小批量组装螺钉组件工装的设计和应用
2023-11-23王克明
王克明,郑 涛,王 康,屈 文,孙 虎
(中国工程物理研究院 材料研究所,四川绵阳 621000)
目前,市场上研发的批量螺钉组装机存在体积庞大、结构复杂、能耗高、不易维修、噪声污染严重等问题,无法满足多种型号螺钉组装需求。而小批量组装螺钉组件工装的设计和应用,可以有效地解决以上问题,该装置无需用电控制,仅仅采用简单人工操作,就可以实现200多个标准螺钉、平垫圈和弹垫圈的小批量组合,极大地提高了螺钉组装效率和效果。
1 工装设计
1.1 工装结构设计
工装结构主要是由螺钉层、弹垫层和平垫层3个结构组成,可以直接排列螺钉、平垫圈和弹垫圈。通过设计以上3部分结构,可以精确定位和组合200多个标准螺钉、平垫圈和弹垫圈。
1.1.1 螺钉层结构
螺钉底板和螺钉托板组合剖视图如图1所示。从图1中可以看出,在没有垫片的情况下,螺钉底板和托板之间紧密贴近,两者间距为0,圆形凸台可以直接塞入通孔中,所形成的盲孔深度通常达到4 mm,以保证螺钉阵列设计效果。此外,将两个台面分别安装到螺钉底板顶面左右两角,并将弹簧套在4个连接柱上,在不使用垫片的情况下,可以借助弹力,将螺钉底板压向靠近螺钉托板的位置,确保两者之间紧密相贴,同时,还要将4个腿安装和固定到螺钉底部4个角的位置。

图1 螺钉底板和螺钉托板组合剖视
1.1.2 弹垫层结构
工装弹垫层结构主要是由弹垫定位板、弹垫抽板和弹垫支撑板3个部分组成。弹垫支撑板主要位于最下面位置,其长度、宽度、高度分别为222 mm、177 mm、1 mm,该支撑板的表面阵列100 个通孔,通孔直径为4.7 mm。弹垫定位板主要位于最上方,其尺寸与弹垫支撑板主尺寸相同,该定位板表面同样阵列100个通道,通道直径为4.4 mm。弹垫抽板位于中间,其设计内容与弹垫支撑板类似。
1.1.3 平垫层结构
平垫层设计原理与弹垫层极其类似,平垫层主要是由3层不锈钢板组成。以弹垫层设计相比,其不同点是将100个通孔放置到平垫定位板与平垫支撑板表面上,该通孔直径为5.2 mm。另外,将平垫定位板厚度设置为0.6 mm,在此基础上,还要将小圆孔C和大圆孔螺钉分别设置到开孔槽位置处,同时,平垫圈的外径须大于小圆孔C直径,弹簧圈的外径须小于大圆孔D直径。平垫抽板俯视图及局部放大示意图如图2所示。

图2 平垫抽板俯视图及局部
1.2 工装关键工艺设计
1.2.1 尺寸设计和加工精度
