废轮胎热裂解行业发展现状及对策探讨
2023-11-12黄传锦潘军青郭俊
黄传锦 , 潘军青 , 郭俊
(1. 中国化学工业桂林工程有限公司,广西 桂林 541004 ;2. 北京化工大学,北京 100029)
随着我国汽车运输产业的持续发展,废轮胎产生量也急剧增加。据统计,2020 年我国废旧轮胎数量达到3.8 亿条,重量达到1 350 万t,其回收率仅仅40%左右。由于废轮胎具有耐腐蚀、自然条件下不易分解等特性,已成为我国以及全球关注的“ 黑色污染” 问题。如何实现废轮胎“ 减量化、无害化、绿色化、资源化、再使用、再循环” 是橡胶领域亟待解决的重大课题,也是世界性难题。
废轮胎综合利用是我国发展循环经济的主要载体之一,是再生资源利用、固体废物处置和减碳的重要组成部分。我国废旧轮胎综合利用行业经过多年的发展,已初步形成旧轮胎翻新、废轮胎生产再生橡胶、废轮胎生产橡胶粉、废轮胎热裂解(间歇、连续)等四个专业方向,共同构建了中国特色的废旧轮胎循环利用工业体系,共同为解决我国废旧轮胎造成的“ 黑色污染” 贡献自己的力量,各板块之间详细对比见表1 所示。

表1 废旧轮胎不同处理方式对比表
废旧轮胎经过高温处理后得到气、液、固三相产物,即裂解气、裂解油和裂解炭黑等产物,如表2 所示。裂解油和裂解炭黑收率占比高达80%,目前裂解炭黑、裂解油最主要的用途是直接作为燃料使用,它们都具备高值化生产高附加值产品的潜力,直接作为燃料是一种资源浪费,不利于国家双碳政策实施。

表2 废轮胎热裂解产物分布表
1 废轮胎热裂解行业发展现状
1.1 行业发展不规范
据中国轮胎循环利用协会不完全统计,2019 年通过热裂解方式处理废轮胎(橡胶)约100 万t(不含“ 土法炼油”,其中连续自动化热裂解装备处理量约为15万t)[1],间歇式占据绝对主导地位。
据中国轮胎循环利用协会“2021 年废轮胎(橡胶)热裂解行业部分企业生产经营情况调查统计报告” 显示接受调查统计的20 家企业年设计产能(废轮胎处理量,下同)为111 万t,实际处理量累计32.36 万t,产能利用率仅为29.2%[2];在20 家企业中,15 家企业采用连续式热裂解工艺,占比75% ;5 家企业采用间歇式热裂解工艺,占比25%。受土法炼油、不规范热裂解、再生橡胶、橡胶粉企业争抢原材料造成原材料价格上涨、货源短缺的影响,叠加连续热裂解相对较高的运行成本,导致了连续热裂解的企业产能利用率低。
综上所述,国内废轮胎热裂解行业尚未建立起完善的监管机制,缺少落后产能淘汰机制和新增产能进入门槛,行业发展不规范。
1.2 行业整体技术水平偏低
据中国轮胎循环利用协会统计数据显示:固定资产投资小、安全环保压力大的间歇式裂解企业占据行业主导,挤压固定资产投资大、工艺先进、自动化程度高、安全环保的连续式裂解企业生存空间,导致整个行业技术水平偏低。
1.3 企业规模较小
业内企业处理能力普遍偏低,产能达到10 万t/年凤毛麟角,大部分企业产能在6 万t/ 年以下,且产能利用率更低。企业处理规模小严重限制了裂解产物的高值化研究和推广应用(量少,不具规模效应)。
