热输入对X80级气保护药芯焊丝焊缝金属组织性能的影响
2023-11-04吴林恩夏培培张克芳谷云龙何金昆
吴林恩, 刘 宇, 夏培培, 张克芳, 谷云龙, 何金昆
1. 油气管道输送安全国家工程研究中心,河北 廊坊 065000
2. 中国石油天然气管道科学研究院有限公司,河北 廊坊 065000
3. 中国石油管道局工程有限公司油气储库分公司,河北 廊坊 065000
0 引言
为提高长输油气管道的输送效率,降低运输成本,油气管道建设向着高等级、大口径、长距离的方向发展。这对管道现场焊接技术提出了新的挑战,如何保证管道环焊缝的质量稳定性和使用安全性,是管道建设重点研究的课题[1-3]。环焊缝是管道质量控制的重点[4]。气保护药芯焊丝自动焊(FCAWG)作为目前大口径X80 管线钢管的现场环焊工艺方法之一,具有现场操作性好、现场适应能力强、不易出现未熔合缺陷等特点,对于不同地形及连头口等位置的管道焊接施工具有良好的现场适应性[5-6]。但近年来的工程现场数据表明焊缝金属冲击韧性离散且低温韧性较低,是制约气保护药芯焊丝自动焊应用的一大问题。众所周知,组织决定性能。焊接热输入是表征焊接电压、焊接电流和焊接速度的综合性指标,影响着焊缝金属凝固结晶和组织形成过程,从而影响焊缝金属的组织和性能[7-11]。
然而目前的研究及文献中尚未发现FCAW-G焊缝金属热输入影响的相关报告。因此有必要研究分析不同热输入的影响,为FCAW-G焊接工艺参数优选提供指导。文中采用6种热输入制备了X80气保药芯焊丝焊缝金属,通过冲击、拉伸、CTOD 断裂韧性、显微组织分析等试验,系统研究了热输入对X80气保护药芯焊丝自动焊焊缝金属组织、硬度和冲击性能的影响。
1 试验材料与方法
试验材料为规格500 mm×200 mm×22 mm 的X80 级管线钢板,坡口尺寸如图1 所示,α 为坡口面角度,22~25°,P 为钝边高度,1.6±0.4 mm,b 为对口间隙,2.5~3.5mm,δ 为22 mm。采用气保护药芯焊丝自动焊,焊接层道示意如图2 所示,焊接电源为CPPW1N-03 自动焊机,保护气体80%Ar+20%CO2,预热温度为80~100 ℃,层间温度控制在80~150 ℃。采用0.5 kJ/mm、0.8 kJ/mm、1.2 kJ/mm、1.8 kJ/mm、2.4 kJ/mm、3.0 kJ/mm 六种热输入进行焊接,图3 为焊接过程典型照片,根焊采用氩弧焊打底,填充、盖面均采用X80 用气保药芯焊丝E91T1-K2M,母材及焊丝的化学成分见表1,焊接工艺参数见表2。

表1 X80和E91T1-K2M的化学成分(质量分数,%)Table 1 Chemical compositions of X80 and E91T1-K2M (wt.%)

