铝合金错位翅片型水冷散热器真空钎焊工艺
2023-11-04杨怀德贾世童唐小堂谢华清
杨怀德, 肖 宁, 贾世童, 唐小堂, 谢华清, 马 良
株洲中车奇宏散热技术有限公司,湖南 株洲 412100
0 引言
铝合金水冷散热器具有高效散热、加工简单、绿色安全等特性,广泛应用于轨道交通、风电、船舶、重型机械等的散热领域,而铝合金错位翅片型水冷散热器因翅片对液流的紊流效果显著,换热系数更高[1-2],其在散热领域的应用将会越来越广。错位翅片属于间断型翅片,即沿流体流动方向是间断的且是错位排列的。目前,国内外针对铝合金水冷散热器的焊接成形工艺已较为成熟,主要有真空钎焊、Nocolok 钎焊、搅拌摩擦焊等[3-4],更多的研究是针对铝合金钎焊缺陷、钎焊性能、新焊料开发或换热器、机箱等具体结构的钎焊工艺。例如,王振江等[5]对6063铝合金真空钎焊的性能进行了研究,于文华等[6]研究了铝合金真空钎焊新焊料Al19Cu9Si对母材润湿性及性能的影响,刘志杰等[7]研究了合金元素Cu、Si 对铝基钎料的影响,梁宁等[8]对6063铝合金真空钎焊气淬组织及性能进行了研究,焦坤等[9]对某类型机箱的真空钎焊工艺进行了研究,李亚琴等[10]研究了某机车换热器真空钎焊工艺,而对铝合金错位翅片型水冷散热器的真空钎焊工艺研究较少。该类型水冷散热器因基板厚重以及放入的翅片高度高于基板钎焊面0.25~0.3 mm,易引起真空钎焊工艺不稳定,常因焊合率低、漏水等原因而报废,合格率仅为30%~40%,导致成本居高不下,给企业带来严重的经济损失。
本文主要研究铝合金错位翅片型水冷散热器真空钎焊工艺,为批量生产提供技术借鉴。
1 试验材料及方法
错位翅片型水冷散热器结构如图1 所示,每件散热器有4 片翅片。基板、上盖板、下盖板、翅片材料均为3003铝合金,其化学成分及固液相温度见表1。基板与下盖板之间采用0.2 mm 厚的4104 钎料进行连接,4104钎料化学成分及固液相线见表2,该钎料的钎焊温度为595~615 ℃。为防止钎料堵塞翅片而导致流阻增大,翅片与基板之间、翅片与上盖板之间采用0.8 mm 厚的4104/3003/4104 复合钎料板进行连接,该复合钎料板的复合比为11%±2%。焊前基板、上盖板、下盖板平面度均需小于0.15 mm,翅片高度需要高于基板0.25~0.3 mm。焊前各件需要进行清洗,清洗顺序为超声波除油—碱洗—酸洗—烘干,超声波除油所用溶剂为金属清洗剂,为弱碱性物质,清洗完毕的产品进行装夹,每垛5层散热器,共6垛,在不同的温度曲线、装夹力矩、工装结构情况下进行真空钎焊。真空钎焊设备型号为VAB-200,真空度需要优于1.0×10-3Pa,真空钎焊完毕按《QJ2844铝及铝合金硬钎焊技术条件》I级焊缝进行水浸超声检测钎着率,水浸超声检测设备型号为UT-ARS100,超声波检测频率为10 MHz,探头直径15mm,以及进行1 MPa的氮气气密性试验检测。

表2 4104钎料化学成分(质量分数,%)及固液相线温度Table 2 Chemical composition (wt.%) and solid-liquid phase temperature of 4104 solder

图1 错位翅片型水冷散热器结构示意Fig.1 Structural diagram of staggered finned water-cooled radiator
2 试验结果与分析
2.1 温度曲线对钎着率的影响
某型号的铝合金错位翅片水冷散热器在油压设备压紧下,用夹具固定,然后送入真空钎焊炉进行钎焊,在中间散热器的进出水口位置插入工件热偶,温度曲线如图2所示,图中①为炉膛热偶升温曲线,②为工件热偶升温曲线。设置炉膛温度为575 ℃,炉膛升温速率为15 ℃/min,待工件热偶温度T1为540 ℃时,将炉膛温度设置由575 ℃下调到555 ℃,保温时间t1为50 min;然后设置炉膛温度为625 ℃,待工件热偶温度T2达到599 ℃,保温时间t2为30 min 后停止加热,待工件温度低于450 ℃时出炉冷却,进行水浸超声波检测。真空钎焊时,铬镍合金加热带产生辐射热,钎焊炉炉膛及散热器外层接受辐射热,散热器通过热传导将表面接受的辐射热传递至内部。

