高温合金。钎焊接头的典型界面结构为GH99/γ+Ni3B+CrB+Ti-B/TiNi2Al/TiNiAl+Ti3Al/TiAl,界面组织形貌如图3所示。随着钎焊温度或保温时间的增加,BNi2钎料向基体中扩散的B、Si元素增多,接头中的硼化物含量降低,钎缝中TiNi2Al和Ti-NiAl+Ti3Al厚度增加。当钎焊温度为1 050 ℃、保温时间5 min时,接头的抗剪强度达到205 MPa,接头断裂主要发生在TiNiAl金属间化合物层。钎焊温度或保温时间的进一步增加会导致TiNiAl金属间化合物增多,从而降低连接性能。
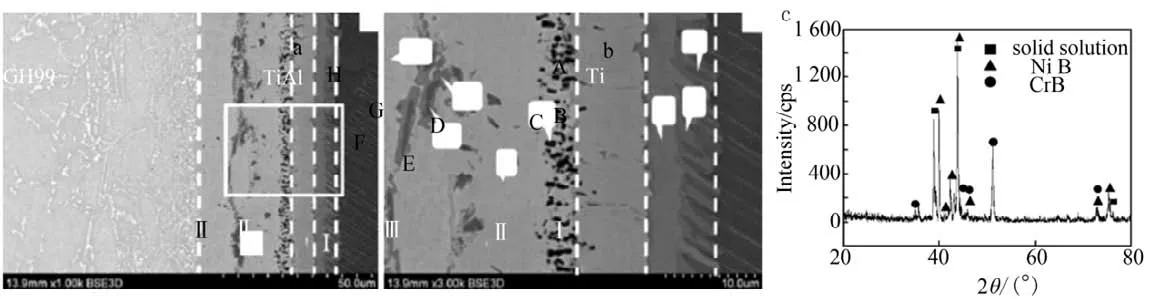
图3 TiAl /BNi-2 /GH99 钎焊接头的界面组织形貌及XRD图谱[34]Fig.3 Interfacial microstructure of the joint brazed at 1050 ℃ for 10 min[34]
Ren等[35]采用NiCrFeSiB钎料对Ti2AlNb合金和GH536高温合金进行钎焊,钎焊接头元素区域分布如图4所示。在靠近Ti2AlNb母材的接头处形成了Ti2Ni(Al,Nb)、AlNi2Ti和TiB2脆性金属间化合物层。这些脆性反应层导致焊缝处显微硬度增高,力学性能下降。通过等温凝固形成γ固溶体,在冷却过程中β1-Ni3Si相在γ固溶体中析出。钎缝中形成了Ni3B、β1-Ni3Si和CrB相。在GH536母材合金的扩散影响区内形成块状和针状的硼化物。Ti2AlNb/GH536钎焊接头在室温下的最大抗拉强度为425 MPa,在923 K时抗拉强度达到373 MPa。
