高铁连续梁转体不锈钢壳合龙施工技术
2023-11-17丁进福DINGJinfu
丁进福 DING Jin-fu
(中铁建二十五局集团第四工程有限公司,柳州 545007)
1 工程概况
1.1 工程简介
新建南玉铁路是设计时速350km/h 高铁,连接南宁至玉林,远期可延伸至深圳,是“南深高铁”的一段,福庆特大桥位于广西南宁市五合社区境内,桥梁全长945.16m,设计为双线高速铁路桥梁,其中11#墩~12#墩采用(60+100+60)m 连续梁跨越湘桂线2 股道,先采用挂篮对称悬臂灌注连续梁,然后再转体就位,转体到位后在两股道间施做2m 合龙段。
转体连续梁位于曲线半径R=11000m、桥面纵坡为17.9‰,梁体为单线单室,桥面宽12.6m,底板宽6.7m,截面中心线处梁高为7.835m,梁底部分设计为二次抛物线变化,0#块中心和边跨梁端梁高4.85m。11#墩梁翼缘板边离湘桂铁路上行线20.46m,12#墩梁翼缘板边离湘桂铁路下行线20.04m,单侧“T 构”转体长度为98m,转体角度43°,转体重量6000t。(图1-图2)
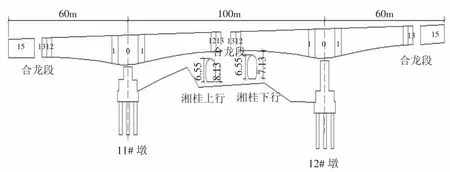
图1 转体主桥立面示意图

图2 转体主桥平面示意图

图3 不锈钢壳结构大样图(cm)
1.2 中跨合龙施工难度
中跨合龙段转体后斜交两线间,梁体底比湘桂铁路上行线接触网顶高1.04m,比下行线接触网顶高0.91m,距离上行线承力索水平距1.7m,距离下行线承力索水平1.2m,施工难度大,安全风险高。原设计中跨合龙段采用悬吊支架现浇施工,不仅耗时长、构件复杂、人员设备多,安装及拆除吊架均在线路上方,极易造成事故。原设计方案需要较多的天窗点封锁施工,湘桂铁路为I 级铁路干线,封锁手续和封锁时间办理困难,工期无法满足施组要求,需要对方案进行优化改进。
2 合龙方案设计与优化
2.1 普通钢箱方案设计
通过查找资料采用普通钢壳(钢箱)转体后合龙的成功案例日渐增多,普通钢壳主要由三部分组成:预埋段钢壳、嵌补段钢壳、吊挂系统。预埋段钢壳、嵌补段钢壳一般采用1.2cm 厚Q235 钢板卷制再焊接而成,外形与梁体的外轮廓一致,加工完成后进行涂防护漆保护。
不锈钢壳安装到位时模板采用精轧螺纹钢吊挂系统加固,最后进行合龙段混凝土常规浇筑。
普通钢壳通过分析有以下几个缺点:一是钢板刚性弱、强度差,且为整体一块,吊装过程极易变形,加固调整模板难度大;二是采用涂防护漆在焊接过程中或者碰撞时,漆层极易脱落,后期难以进行防腐处理,防腐效果不佳导致钢板耐久性差;三是嵌补段钢壳与预埋段钢壳焊接易产生面板变形,影响合龙段外观质量。