图2 铝合金错位翅片型水冷散热器真空钎焊温度曲线Fig.2 Vacuum brazing temperature curve of aluminum alloy staggered fin type water-cooled radiator
水浸超声检测的图片见图3,翅片面的钎着率为43.6%,非翅片面的钎着率为87.2%。由图可知,四周钎着情况良好,而中心位置钎着不良,缺陷贯穿至流道,若缺陷处有螺纹孔存在,则在气密性试验时就会发生泄漏;另外,焊合率低,在1 MPa 的检漏压力下极易出现鼓包现象。分析原因:工件热偶温度只能提供一个参考温度,并不代表散热器中心温度,四周焊合情况良好而中心钎着不良的原因是温度太低,或者在钎焊温度下的保温时间太短,中心位置因温度未达到591 ℃钎料液相线仅局部融化,故中心位置焊合情况不及四周。

图3 水浸超声波检测图片Fig.3 Image of water immersion ultrasonic testing
针对图3缺陷,在其他条件相同的情况下,仅增加钎焊温度,将钎焊温度由599 ℃增至600 ℃,温度曲线为:工件热偶温度T1为540 ℃时,保温时间t1为50 min;工件热偶温度T2达到600 ℃,保温时间t2为30 min。该温度曲线下真空钎焊产品的水浸超声波检测图片如图4 所示,翅片面的钎着率为86.1%,非翅片面的钎着率为89.3%。从图中可以看出中心位置的焊合情况有较大的改善,尤其是翅片面的钎焊情况改善良好,缺陷面积明显缩小,且缺陷未与流道贯穿;另外,图4 中心位置还有较小缺陷,该缺陷的产生与图3原因一致。

图4 钎焊温度调整后散热器水浸超声波检测图片Fig.4 Image of radiator immersion ultrasonic testing after adjusting brazing temperature
针对图4缺陷,在上述其他条件相同情况下,仅增加钎焊保温时间,保温时间由30 min 增至60 min,温度曲线为:工件热偶温度T1为540 ℃时,保温时间t1为50 min;工件热偶温度T2达到600 ℃,保温时间t2为60 min。该温度曲线下真空钎焊产品的水浸超声波检测图片如图5 所示,翅片面的钎着率为95.2%,非翅片面的钎着率为94.3%。从图片可以看出,翅片面与非翅片面的焊合情况均良好,两钎焊面几乎无缺陷。这也验证了图3、图4缺陷产生的原因是钎焊温度较低或者钎焊保温时间较短。

图5 钎焊保温时间调整后散热器水浸超声波检测图片Fig.5 Image of radiator immersion ultrasonic testing after adjusting the holding time
综合图3~图5 可知,真空钎焊温度偏低或钎焊保温时间偏短时,随着钎焊温度的升高或者钎焊保温时间的延长,真空钎焊质量会随之改善,制定温度曲线规则在尽可能保证钎焊质量的前提下,降低钎焊温度或缩短保温时间,以节约电能。
2.2 装夹扭矩对钎着率的影响
研究温度曲线对错位翅片型水冷散热器钎着率的影响是在装夹过程中是用油压设备压紧下进行紧固的,油压压紧工序复杂且费时,为使工序简化以节约成本,计划取消油压压紧,直接采用螺栓紧固,本节研究内容是装夹扭矩对散热器的钎着率影响,为避免其他因素影响,本节研究内容是在同一炉中进行钎焊,该炉的温度曲线为:工件热偶温度T1为540 ℃时,保温时间t1为50 min,工件热偶温度T2达到600 ℃,保温时间t2为60 min。图6分别为螺栓紧固力矩40 N·m、80 N·m、100 N·m、120 N·m情况下真空钎焊的散热器翅片面的水浸超声波检测照片,焊合率分别为57.3%、68.2%、92.1%、95.6%。在40 N·m装夹扭矩下,散热器中心焊合情况不良,且缺陷贯穿至流道上,若缺陷处有螺纹孔则会发生泄漏;在80 N·m装夹扭矩下,焊合情况略优于40 N·m装夹扭矩,散热器中间已钎透,缺陷未贯穿至流道;在100 N·m、120 N·m 装夹扭矩下,散热器焊合情况良好,几乎无缺陷。随着工装装夹力矩的增大,钎着率呈现上升趋势。