1.4 裂解气利用率低,造成资源浪费
裂解气主要是烷烃和烯烃的混合物,其主要成分分别是甲烷、乙烷、乙烯、丙烷、乙炔、丁烷、丁烯、丁二烯、戊烷、氢气、一氧化碳、二氧化碳和硫化氢等[3],其中乙烯,丙烷,乙炔,氢气等都是重要的化工原材料。目前裂解气主要用来作为裂解的热源直接烧掉,且有富余,多数裂解企业受限于规模,没有对富余裂解气进行回收利用,直接送火炬烧掉,造成大量的资源浪费。
1.5 裂解油附加值低,应用场景少
裂解油颜色较深,主要是由脂肪族、芳香族、杂原子和极性组分组成的混合物,通常平均大小为5~20个碳原子。裂解油中具有硫、氮含量高,闪点低,重组分含量低等特点,如表3 列出了不同企业裂解油基本性质[4]。
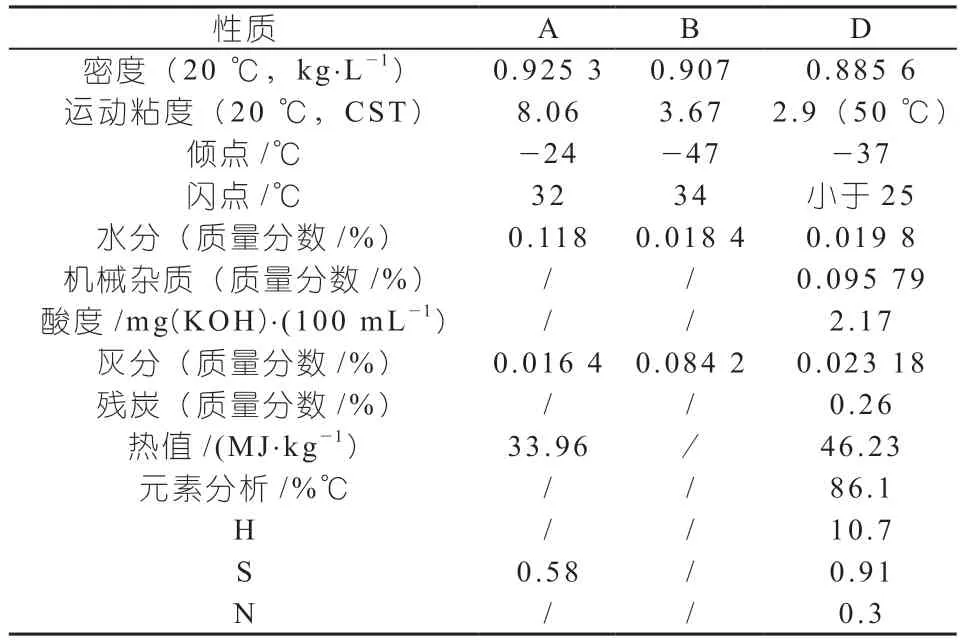
表3 不同企业裂解油基本物性
受裂解企业规模和行业政策影响,现阶段绝大部分裂解油直接作为船用燃料油(GB17411—2011)和炉用燃料油(GB 25989—2010),少量裂解油销售给炼化企业作为原料油进行深加工。
1.6 裂解炭黑附加值低,应用领域少
1.6.1 裂解炭黑灰分含量高
裂解炭黑中白炭黑、氧化锌、碳酸钙等非炭黑组分占比高达14%~20%(与胎源的配方有关),现有生产条件下很难达到产品组成的稳定,且灰分含量远高于商品炭黑≤0.7% 的要求。某裂解炭黑灰分组成如表4 所示。

表4 某裂解炭黑灰分组成
1.6.2 裂解炭黑补强性能差
Darmstad 等[5]为了研究炭黑在热裂解前后表面活性所发生的变化,分别对N330 和CBp(500 ℃、6 kPa 下裂解N330 补强的异戊胶所得到的) 进行了反气相色谱法(IGC) 考察。结果显示,两种炭黑与探针分子相互作用的吸附焓相差不大,这说明在热裂解过程中炭黑表面活性点的活性保留了下来, 但CBpγsd 和γSP 值要比N300 低1/3,也就是说在热裂解过程中大约失去了1/3 的活性点, 主要是被大分子橡胶或者是灰分掩盖了。导致其补强性能大幅下降,无法替代商业炭黑应用于轮胎制造。表5 为不同企业裂解炭黑主要物理机械性能指标。
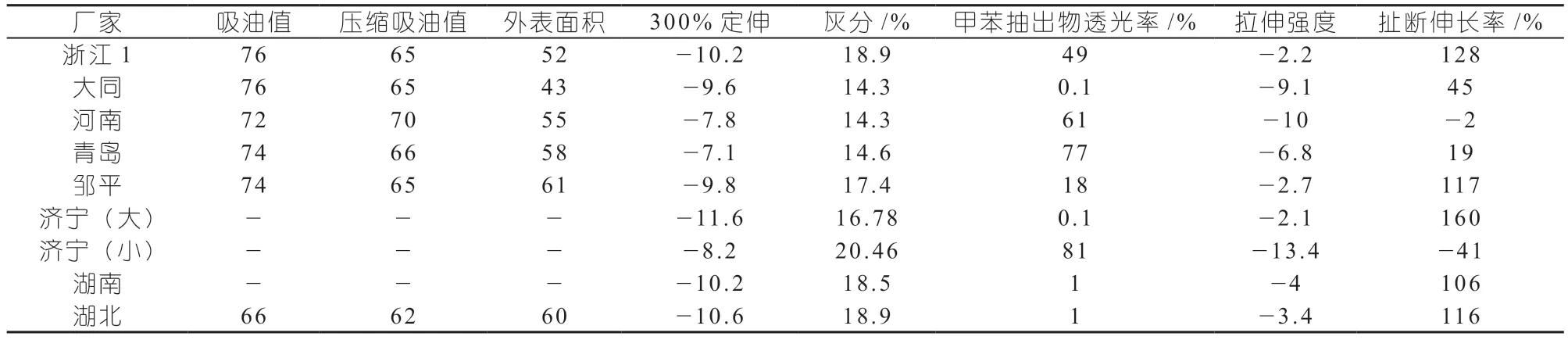
表5 为不同企业裂解炭黑主要物理机械性能指标
1.6.3 裂解炭黑应用场景少
国内裂解炭黑主要应用分为三类:作为动力燃料使用、橡胶填充剂或低端补强剂和橡胶轮胎补强剂。
(1)作为动力燃料使用。裂解炭黑不进行任何深加工直接掺入动力煤,作为动力燃料使用。大部分间歇式裂解企业主要聚焦裂解油的收率及品质,无法兼顾裂解炭黑品质,产品质量较差,作为燃料是比较合理的应用方式,特别是煤炭、石油处于价格高位运行时。
(2)橡胶填充剂或低端补强剂。裂解炭黑经研磨,用于对补强性能要求较低的场合。大部分连续热裂解企业通过优化裂解工艺参数、把控原材料等方式兼顾裂解油和裂解炭黑的品质,裂解炭黑性能较间歇式裂解炭黑品质好,通过研磨达到一定粒径分布后可用于低端色母粒和强度要求不高的胶管、胶带等行业生产制造。