综上所述,为解决普通钢壳的工艺缺点,需对该设计方案进行改造优化,一是要提升钢壳强度确保安全稳定,二是要节约人工、机械、设备的安装成本,加快施工进度,三是要后续维修保养简化,达到不锈钢的防腐时间。
2.2 不锈钢钢壳方案优化设计
解决了普通钢壳施工过程的难点,改进了钢壳材质,钢壳块数,优化了悬吊系统,使安装更简单,钢壳整体刚度更强。
①钢壳材质改进。钢壳面板及肋板由原来Q235 钢板改进为304 不锈钢材质,钢板厚度为1.2cm,钢板的化学成分和机械性能满足美国标准American standard ASTMA240/A240M 相关产品技术标准,不锈钢相比于Q235 钢材耐久性和耐腐蚀性要好,无需进行涂防护漆施工,方便操作及安装。强度比Q235 钢板高出2 倍左右,因此安装后强度更高,稳定性更好。
无需对钢板表面进行打磨处理,清洁简单,光洁度好,焊接结果好。钢壳面板采用大型卷板机根据箱梁外轮廓尺寸整体卷制,再进行焊接,边框与面板焊缝均为角焊缝质量等级要求II 级,面板对接焊缝质量等级要求I 级熔透焊。
②不锈钢壳结构组成形式改进。预埋段钢壳、嵌补段钢壳原设计为一块整体吊装,为方便运输及安装作业,改进为三节,底板B2,腹板加翼缘板A2、C2。节段连接处采用加劲肋,并预留φ22 螺栓连接,先安装底板再拼接腹板加翼缘板,此改进采用分批分段吊装方式,避免采用大吨位吊车进行吊装造成既有线施工安全隐患,大大提高了现场施工场地的适用性。(图4)
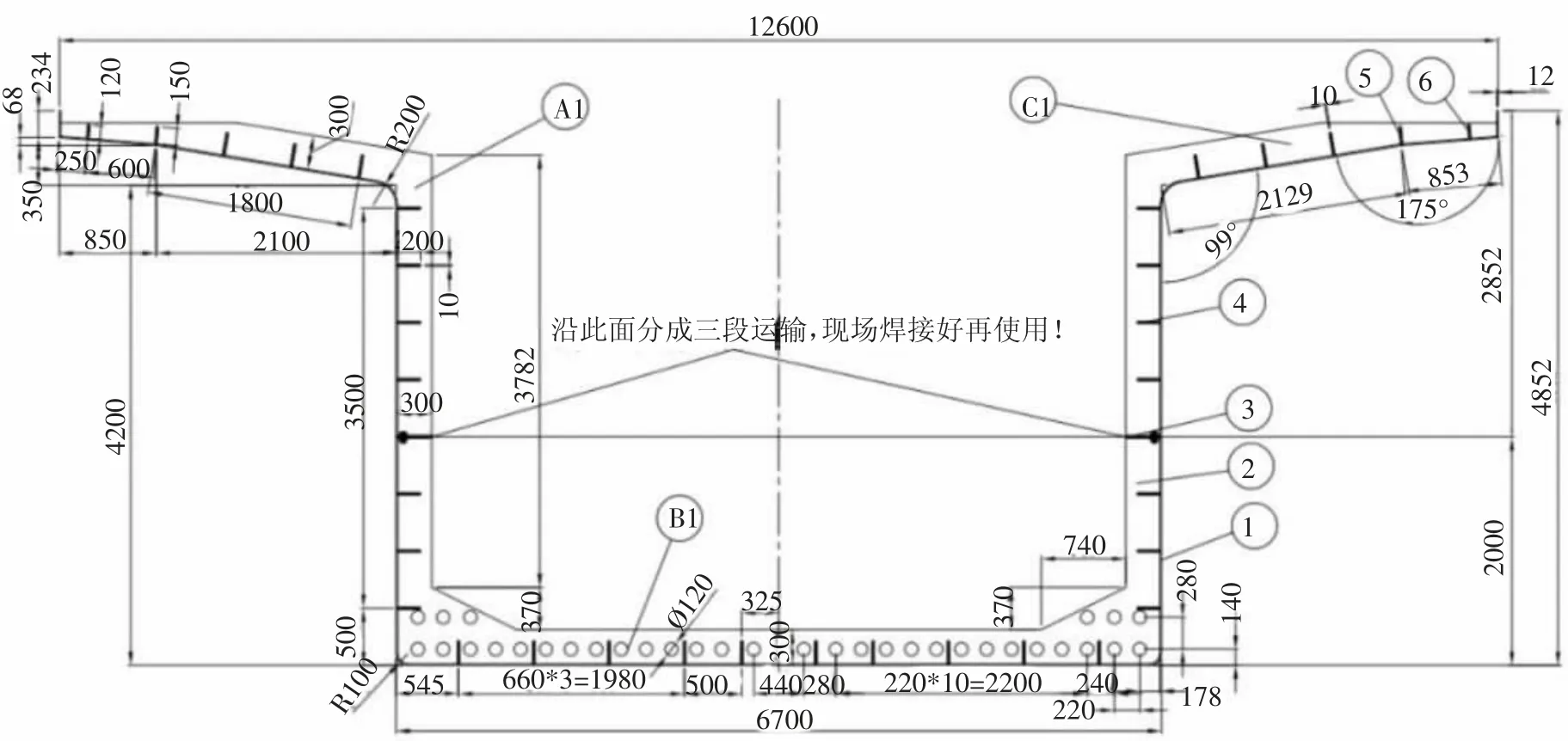
图4 不锈钢壳分块示意图(cm)
③不锈钢壳悬吊系统加强优化。为避免在砼浇筑过程中钢壳外部变形,影响箱梁整体外观质量,结合挂篮悬臂施工工艺,优化了钢壳悬吊系统,腹板位置双拼36I 劲性骨架上设置2 根32 精轧螺纹钢吊杆,整个箱梁共计设置8 根,底板及翼缘板等钢壳加劲板位置采用1.5cm 厚不锈钢板“Г”形焊接牢固,“Г”顶部钻孔后用2cm 厚垫片加精轧螺母加固。
同样连接方式腹板竖向采用2 根32 精轧螺纹钢对拉,纵向设置3 道,预埋段钢壳和嵌补段钢壳各1 道,施工时测量好尺寸,一端固定另一端拧紧,拧紧长度控制在2cm 以内。
翼缘板采用双25I 吊架,吊架伸入已浇筑梁端1m,距离翼缘板端头60cm,加固方式同底板形式。(图5)

图5 不锈钢壳悬吊系统加强示意图(cm)