图6 不同紧固力矩散热器水浸超声波检测照片Fig.6 Image of radiator immersion ultrasonic testing with different tightening torques
2.3 工装结构对钎着率的影响
在采用2.2 节温度曲线、装夹力矩120 N·m 情况下钎焊,最上层散热器在翅片面出现局部小缺陷的机率为40%~50%,如图7 所示,焊合率为89.3%。该缺陷很有规律,共有4处,每处长度、宽度一致,与工装形状大致对应,因为工装外形呈井字状(见图8),筋条压紧处焊合良好,而非压紧处的盖板在钎焊温度下发生热胀而无法贴近基板,导致钎焊不良。针对上述分析,在井字状工装与散热器之间垫放一板状均力工装,板状均力工装材质可以是石墨板,也可以是不锈钢板甚至纯铝板,厚度要求大于15 mm,该工装可以将力矩均匀地分布在散热器盖板上。加垫此工装进行真空钎焊,将上层散热器进行水浸超声波检测,如图9 所示,翅片面无缺陷,焊合率为97.6%。
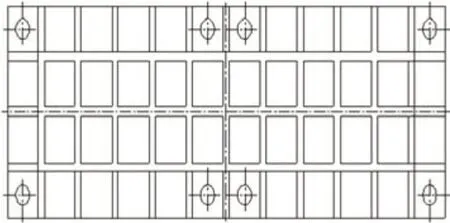
图8 真空钎焊用井字状工装示意Fig.8 Diagram of well shaped tooling for vacuum brazing

图9 有均力工装第一层散热器水浸超声波检测图片Fig.9 Image of ultrasonic testing for the first layer of radiator with uniform force tooling under water immersion
2.4 错位翅片型水冷散热器真空钎焊工艺
针对此类错位翅片型水冷散热器,真空钎焊工艺为:工件热偶温度T1为540 ℃时,保温时间t1为50 min,工件热偶温度T2达到600 ℃,保温时间t2为60 min,装夹力矩120 N·m;在井字状工装与散热器之间垫放一块板状均力工装。按此工艺进行真空钎焊,批量生产749 件,平均钎着率高达90%,检漏合格率高达99.19%。应当关注的是,钎焊炉、材质、装炉量、装夹工装不同,温度曲线应适当调整。
2.5 力学性能
钎焊前后分别进行基板材料拉伸试验与硬度试验,力学性能数据见表3。散热器真空钎焊后,力学性能较母材而言有所下降,抗拉强度下降比例为27.2%,规定非比例延伸强度下降比例为34.1%,延伸率下降比例为6.6%,硬度下降比例为32.2%,但是仍然高于国标(GB/T3880.2)规定值。抗拉强度、规定非比例延伸强度、硬度下降的主要原因是散热器在真空钎焊过程中相当于进行了退火处理,原来的冷加工硬化效果消除,而延伸率微小降低的原因可能是在真空钎焊过程中母材长时间处于600 ℃,晶粒粗化而使塑性降低。

表3 3003材料钎焊前后力学性能对比Table 3 Comparison of mechanical properties of 3003 material before and after brazing
3 结论
(1) 温度曲线、工装装夹力矩、工装结构对错位翅片型水冷散热器的钎着率有显著影响。
(2)随着钎焊温度和工装装夹力矩的增大,钎着率呈现上升趋势;随着保温时间的适当延长,钎着率也呈现上升趋势。
(3)在优化焊接工装、工装夹紧力矩120 N·m、保温温度540 ℃、保温时间50 min、焊接温度600 ℃、保温时间60 min条件下进行真空钎焊,平均钎着率高达90%。
(4)材料经过真空钎焊后,钎焊完毕的基板力学性能有所下降,抗拉强度下降比例为27.2%,规定非比例延伸强度下降比例为34.1%,延伸率下降比例为6.6%;硬度下降比例为32.2%。