(3)橡胶轮胎补强剂。裂解炭黑经研磨、活化、改性、造粒等深加工处理后回用至轮胎生产。据了解国内只有个别企业在较大规模使用裂解炭黑,用量约3 000 t/ 月,年消耗量为3.6 万t。现阶段从事裂解炭黑深加的企业主要是炭黑对橡胶补强有丰富的应用经验和理论基础的企业,如青岛双星下属企业青岛伊克斯达以及橡胶助剂生产企业安徽瑞邦、安徽克林泰尔等企业。但目前市场上裂解炭黑深加工技术对其性能的提升幅度有限,大部分轮胎企业还处于少量应用和观望状态,期待更加先进的工艺技术出现。2021 年废轮胎热裂解处理量约为130 万t,裂解炭黑产量约40万t,可见能回用至轮胎生产的裂解炭黑还不到10%,裂解炭黑大规模应用于轮胎行业还需更加先进的工艺技术支撑。
2 废轮胎热裂解行业发展对策
当前热裂解行业存在的发展问题,无法通过市场自由竞争解决,需要政策扶持和引导,二者相互配合共同发力促进行业规范发展和产业技术升级。同时税收政策扶持不是长久之计,行业自身的盈利能力才是支撑行业长期可持续发展的关键。提升废轮胎热裂解行业盈利能力的关键是通过深加工提升占废轮胎量75% 的裂解油、裂解炭黑的价值。
2.1 完善政府监管体制机制
2014 年环保部正式出台了“史上最严”的环保法,明确土法炼油为严令禁止的项目。2021 年9 月,工业和信息化部发布公告,再次重申将“ 废旧橡胶土法炼油工艺” 列入《限期淘汰产生严重污染环境的工业固体废物的落后生产工艺设备名录》。虽然国家出台了政策,但由于各地政府部门对行业的关注和重视程度不够,土法炼油依然存在,造成资源浪费、环境污染、扰乱废轮胎原料市场等一系列问题。
政府相关主管部门应更加明确责任主体,对辖区内废轮胎热裂解企业进行调研,并评估技术水平,贯彻落实和执行相关政策,关停土法炼油企业以及技术落后的间歇式裂解企业。
2.2 完善行业准入条件并贯彻落实
继续完善相关规划、政策、标准、规范,不断提高废轮胎热裂解行业新建项目准入门槛,明确产能、技术路线、能耗等指标,严格项目安全审查。加快淘汰落后产能,促进行业转型升级,实现高质量发展。工业和信息化部2020 年第21 号公告发布了《废旧轮胎综合利用行业规范条件》,明确规定“ 热裂解应采用连续和自动化生产装备” 和“ 热裂解处理综合能源消耗低于20 kW.h/t,其中破碎工序能源消耗低于120 kW.h/t,热裂解工序能源消耗低于80 kW.h/t”,但未明确产能要求。建议产能达到10 万t,避免出现行业过度分散、重复建设和恶性竞争,有利于裂解油和裂解炭黑高值化应用开发。
2.3 尽快落实轮胎领域生产者责任延伸制度
国家发改委2019 年1 月提出《关于构建轮胎领域生产者责任延伸制度的实施方案》征求意见:生产者责任延伸制度是一项重要的环境政策,通过明确生产者的责任,进一步规范废轮胎回收和再利用。轮胎生产企业是生产者延伸责任的承担主体之一,轮胎销售企业、回收利用企业,应配合生产企业承担责任。生产者责任延伸制度能够规范废旧轮胎的市场流通,可从源头避免废轮胎流向土法炼油等落后产能,配合监管,加速淘汰落后产能,有利于轮胎生产企业建立双向物流等回收、处理体系,降低成本,促进行业可持续健康发展。