悬吊系统加强优化受力分析,因钢壳整体结构未变化,原设计已考虑钢壳强度、刚度、稳定性要求,优化增加了8 根32 精轧螺纹钢吊杆后,按合龙段2m 混凝土自重为68t,钢壳自重为13.54t,支架内模为5.5t,合计87t 重量计算,根据一根32 精轧螺纹钢屈服强度为830MPa(83t)可得,按精轧螺纹钢屈服强度70%计算,83t×0.7÷87t≈5 倍,采用8 根32 精轧螺纹钢做吊杆安全系数提高5 倍。
3 施工工艺流程及操作要点
不锈钢壳在大型钢模制造厂加工生产,在工厂已进行试拼及出厂验收,焊缝已经过探伤检测,各项指标均满足图纸要求后再运至现场,嵌补段钢壳横向尺寸缩小1cm,确保能搭接至预埋段钢壳内。
3.1 主要施工工艺流程
不锈钢壳法施工合龙段主要流程有两个:一是悬臂施工连续梁末节段模板调整后不锈钢壳的预埋,钢壳外轮廓面要与挂篮模板紧密相贴,接口位置需用泡沫胶封堵;二是连续梁完成转体后,球铰位置上下承台混凝土封固达到强度后进行合龙段嵌补节段钢壳吊装。其余工序类似于其他方法的合龙段施工。不锈钢壳法施工合龙段工艺流程如图6、图7 所示。
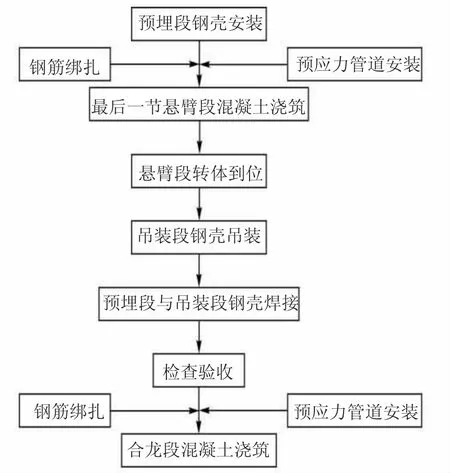
图6 不锈钢壳施工合龙段工艺流程

图7 不锈钢壳法安装平面图(单位mm)
3.2 预埋段钢壳安装
先用全站仪、钢尺、吊陀等测量工具在末节挂篮模板上定位预埋段钢壳位置,确保预埋不锈钢壳位置的中线与挂篮模板中线重合,预埋至混凝土锚固长度为55cm,板面与梁体外露面平齐,安装中不断测量跟踪校正,保证钢壳外轮廓面与挂篮模板紧密相贴。梁体钢筋与钢壳肋板间需焊接牢固,波纹管通过肋板间预留孔洞时需平顺,不能损伤波纹管。末节混凝土浇筑过程中需放慢速度,时刻监控测量不锈钢壳中线和标高,防止混凝土浇筑过快或者振捣过大钢壳位移,浇筑完成后及时复测钢壳位置,确保在规范允许范围内。
3.3 转体过程精度控制
①中线精度控制,转体前在T 构悬臂端底板顶和顶板顶放出中心点,做好牢固的标记,在上承台转盘位置安装转体刻度盘,标记梁端弧度、转体角度、转盘弧度等数据,用于指挥主控台,最后1°采用点动控制转体,以梁面全站仪测量数据为主,用全站仪对梁体轴线上的观测点进行连续观测,指挥转体操作人员调整转体速度点动到位,确保两“T”构合龙口误差在±15mm 以内。
②标高精度控制,在悬臂段梁面设3 个标高观测点,转体中每隔5°测量一次,用于确定梁体是否处于平衡状态,当梁端标高出现大于8cm 的偏差时,应马上启动应急预案,增加配重或者卸载配重,保证梁体始终保持相对平衡状态。转体到位后,以测量结果为依据,采用千斤顶在下承台位置顶上转盘调整标高,使梁端标高满足设计要求±10mm 以内。