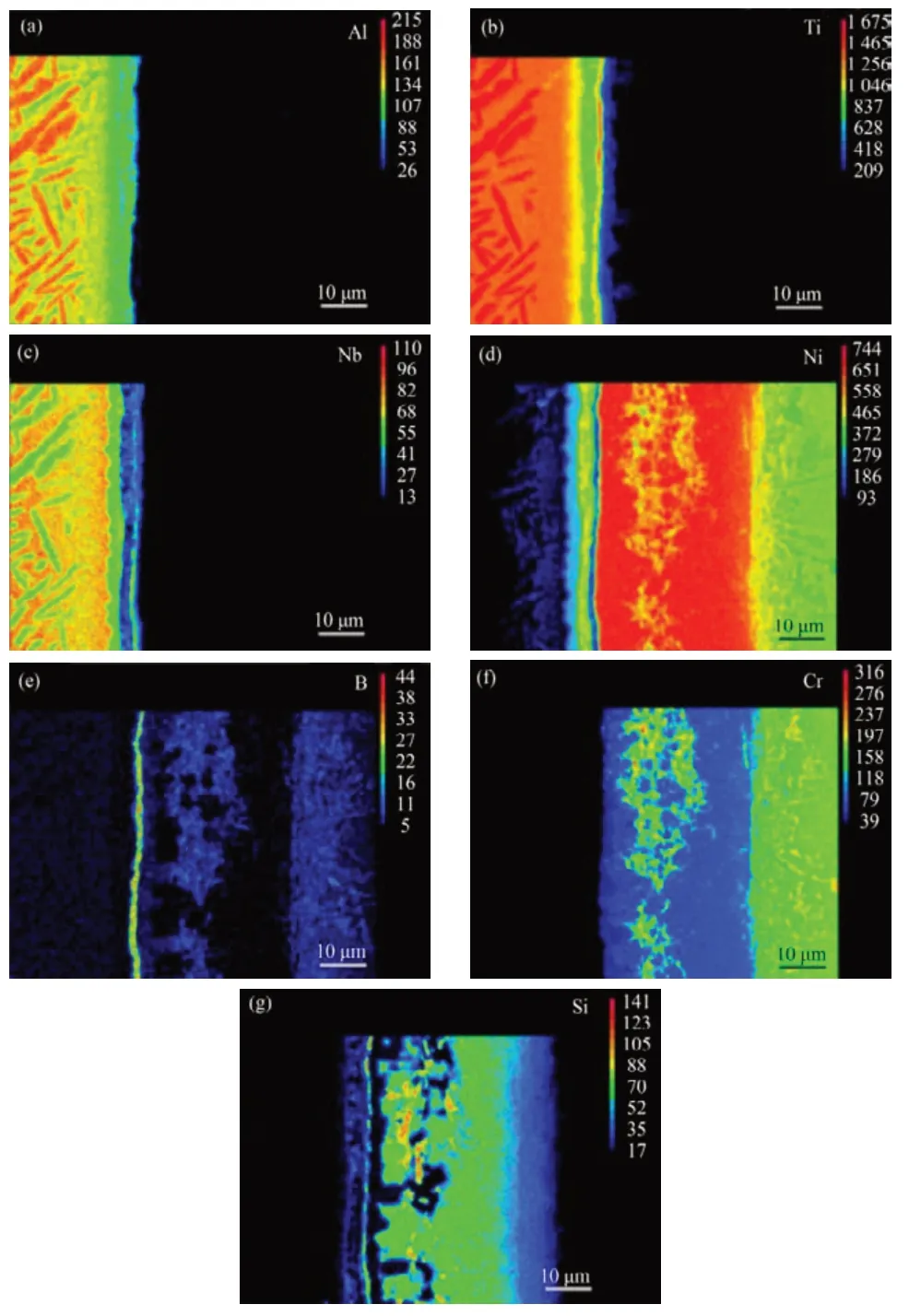
图4 钎焊接头元素区域分布[35]Fig.4 Element area distribution maps[35]
Dong等[36]针对TiAl基和Ni基高温合金钎焊的难点,提出一种新的钎焊方法——热塑性钎焊,采用热塑性键合方法制备了高温(Ni60Nb15Zr15Ti10)98Co2块体金属玻璃(BMG)合金,并将其作为钎料连接TiAl-Ni基高温合金。讨论了BMG在过冷液相区的超塑性填充行为和钎料熔点以下的原子扩散。研究结果表明BMG在过冷液相区发生超塑性变形后,母材与BMG钎料之间首次实现了良好的预结合,如图5所示。在外力作用下,BMG完全填充了界面区域的裂纹和孔洞。接头内新形成的相有两种模式:非晶晶化,钎料与基体合金之间的相互扩散和反应。中间区域首先形成了尺寸较小的等距基体相AlNi2Ti,然后在界面区域形成了NiNb和Ti-Al-Ni金属间化合物。室温和1 023 K下的剪切强度分别高达365 MPa和260 MPa。
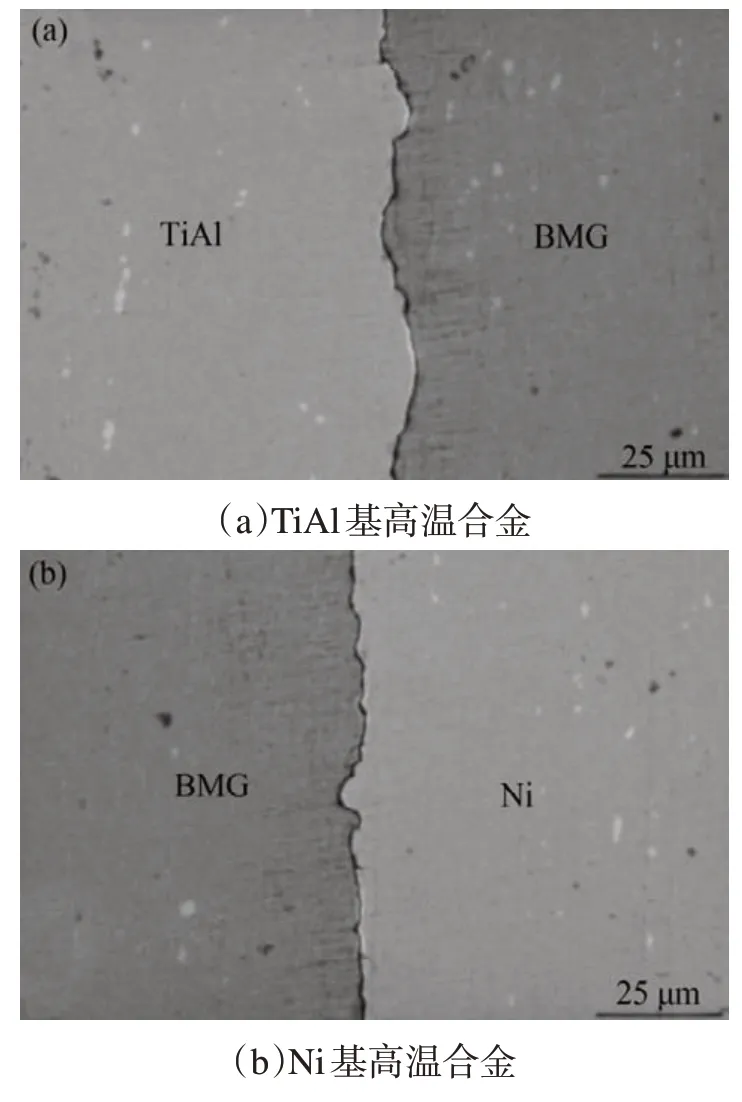
图5 TiAl和Ni基合金在过冷液相区超塑性变形后界面的微观形貌[36]Fig.5 Microscopic morphology of interfaces of TiAl-based and Nibased alloys after superplastic deformation in the superliquid region[36]