2.4 加大税收扶持政策
2021 年12 月30 日,财政部、税务总局发布《关于完善资源综合利用增值税政策的公告》,公布了《资源综合利用产品和劳务增值税优惠目录(2022 年版)》,自2022 年3 月1 日起执行,规定对满足目录要求的产品和劳务增值税退税70%。目录对裂解产品的要求如下:
(1)技术水平满足《废轮胎、废橡胶热裂解技术规范》(GB/T 40009—2021);
(2)裂解油满足《废轮胎/ 橡胶再生油》(T/CTRA 01—2020)指标;
(3)裂解炭黑满足《废旧轮胎裂解炭黑》(HG/T 5459—2018)指标;
(4)纳税人必须通过 ISO9000、ISO14000 认证;
(5)废旧轮胎综合利用企业厂区土地使用手续合法;
(6)热裂解处理综合能源消耗低于200 kW.h/t,其中破碎工序能源消耗低于120 kW.h/t,热裂解工序能源消耗低于80 kW.h/t。
增值税减免政策能增加连续裂解企业利润,提升竞争力,通过市场竞争手段淘汰部分落后产能,推进行业技术水平进步。建议国家进一步加大税收扶持力度,对满足目录要求的产品和劳务增值税退税100%。
2.5 开展裂解油高值化应用研究
表6 列出国内常见原油和裂解油馏分数据,裂解油轻质馏分比大庆、孤岛原油高很多,比中原、塔里木原油对比也是偏高的。中质馏分明显高于国内主要原油,是大庆、孤岛原油中质馏分的两倍多,而重质馏分含量不到国内各油田原油的一半,是比原油更优质的原料油,仅从馏分分析数据来看,裂解油具有很大的深加工价值。裂解油含有柠檬烯、芳烃等重要的化工原料,且占比高,具有很高的深加工价值。
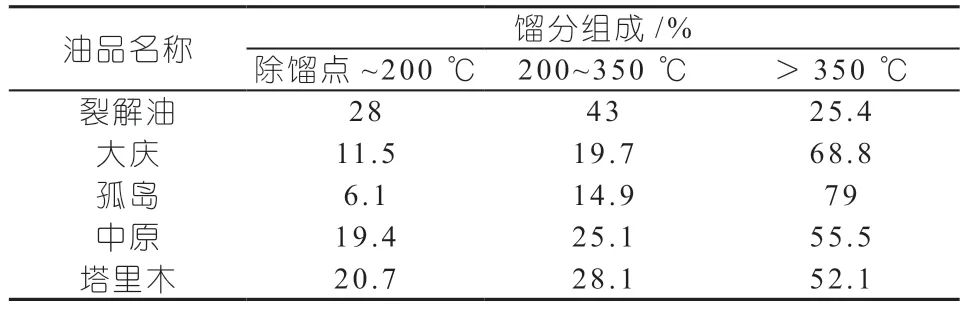
表6 不同企业裂解油基本物性
通过文献调研以及与中国某石科院、上海某能源科技有限公司的技术交流,形成裂解油深加工的燃料油路线、精细化学品路线。
2.5.1 燃料油路线
针对轻组分(汽油组分)、中组分(柴油组分)裂解油含量高的特点,将其通过加氢装置生产汽油、柴油调和油和重质燃料油。当前汽、柴油的售价是裂解油(作为燃料油)的两倍多,重质燃料油价格与裂解油基本持平,可见加氢后裂解油的总价值显著提升,其路线流程图如图1 所示。

图1 裂解油高值化燃料油路线流程图
根据原料性质废轮胎裂解油经减压蒸馏分为<180 ℃轻质分馏和>180 ℃中质以上馏分,再对两种馏分分别进行加氢处理。针对<180 ℃轻质馏分烯烃(主要是二烯烃)含量高的特点,先进反应系统A进行预加氢反应,轻质馏分油经过滤升压换热气化后,进上流式固定床加氢反应器进行气-固两相加氢反应,脱除轻质馏分中的大量烯烃(特别是二烯烃)。脱烯烃后的预加氢轻质馏分油经换热冷却分离后,再送至反应系统C 进行深度加氢,脱硫、脱氮、脱氧。
