磺化器压盘螺栓专用定力矩紧固工具解决装配问题
2023-11-29林丰
林 丰
(中国石油大庆炼化公司化工生产二部,黑龙江大庆 163700)
0 引言
磺酸盐作业区磺化器由于正常生产中结焦情况较为严重,所以切换清洗作业较为频繁,每5 d 切换一次。每次拆装回装过程中,压盘上的120 枚压紧螺栓需逐一紧固,以往通常是靠普通扳手操作完成的。由于压盘面积较大,螺栓均布于整个压盘,每颗螺栓周围均有其他螺栓孔分布,紧固环节用普通工具作业无法精确掌控力矩。紧固力矩不够,单枚螺栓漏油,单枚紧固过度容易导致周围螺栓松脱,加剧泄漏,费时费力且需反复调整,既延长作业时间又无法确保安装质量[1]。考虑到在精确配合的情况下,每枚压盘螺栓的载荷是均衡的,作业区技术人员借助定力矩紧固技术可以实现螺栓载荷的均衡有效,提高磺化器压盘装配质量。
1 问题分析
压盘通过螺纹作用在每一枚压紧螺栓上的轴向压紧力是确保压紧密封效果的关键,而轴向压紧力是通过作业中的紧固力矩提供的。紧固力矩经由扳手施加,因整个压盘上全部压紧螺栓规格一致,所以螺栓的轴向预紧力值正比于紧固力矩,或者说在整套装配件(压紧螺栓、密封垫圈、压盘螺纹孔)规格一致时,相同作业条件下满足生产进油无泄漏所需的紧固力矩是一致的定值。也就是说,作业过程中的预紧力大小决定了紧固力矩大小,进而决定了装配是否成功、符合安全生产要求。
为增强压盘压紧螺栓与螺孔配合的紧密性,防止松动,以前是逐个螺栓反复用力紧固,保证压紧效果。但是紧力矩过大会损坏螺纹,螺纹连接就会失效,尤其是密封联接的情况下,螺栓使用过程拧紧力矩过大,垫圈受压过程密封时会被压死从而去弹性,螺纹也会受到损伤,但拧紧力矩过小就达不到紧固密封的作用。合适的拧紧力矩对可以有效强化螺栓的压紧密封效果,同时延长螺纹和密封垫圈的使用寿命。
2 解决措施
为减轻工作压力,同时提高作业效率,作业区制作了专用紧固力矩扳手。该扳手通过专用连接件连接力矩扳手与专用紧固工具,再使用扳手对紧固工具施加扭矩,当螺栓上紧到一定力矩值后,力矩套筒内部的机械结构打滑,停止对螺栓继续施力。实现了精确控制紧固力矩,保证在每一枚螺栓上施加的力相同,确保紧固效果,减少泄漏问题,在实践过程中反响较好。
3 工具原理
在实际作业中,定力矩扳手能精确地限定被压盘作用到垫圈上的压紧力,可靠确保磺化器压盘装配的完成(图1)。

图1 定力矩扳手
将定力矩套筒中间轴下端的内六角槽插入专用连接件的六角螺栓头中,然后将专用连接件的定位销插入磺化器压盘锁紧螺母中,底部的4 条条形楔嵌入螺母槽中,然后拧紧扳手对螺栓施加扭矩(图2~图4)。当螺栓拧紧到设定扭矩值时,套筒内的机械结构会滑动,并停止向螺栓施加力。3 组弹簧将金属球挤压进中心轴的凹槽。当扭矩过大时,中心轴坑与金属球之间的接触力增加,沿压缩弹簧方向的分力也会增加,弹簧被压缩,金属球从凹槽中分离,使连接螺栓的中心轴相对于壳体滑动,实现定力矩紧固。定力矩扳手也可以使用蜗轮机构调整蜗轮齿圈。蜗轮齿圈的内侧是一个凸轮,当蜗杆带动蜗轮旋转时凸轮挤压外金属球、调节弹簧的压缩,实现卸载扭矩的微调[2]。