胡胜鹏等[37]采用非晶态BNi-2钎料实现了高铌TiAl合金(TAN)与 GH3536 合金的连接,并获得组织和性能良好的钎焊接头。钎焊接头的典型界面组织为 TAN/B2+τ3/τ4+ (Ni-Ti)-B/γ + (Ni-Ti)-B+CrB+(Ni(s,s)) /GH3536。研究了钎焊温度对接头界面微观组织的影响,结果发现BNi-2钎料中B元素向母材中的扩散以及GH3536高温合金向液态钎料中的溶解对界面组织结构演变有至关重要的作用。而随着钎焊温度的升高,钎焊接头扩散Ⅳ区逐渐消失,τ3/τ4化合物层及钎缝区域均逐渐增厚,黑色CrB相发生粗化,细小点状(Ni-Ti)-B含量减少,如图6所示。钎焊温度1 160 ℃、保温10 min时的钎焊接头最大室温抗剪强度为106.8 MPa,在700 ℃高温下的抗剪强度为76.2 MPa,高温剪切强度降低约28.6%,接头均呈现脆性断裂模式。
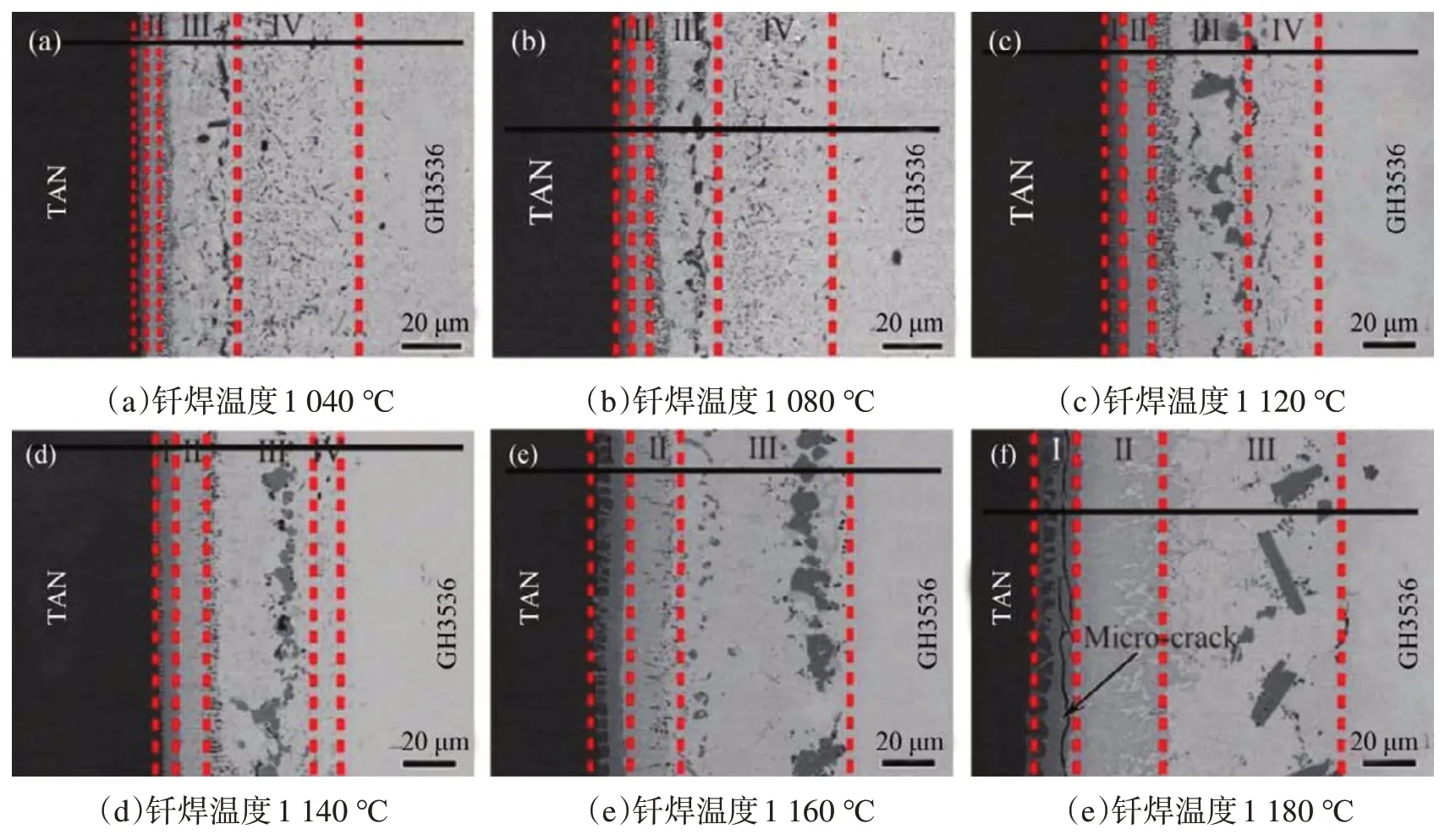
图6 钎焊温度对TAN/BNi-2/GH3536接头界面微观组织形貌的影响[37]Fig.6 Effect of different temperature on interfacial microstructure of TAN/BNi-2/GH3536 joints[37]
Kokabi[38]等研究了用Ni-4Si-3.2B钎料钎焊TiAl合金与IN738镍基高温合金的工艺-组织-强度相关性。分析了固/液反应、凝固现象和固态现象。采用Larson-Miller参数(LMP)对不同钎焊条件(保温时间和温度)下的无热凝固区和反应层厚度进行了测定和分析。结果表明,利用LMP法可以计算粘结温度和保温时间对接头抗剪强度的影响。热凝固区和反应层的大小是控制接头强度的两个关键因素。在较低钎焊温度/保温时间条件下,接头的剪切强度与焊缝中心共晶硼化物的宽度相关。然而,反应层的宽度是在较高温度/次数(即高LMP)下制作的接头强度的主导因素。在LMP最优值处,钎焊接头抗剪强度最高。