针对>180 ℃中质以上馏分中芳烃特别是多环芳烃含量高,烯烃含量也较高,且含有一定胶质、沥青质,残炭值也偏高,如果采用常规的固定床加氢技术,存在催化剂失活快、空速低、易结焦、床层压力降增长快、装置运行周期短、原料适应范围相对较窄等弊端。采用反应系统B,即沸腾床+ 固定床组合加氢处理技术处理>180 ℃中质以上馏分。废轮胎裂解油重质馏分的胶质和沥青质在沸腾床反应器内大量转化为芳烃成为石脑油和柴油产品,提高液体产品收率,大幅提升装置的经济效益。
反应系统C 由加氢精制+ 加氢裂化单段串联反序流程,设一台加氢精制反应器、一台加氢裂化反应器。来自上游系统A 和系统B 的预加氢馏分油先进加氢精制反应器进行深度脱硫、脱氮、芳烃饱和等反应,反应产物进后续分馏系统,侧线采出合格的石脑油和柴油产品,分馏塔底>350 ℃加氢尾油返回加氢裂化反应器,通过加氢裂化催化剂将加氢尾油的大分子重油转化为小分子的石脑油和柴油产品,加氢裂化反应器出口反应产物送至加氢精制反应器入口,进行补充精制,同时加氢裂化反应产物随着加氢精制反应产物一同进到分馏系统,实现分馏塔底>350 ℃加氢尾油的循环裂化转化,分馏塔底仅间断少量外甩>350 ℃加氢尾油,避免系统内机械杂质和稠环芳烃的累计。
2.5.2 精细化学品路线
针对轻组分(75~200 ℃) 中柠檬烯含高达41.08%、中质组分(200~350 ℃)中芳烃的含量高达46.94% 的特点,通过精馏工艺将轻组分中的柠檬烯分离出来作为产品销售。中质组分先进行催化重整,将烷烃转化为芳烃,进一步增加中质组分中芳烃含量,从中分离出苯、甲苯、二甲苯等化工原料,其余组分作为汽、柴油出售。
2.5.3 裂解油深加工面临的问题
(1)现有裂解企业规模较小,且多分散分布,加上裂解油闪点低,运输存在一定安全风险,裂解油深加工原料难以保障。
(2)裂解油深加工本质上属于石化化工行业,产业结构调整指导目录对新建项目石化化工项目有明确产能要求。以现有裂解企业规模,裂解油的量距离产能要求差距悬殊,如何定义裂解油深加工所属行业,将决定裂解油深加工行业的发展空间。
2.6 开展裂解炭黑高值化应用研究
2021 年国内炭黑需求量为528 万t,其中轮胎行业消耗占比66.7%,为352 万t,裂解炭黑的最佳去处是回用到轮胎生产。裂解炭黑大规模回用至轮胎需解决裂解炭黑组成复杂、灰分含量高和裂解炭黑表面活性低、补强性能差两个关键问题。我公司开展的“ 废轮胎裂解炭黑高值化应用关键技术研究” 项目已完成了前期可行性研究、前期探索性研究阶段、实验室研究阶段三个阶段,目前处于中试装置调试试生产阶段,即将实现产业化推广应用。
2.6.1 裂解炭黑高值化路线
针对裂解炭黑组成复杂、灰分含量高,表面活性低,补强性能差等共性问题,我公司和北京化工大学共同开发了PAM 工艺,该工艺技术主要包括裂解炭黑提纯(两步提纯法)、活化、研磨改性和提纯浸出母液回收循环利用四个关键工序。在获得高纯度、高补强活性再生炭黑同时,回收副产金属氢氧化物和氟硅酸钠产品,同时达到安全生产和环保要求,技术路线图如图2 所示。

图2 炭黑高值化技术路线图
2.6.2 技术指标