在设置平垫、弹垫定位板圆孔直径时,必须与平垫圈和弹垫圈外径保持一致,以确保平垫圈和弹垫圈定位的精确度,同时,还要确保平垫圈和弹垫圈与螺钉位置共用一个轴心,确保它们能够顺利有效地塞入螺杆。在进行公差加工时,要做好对正公差的调整和控制,加工公差精度应控制在0.06~0.1 mm,确保垫圈可以顺利有效地塞入圆孔。
1.2.2 多规格螺钉批量组装
通过科学地调整和控制本工装关键尺寸,可以确保其更好地满足多种型号盘头螺钉、平垫圈和弹垫圈组装需求。文章以“M3标准型盘头螺钉、平垫圈和弹垫圈”为案例。通过组合螺钉、平垫和弹垫,可以实现对本工装结构件尺寸的有效改变和控制。此外,本工装结构设计,主要用到不锈钢材料和铝合金材料,通过运用机加工方式,可以保证其加工水平。
2 工装应用
2.1 螺钉组件工装应用方法
该工装在具体应用时,需要依次借助螺钉层、平垫层和弹垫层3部分结构,精确定位和排列螺钉、平垫圈和弹垫圈位置,这3部分结构的定位与排列并无特定的顺序,可以依次完成,也可以同时完成。
以“M2.5型工装”为案例,在进行排列螺钉期间,首先,要将多余的M2.5型标准螺钉均匀地置于螺钉层阵列孔表面,然后,采用手持螺钉层的方式,沿着水平方向,对螺钉层进行振动,振动时间控制为6s左右,确保没有参与阵列的螺钉被全部抛出。在螺帽重心作用下,螺钉会进入盲孔,确保所有盲孔均设置相应阵列,使整个阵列成功率达到100%。
在定位和排列平垫圈与弹垫圈时,首先,要将多余的M2.5型标准垫圈或者弹垫圈均匀地置于弹垫或者平垫定位板表面,然后,采用手持弹垫层或者平垫层的方式,沿着水平方向,对其进行振动,振动时间控制为7s 左右,再使用毛刷,将多余的平垫圈或者弹垫圈全部扫除。此时,弹垫层或平垫层已100%成功排列完毕。同时,要根据平垫圈和弹垫圈厚度,调整和控制弹垫或者平垫定位板厚度,确保由于弹垫或者平垫定位板圆孔中仅塞进一个平垫圈或者弹垫圈。
当以上3部分结构均完成螺钉组件阵列处理后,就进入了组合环节。
(1)需要将阵列好的弹垫层4个定位孔与螺钉层4个定位柱对准,并将这些定位柱依次套入置于螺钉托盘。
(2)将100个螺钉、螺杆分别穿过弹垫圈孔、小圆孔确保弹垫圈孔内塞入相应的弹垫圈。
(3)使用双手紧紧握住弹垫抽板的把手位置,向外拉出一部分的弹垫抽板,然后取走弹垫层。穿平垫圈的工序与弹垫圈相同,当穿平垫圈和弹垫圈工序结束后,说明螺钉组件组装完成。
2.2 工装应用效果