2.3 其他钎料钎焊TiAl系合金与镍基高温合金
Sequeiros等[39]用AgCuTi钎料采用活性金属钎焊法实现γ-TiAl合金与Inconel 718连接。钎焊界面典型微观结构为:(Ag)+AlNi2Ti/(Ag)+(Cu)+AlCu2Ti/ AlCu2Ti + (Ag)。随着钎焊温度的升高,界面厚度增加,组织粗化。在焊缝处产生多层界面。接头界面处产生AlNi2Ti、AlCu2Ti等脆性相,钎焊接头硬度从接头的边缘向富含Ag的中心逐渐降低。在钎焊温度730 ℃、保温10 min时,钎焊接头的平均抗剪强度最高为228±83 MPa。接头主要在Inconel 718合金的AlNi2Ti反应层发生断裂。
Ren等[40]采用Au-17.5Ni钎料对Ti3Al基合金与GH536合金进行钎焊连接。Ti3Al/GH536接头组织具有多层结构的特征,如图7所示。Au-Ni钎料中的Ni元素与Ti3Al母材反应生成AlNTi和NiTi化合物。Ti3Al母材中的Nb元素与Ni发生反应,在焊缝中心区域检测到Ni3Nb相。由于Ni基高温合金的溶解,在GH536合金侧可见(Ni,Au)固溶体和富Ni相。在1 253 K钎焊5~20 min后,所有接头室温平均抗拉强度均大于356 MPa。1 253 K/15 min钎焊后的室温抗拉强度最高达434 MPa,923 K钎焊后的抗拉强度最高达314 MPa。AlNi2Ti化合物的硬度区最高,拉伸试验试样的断裂主要发生在该区域。