3.4 嵌补段不锈钢壳安装
嵌补段不锈钢壳均在封锁点内实施,湘桂铁路上、下行线路均要停电接地方可施工。嵌补段长度为1.14m,搭接至预埋钢壳底板上,搭接长度为12cm,搭接处采用不锈钢满焊。
①在桥梁转体施工前,将嵌补段不锈钢壳准备好,将钢壳吊装至预先确定位置,位置要与转体称重配置所确定重量吻合,不能给悬臂梁造成不平衡力矩。
②转体完成后转体承台完成封固锁定,封锁点内用75t 吊车将10t 吊车吊至梁面,用10t 吊车采用钢丝绳捆绑方式将不锈钢壳进行安装,安装时先吊底板,底板与预埋钢壳点焊加固好后再吊装腹板块,吊装过程及时调整衔接位置,满足设计要求后对跨中梁面作业区进行封闭。
③最后进行嵌补段不锈钢壳与预埋段整体焊接,形成整体封闭体系。横向焊接时先施焊底板再焊接腹板和翼缘板,采用不锈钢焊条焊接,每隔50cm 位置用1.5cm 厚“15×15cm”不锈钢板进行加强焊接,确保钢壳整体焊接牢固。(图8)
3.5 合龙段施工
①钢筋、波纹管安装,钢筋在大型钢筋加工厂集中加工后吊运至梁面,再用人工搬至钢壳内安装,安装过程无需封锁线路,按常规合龙段钢筋进行施工。
②混凝土浇筑,合龙段箱壳混凝土采用地泵一次浇筑成型,需要在凌晨封锁线路3 小时,对接触网进行断电接地,浇筑速度控制在12m3/h,历经2.5h 浇筑完成。(图9)

图9 合龙段混凝土浇筑施工现场
4 不锈钢壳合龙施工效果
一是节省施工工期,采用不锈钢壳合龙施工,铁路天窗点时间大大缩短,节省施工工期约12 天,确保工期目标按期完成。二是不锈钢壳采用工厂化生产,运至现场拼装简单,施工速度快,安全可靠,减少既有线施工安全风险,钢壳合龙既是替代了模板作业,又作为混凝土钢混结构一部分,不用拆除,大大减少施工工程量。三是节约人员及机械投入成本,铁路天窗点使用减少,降低了设备管理单位的人员配合投入及施工机械设备的投入。四是较好解决了上跨既有铁路转体桥中合龙施工、钢壳生锈、安装困难等难题,减小后期工务部门对钢箱的防腐施作难题。
5 结束语
目前连续梁转体采用钢壳技术在逐步形成成熟的工艺,如何更高效、快捷、安全地施工还是有很多技术可以创新总结,改进的技术不锈钢壳在改项目福庆特大桥的成功应用,既加快施工进度,节约较大成本,又确保安全和后续养护,取得了很好的社会和经济效益,在类似高铁、公路转体桥梁施工中具有广泛应用前景。