目前,本工装被广泛应用和推广于多种小批量产品装配中,通过对其进行计量测试,显著提升本工装装配效率。在进行工程实测期间,发现组装100个螺钉组件所用时间为157 s,经过计算发现,螺钉装配速度达到1.57 s/个。但在纯手工装配模式下,单个螺钉装配花费时间为11 s,该数值幅度波动较大,这主要依赖于操作人员的熟练程度和专注程度等多种不可控因素。与手动螺钉组装模式相比,采用本工装组装螺钉效率提升幅度计算公式如下:
从式(1)中可以看出,采用本工装组装螺钉效率提升约600%,约为手动组装效率的7倍多,这说明本工装设计和应用,可以最大限度地提高小批量组装螺钉效率和装配质量。
此外,为保证文章中工装应用效果,通常还使用一种软态合金的过盈螺钉拧紧装置。该装置主要由螺套、一字旋具、半圆锥环3个部分组成。过盈螺钉拧紧装置组成如图3(d)所示。
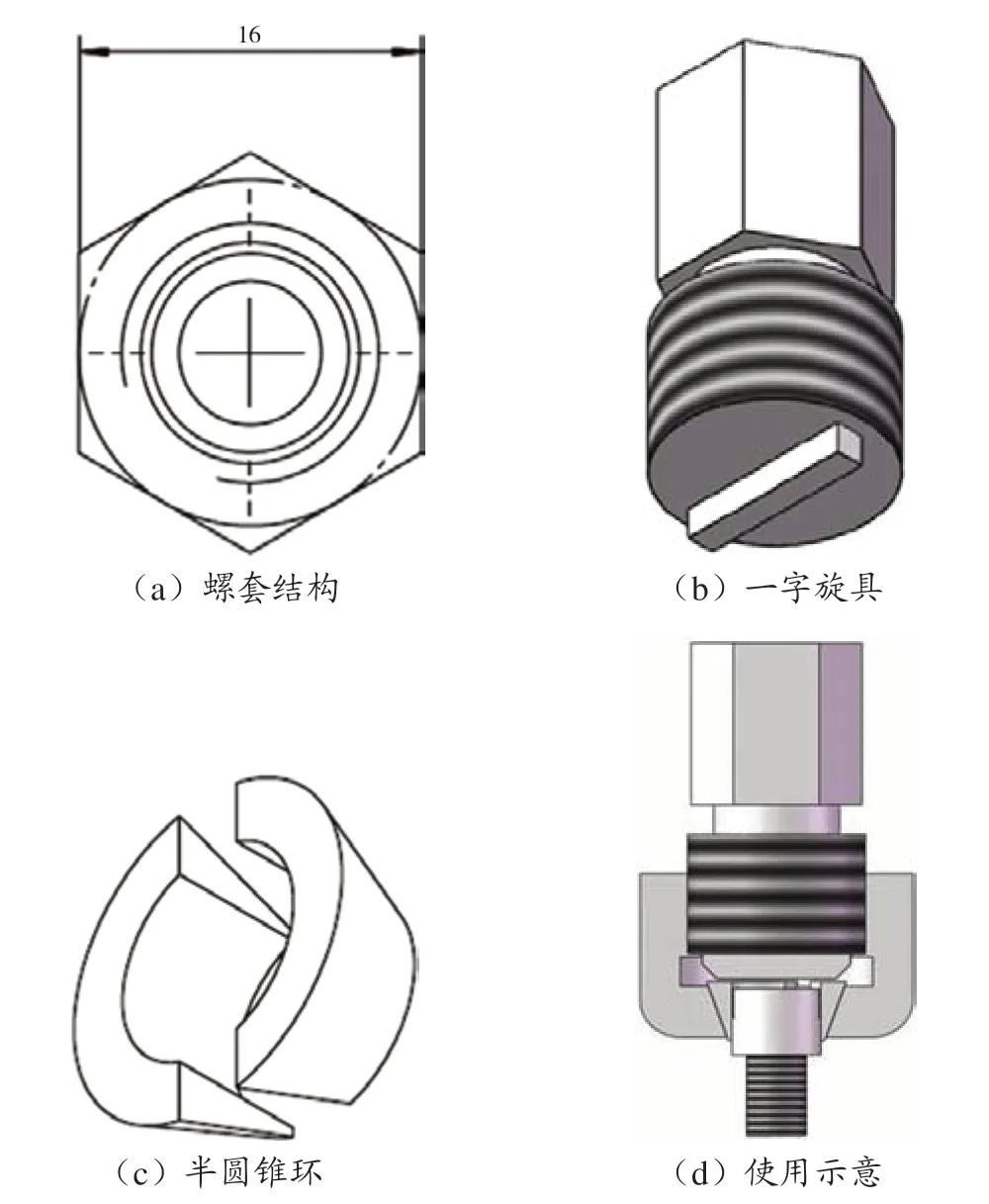
图3 过盈螺钉拧紧装置组成
由于文章中所述的螺钉均为过盈螺钉,存在装配力矩大,螺钉易变性的情况,如图4所示。螺钉变形后会造成螺钉头外径变大,以M4圆柱头螺钉为例,6 mm 的圆柱段外径会增大到0.05~0.15。螺钉头部的不规则变形会造成安装位置不准确。

图4 过盈螺钉变形情况
为解决上述问题,保证装置运用效果,过盈螺钉装配时均使用该拧紧装置。本装置对螺钉头圆柱面产生压力,控制圆柱螺钉头的变形,其次通过半扣锥环和圆柱面的压力产生的静摩擦力对过盈螺钉旋紧产生辅助作用。柱面的静摩擦力可以让本有8 N.m 的拧紧扭矩力分担在圆柱面上。从而让作用在一字槽的变小从而让圆柱头的螺钉变形更小。在螺套和一字旋具相互旋紧时,半扣锥环和对螺钉柱面产生的压力大小决定于拧紧螺套和一字旋具的拧紧扭矩。
(1)将拧紧力设置为10 N,同时确定锥度和螺纹导程。而锥度越小夹紧力越大,当夹紧力过大时,会增加螺纹取出难度。螺套内螺纹配合一字旋具的外螺纹产生的轴向力,并借助螺套的锥面和半扣锥环的锥度,可以计算出径向压力。以上计算过程通常用到如图5所示的仿真模型。

图5 仿真模型
(2)在拧入合金钢时,按照国标过盈螺钉装配扭矩为8 N.m,选用一字头螺丝,让螺钉产生变形,从外观上看可以增大张口圆柱头外径,并保证圆柱头螺钉外径变形不能超过0.02 nm。
3 结束语
综上所述,文章设计了一种小批量组装螺钉组件工装,本工装具有结构简单、操作便捷、易维护、成本低等特点,仅仅采用简单人工操作,可以一次性高效率、高标准地装配小批量螺钉组件。本工装在具体应用时,可以对螺钉层、弹垫层圆孔直径、厚度等尺寸进行实时改变和控制,完全符合不同尺寸螺钉组件组装需求。与手工组合模式相比,本工装的运用可以显著提升螺钉配件效率,使其效率提高600%。