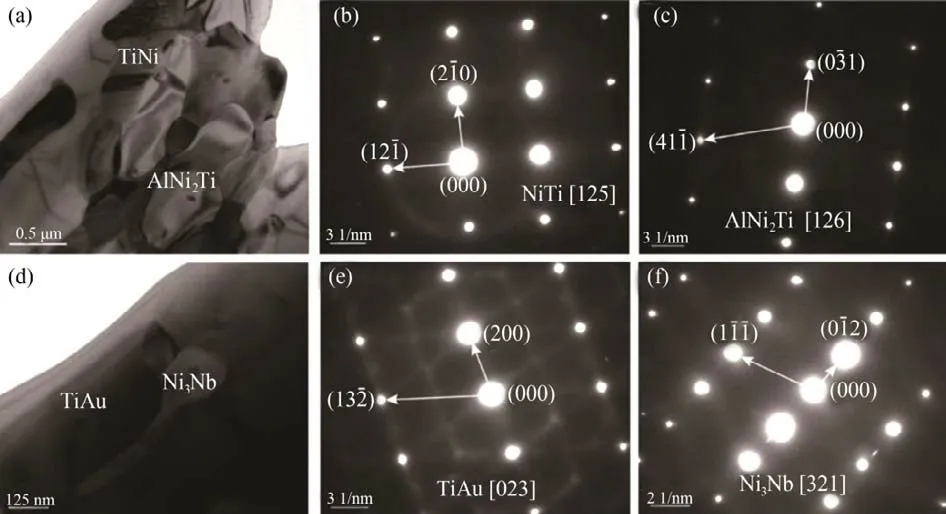
图7 Ti3Al/GH536接头组织多层结构:(a)NiTi和AlNi2Ti相的TEM显微图[40];(b) NiTi(简单立方);(c) AlNi2Ti(体心立方,bcc)相的区域电子衍射图;(d) TiAu和Ni3Nb相的TEM显微图;(e) TiAu (bcc);(f) Ni3Nb(六方密排,hcp)相的区域电子衍射图Fig.7 Multilayer Structure of Ti3Al/GH536 Joint organization
Dong等[41]制备了CuTiZrNi非晶钎料,成功钎焊高Nb-TiAl合金和GH4169高温合金,并研究900~1 020 °C温度范围内钎焊接头的微观结构和力学性能。结果表明,高Nb-TiAl/GH4169接头界面微观结构为高Nb-TiAl合金/Ti3Al+Al3(Ni,Cu)Ti2+Al(Ni、Cu)2Ti/AlCu2(Ti,Zr)+(Ti、Zr)(Ni和Cu)+Ti2(Ni)/Cr富(Cr、Ni、Fe)ss+Ni富(Ni;Cr,Fe)ss/GH4169合金。随着钎焊温度的升高,基体与钎料之间的元素扩散加剧,界面反应层增厚。在960 °C时,接头的最大剪切强度约为241.9 MPa。在较高的钎焊温度下,过多的AlCu2(Ti,Zr)相和粗大的Ti2(Ni,Cu)由于其固有的脆性而导致接头性能恶化。