实验室研究阶段收集国内具有代表性热裂解企业的裂解炭黑进行研究,不同厂家裂解炭黑灰分含量各异,通过提纯之后灰分含量均下降至0.7% 以下,满足橡胶用炭黑国家标准(GB3778—2011)对灰分的要求,详见表7 所示。

表7 不同厂家裂解炭黑除灰效果
实验室提纯、活化、改性样品的灰分、筛余物等均符合商用炭黑国家标准;吸碘值、吸油性、比表面积、外表面积等理化指标均高于商品炭黑N660,物理机械性能优于某品牌炭黑N660 商品炭黑,详见表8 所示。

表8 高值化再生裂解炭黑理化指标
再生裂解炭黑送国内某轮胎企业进行了小配合实验,得出再生裂解炭黑具有极低的筛余物、灰分含量和较好的应用性,可部分替代或全部替代N660 炭黑用于轮胎配方中,具有较好的综合性能。建议将再生裂解炭黑进行造粒,便于生产加工。同时由于其补强效果较好,建议替代配方中部分N330 进行性能试验和效果评价。
2.6.3 经济指标
经提纯、活化、改性后的高值化裂解炭黑各项指标达到或超过N660,可部分或全部替代N660 用于胎侧、夹胶层、过渡层、气密层等配方,还具有替代部分N330 的潜力,售价暂定为商品炭黑的65%,目前商品炭黑售价在10 000 元/t 左右,再生裂解炭黑定价6 500 元/t。以年处理能力3.5 万t 裂解炭黑高值化装置进行经济核算,每处理1 t 裂解炭黑原材料总成本为3 674 元(详见表9 所示),公用工程及人工成本为700 元,产品销售额为6 165 元(详见表10 所示),每吨毛利为1 533 元,具有很好的经济效益。

表9 原材料消耗表及成本
3 结论
综上所述,废轮胎热裂解是废轮胎循环利用的最终解决方案,但当前行业整体技术水平较低,主要产能被间歇式占据。同时经过多年发展,行业也孕育出了技术先进的连续热裂解技术,但由于投资、运行成本较高,叠加市场无序竞争大幅抬升废轮胎原料价格,造成连续热裂解技术无法与间歇式竞争,大面积推广受阻,导致热裂解行业整体技术水平较低。
为规范行业发展,近年来国家出台了一系列政策,由于废轮胎热裂解行业规模小,各地方政府部门对行业的关注和重视程度不够,土法炼油和间歇式依然占据行业主要产能,造成资源浪费、环境污染、扰乱废轮胎原料市场等一系列问题。随着国家对循环经济、节能降碳的要求越来越高,以及行业政策的不断完善,废轮胎热裂解行业发展环境将持续向好,行业技术升级迎来政策性新机遇。
从裂解油、裂解炭黑的组成分析,二者具有高值化的潜力,作为燃料是一种资源浪费。需要开发裂解油、裂解炭黑的高值化应用技术,提升连续热裂解的盈利能力,与国家政策共同发力,助推热裂解产业的技术升级。我公司开发的“ 废轮胎裂解炭黑高值化应用关键技术研究” 项目成功解决了裂解炭黑品质差、价值低的问题,即将实现产业化推广应用。该项目是热裂解行业先进技术的组成部分,也是行业技术升级的推动者,并与国家产业政策和行业发展方向高度契合,未来几年将是技术推广的黄金时期。以3.5 万t/年裂解炭黑高值化装置为例,年销售收将达2.1 亿元,毛利5 366 万元,毛利率25.6%,具有良好的经济效益和社会效益。