表2 FCAW-G焊接工艺参数Table 2 Technical parameter of welding

图1 试板坡口尺寸示意(mm)Fig.1 Schematic of groove

图2 焊接层道示意Fig.2 Schematic diagram of weld layer

图3 焊接过程照片Fig.3 Photo of welding process
2 试验项目
对焊接试件制取拉伸试样、夏比冲击试样、裂纹尖端张开位移(CTOD)断裂韧性试样、金相试样,进行组织分析和性能试验。
2.1 拉伸试验
2.2 夏比冲击试验
夏比冲击试验试样(V型缺口)采用标准的全尺寸冲击试样,试样尺寸为10 mm×10 mm×55 mm,试验按照GB/T 2650 在ZBC2452-C 摆锤式冲击试验机上进行,试验温度分别为-10 ℃、-30 ℃、-60 ℃,每组试样为3件。
2.3 CTOD断裂韧性试验
CTOD 断裂韧性试样采用三点弯曲试样,尺寸为10 mm×22 mm×100 mm,对取样缺口加工好的试样采用高频疲劳试验机(GPS300)在室温下预制疲劳裂纹。在制备含疲劳裂纹的试样后,CTOD 试验在MTS810疲劳试验机上依据ISO 15653进行,试验温度为-10 ℃,跨距S=4W,每组试样为4件。
2.4 金相检验
焊缝金属金相试样通过粗磨、精磨和抛光等试验步骤后,使用3%~4%的硝酸酒精溶液进行腐蚀,用吹风机吹干,利用 Imager .M1m 光学显微镜观察焊缝金属的微观组织。
3 试验结果及讨论
3.1 热输入对金相组织的影响
6 种热输入下的金相组织如图4、图5 所示,可以看出,不同焊接热输入促使焊缝金属及热影响区的晶粒发生不同程度的变化。同时,焊接热输入的变化也会影响焊缝组织发生变化,导致性能发生相应的优化或劣化。

图4 不同热输入下焊缝金相组织Fig.4 Metallographic structure of different heat input

图5 不同热输入下焊接热影响区金相组织Fig.5 HAZ Metallographic structure of different heat input
图4为不同热输入下焊缝中心的组织照片。可以看出,在小热输入下(0.5 kJ/mm和0.8 kJ/mm),由于冷却速度较大,组织形态主要为针状铁素体和多边形铁素体组成,且晶界有碳化物析出相。但由于针状铁素体AF和先共析铁素体所占的比例和晶粒大小变化不明显,因此焊缝的强韧性提高程度相对不大。在较高焊接热输入下(1.2 kJ/mm,随着冷却速度的降低,焊缝金属组织形态发生了明显的变化,除了针状铁素体和多边形铁素体外,还出现了粒状贝氏体,赋予了焊缝优良的强韧特性。在高的焊接热输入下(2.4 kJ/mm 和3.0 kJ/mm),焊缝冷却速度降低,冷却时间t8/5增大,针状铁素体减少,针状铁素体的形态由细长型向短粗型转变,多边形铁素体PF和准多边形铁素体所占比例增多。
由图5可以看出,母材热影响粗晶区组织主要由粒状贝氏体和贝氏体铁素体组成,随着热输入的增加,粒状贝氏体的含量增加,贝氏体铁素体的含量减少。
对焊缝区和热影响区相的类型、各相比例及原始晶粒尺寸进行定量分析,分析结果如图6 所示。从图6a 可以看出,随着热输入的增加,魏氏体铁素体(WF)和多边形铁素体(QF)的含量呈现逐渐增加的趋势;针状铁素体的含量(AF)逐渐减少,针状铁素体的形态由细长型向短粗型转变,针状铁素体是一个综合性能较好的相,有助于提高材料的强度和韧性,随着针状铁素体含量的减少,强韧性有下降趋势;MA组元的含量均在6%以内,MA是脆性相,对冲击韧性影响较大,通过比较可知,当热输入为1.2 kJ/mm 时,MA 的含量最低,冲击韧性最好。通过比较可知,随着热输入的增加,焊缝原始晶粒尺寸呈逐渐增大的趋势,当热输入为3.0 kJ/mm 时,原始晶粒尺寸最大为Ⅲ-4级,材料在此热输入下的综合性能最低。从图6b可以看出,热影响区粗晶区的原始晶粒尺寸变化不大,随着热输入的增大,晶粒尺寸略有增大。

图6 不同热输入下相的类型、比例及原始晶粒尺寸Fig.6 The type, proportion and grain size of the phases under different heat input
3.2 热输入对焊接接头力学性能的影响
3.2.1 热输入对焊接接头拉伸性能的影响
不同热输入下FCAW-G 全焊缝金属室温拉伸试验结果如图7所示。