Dong等[42]制备了非晶态Zr58.6Al15.4Ni20Co6钎料,在不同的钎焊温度和保温时间下进行了TiAl基和Ni基合金的真空钎焊试验。钎焊后由非晶态钎料的界面原子扩散和结晶形成了TiAl基扩散层(DL)、TiAl基结晶和反应层(CRL)、结晶层(CL)、Ni基结晶和反应层(CRL)和Ni基扩散层(DL)五个不同的区域。能谱分析结果表明,钎焊后钎料与基体之间发生了充分的相互扩散,接头中形成了与基体合金不同的细化相,并分散分布在接头中。随着保温时间和加热温度的增加,钎焊接头强度先增大后减小,钎焊接头在室温(RT)和高温(HT)下都具有较高的强度,在30 ℃和600 ℃时的最大抗剪强度分别为353 MPa和214 MPa。
3 结论
经过国内外学者的多年努力,TiAl系合金与Ni基高温合金异种金属钎焊连接研究已经得到一定进展,但TiAl系合金与Ni基高温合金异种金属钎焊仍然存在一些关键基础科学问题和应用技术难点,需要系统深入地开展探索研究。
(1)TiAl系合金与Ni基高温合金的连接由于异种金属之间的物化性能差异巨大,常规的焊接方法使得焊接接头界面处生成大量的脆性金属间化合物,导致焊接接头性能较差。使用钎焊方法实现TiAl系合金与Ni基高温合金的连接有一定的优势,但是尽管采用了不同体系的钎料及不同的钎焊工艺,在钎焊界面处仍会有脆性金属间化合物产生,导致钎焊接头强度低,在高温及大负荷条件下接头性能不稳定。因此,在TiAl系合金与Ni基高温合金钎焊技术研究方面,仍需开发更适宜的钎料成分,并辅助钎焊工艺和设备的改进。
(2)目前机理性的研究较为缺乏,现有研究多为钎焊工艺参数对接头组织性能的影响,并未对接头界面物相形成机理进行分析。探索接头界面各原子扩散行为,构建界面脆性反应层生长机制物理模型,对揭示TiAl系合金与Ni基高温合金异种材料接头形成机理极为重要,也是获得各项性能优质的钎焊接头的关键所在。