图2 套筒

图3 专用连接件
4 工具优点
专用工具的花状套筒可以扩大的圆滑接触面,更好地适配螺帽,提高作业过程中的容错率和工作效率。扩大的圆滑接触面确保了扭矩可以统一、可靠地传递到螺栓头部,大大减小对螺栓头部的损坏。连接头有如下优点:
(1)易于抓取螺母头,对螺栓尺寸与公差范围容错率较高。
(2)作业中便于力均匀分布于螺栓头部,减少工具对表面的影响,减少施力打滑情况。
(3)从连接件到手柄扭矩传递平稳,提高了对螺栓头部的磨损的容错率,减少扭矩传递不到位导致的螺栓不能跟随工具导致的打滑空转情况。
(4)优化动力分配,实现高效率扭矩传输,通过把力卸在螺栓六角头侧面,减轻点对点压力对螺栓头部的破坏。
5 效果验证
压盘装配作业要保证压紧螺栓的定力矩紧固效果,必须提前做好紧固作业拧紧扭矩的数值确定。
5.1 受力分析
5.1.1 扭矩
扭矩M=FL,其中F、L 表示作用力和力臂长度,则M=30×0.15=45 N·m,M1=30×0.3=90 N·m(图5)。
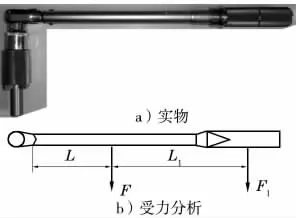
图5 力和力臂对扭矩的影响
在实际作业紧固过程中,作业人将力矩扳手力矩定为90 N·m。压紧螺栓通过压盘螺纹的反作用力将压紧力作用到密封垫圈上,实现密封(图6、图7)。

图6 M45 压紧螺栓和密封垫圈
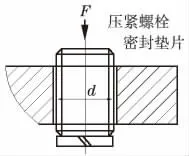
图7 压紧螺栓与压盘配合示意
5.1.2 轴向力
紧固扭矩T=kdF,其中F 和预紧力(以下称为轴向力)d、k表示螺丝公称直径和扭矩系数。实际拧紧时,施加的轴向力应根据压盘和螺栓表面的表面粗糙度而变化,选择扭矩系数应考虑这些因素。k 不是恒定的,通常为0.15~0.20。对于常拆装清理的磺化器,最终确定k=0.2。
压盘上M45 压紧螺栓的拧紧扭矩为90 N·m,k=0.2 时轴向力F=T/kd=90/(0.2×0.045)=10 000 N。
以90 N·m 的扭矩拧紧压紧螺栓时,产生的轴向力为10 000 N,能够满足布油腔密封的需求。
5.2 验证强度
根据螺栓的预紧力计算公式:
式中 As——螺栓在螺纹处的有效横截面积,mm2[3]
σ0——60 ℃时螺栓材料的许用应力,MPa
压紧螺栓外径为45 mm,计算可得Q0=137×1590×10-3=217.8 N·m。
由经验可知,布油腔作用于垫圈油压远小于螺栓预紧力,所以仅需要确保每一枚螺栓紧固力矩等于Q0即可确保密封效果。
6 注意事项
在实际作业中,因磺化器压盘压紧螺栓装配不同于常规螺栓连接,其实际作用力为压紧力而非拉伸力,所以紧固作业需要选用专业的作业人员,防止作业中出现错误操作问题,降低装配质量和效率。在作业前需查看螺栓与压盘螺纹孔之间螺纹副的咬合情况,确认螺纹孔与压紧螺栓是否存在螺纹失效等情况,同时需要确认垫圈是否合格、满足密封需求,如果存在上述问题,即使定力矩紧固合规,仍难以保证装配质量。所以,作业前需检查垫片的规格及材料,并判定分析螺栓初步力矩大小,分析力矩大小是否合适,既不能因为紧固力矩过小导致连接不到位,也不因为紧固力矩过大造成螺栓根部损伤垫圈导致密封失效。具体作业中,需结合扭矩值大小分析选定扳手的型号和扳手力矩的最小值和最大值。在选定扳手的过程中,需要确定实际可以选定的型号。根据扭矩值选定所用的扭矩扳手,应保证扭矩值在选定扳手的能力范围在30%~70%,保证扭矩输出的精准度。
7 结束语
综上所述,确保磺化器压盘装配压紧螺栓紧固作业质量,加强对预紧力的控制十分重要。在装配作业中,应根据作业进度严格把控每一枚压紧螺栓的定力矩紧固。同时,因每次作业存在磨损等情况,每次作业完成后到下次作业前,需重新确认紧固力矩,逐步提升压盘装配作业定力矩紧固的操作标准水平,以确保定力矩紧固专用设备在装置装配作业中的有效使用。