图7 不同热输入下焊缝金属拉伸性能Fig.7 Tensile properties of different welding heat input of weld metal
由图7 可知,在热输入为0.5~1.2 kJ/mm 区间,全焊缝金属的屈服强度和抗拉强度变化不大;当热输入在1.2~3.0 kJ/mm区间时,焊缝金属的屈服强度和抗拉强度均呈现一定程度的下降,抗拉强度由583 MPa降到了495 MPa,抗拉强度由663 MPa降到了594 MPa,这是因为随着热输入变大,焊缝晶粒尺寸变大,粗化的组织导致了焊缝金属拉伸强度(包括屈服强度和抗拉强度)的降低[12]。
3.2.2 热输入对低温冲击韧性的影响
6 种不同热输入下焊缝金属-10 ℃、-30 ℃、-60 ℃夏比冲击吸收功如图8所示。
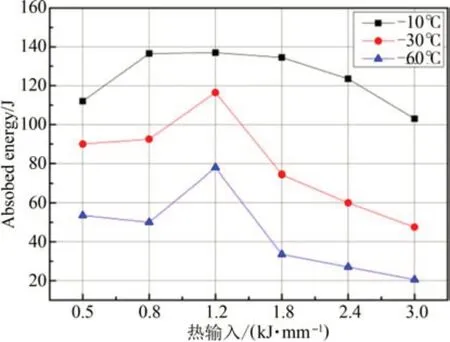
图8 不同热输入下焊缝金属冲吸收功Fig.8 Impact absorption energy of different heat input of weld metal
由图8可知,在给定冲击温度下,在一定范围内(0.5~1.2 kJ/mm),随着焊接热输入增大,焊缝金属韧性有所升高,但热输入超过一定范围(1.2 kJ/mm)以后,热输入继续增加会导致韧性急剧下降,热输入为1.2 kJ/mm 左右时韧性达到最高值。按照目前工程设计要求,一般要求-10 ℃下焊接接头冲击韧性单值≥38 J,均值≥50 J(其余温度暂无规定)。从图可知-10 ℃下6种热输入冲击吸收功结果均在100 J以上,完全满足工程要求。
结合金相组织分析认为焊接热输入对焊缝金属冲击韧性的影响有:首先,焊接热输入的变化会影响焊缝金属的组织组成。在热输入为0.5 kJ/mm,0.8 kJ/mm,1.8 kJ/mm时,在层间热影响区域出现了碳化物析出相;随着热输入的增加,晶粒有长大趋势,且多边形铁素体和准多边形铁素体增多,针状铁素体所占比例减少,针状铁素体的形态由细长型向短粗型转变。针状铁素体是一个综合性能较好的相,有助于提高材料的强度和韧性,随着针状铁素体的减少,强韧性有下降趋势,导致焊缝金属的冲击韧性值呈现先增加后减小的趋势。其次,随着热输入的增大,焊缝金属的冷却速度减小,所有焊缝组织的晶粒尺寸有一定程度的长大,导致焊缝组织粗化[13]。综上,焊接热输入对焊缝金属冲击韧性的影响为:在一定热输入范围内(0.5~1.2 kJ/mm)时,随着焊接热输入的增加,针状铁素体AF和粒状贝氏体GB 等的增加占主要作用,焊缝低温韧性随之增加。当焊接热输入超过1.2 kJ/mm 时,焊接热输入的增大使得针状铁素体含量的减少和焊缝组织粗化,这些不利的因素起主要作用,从而导致焊缝冲击韧性在此之后随之降低。
图9为不同热输入下焊缝金属的剪切断面率和断后形貌转变温度50%(Fracture Appearance Transition Temperature,FATT)评定的韧脆转变温度。可以看出,在焊接热输入小于1.2 kJ/mm时,随着热输入的增大韧脆转变温度降低,在1.2 kJ/mm 时达到最低,表现出较高的韧性水平,之后随着热输入的增加,韧脆转变温度升高。
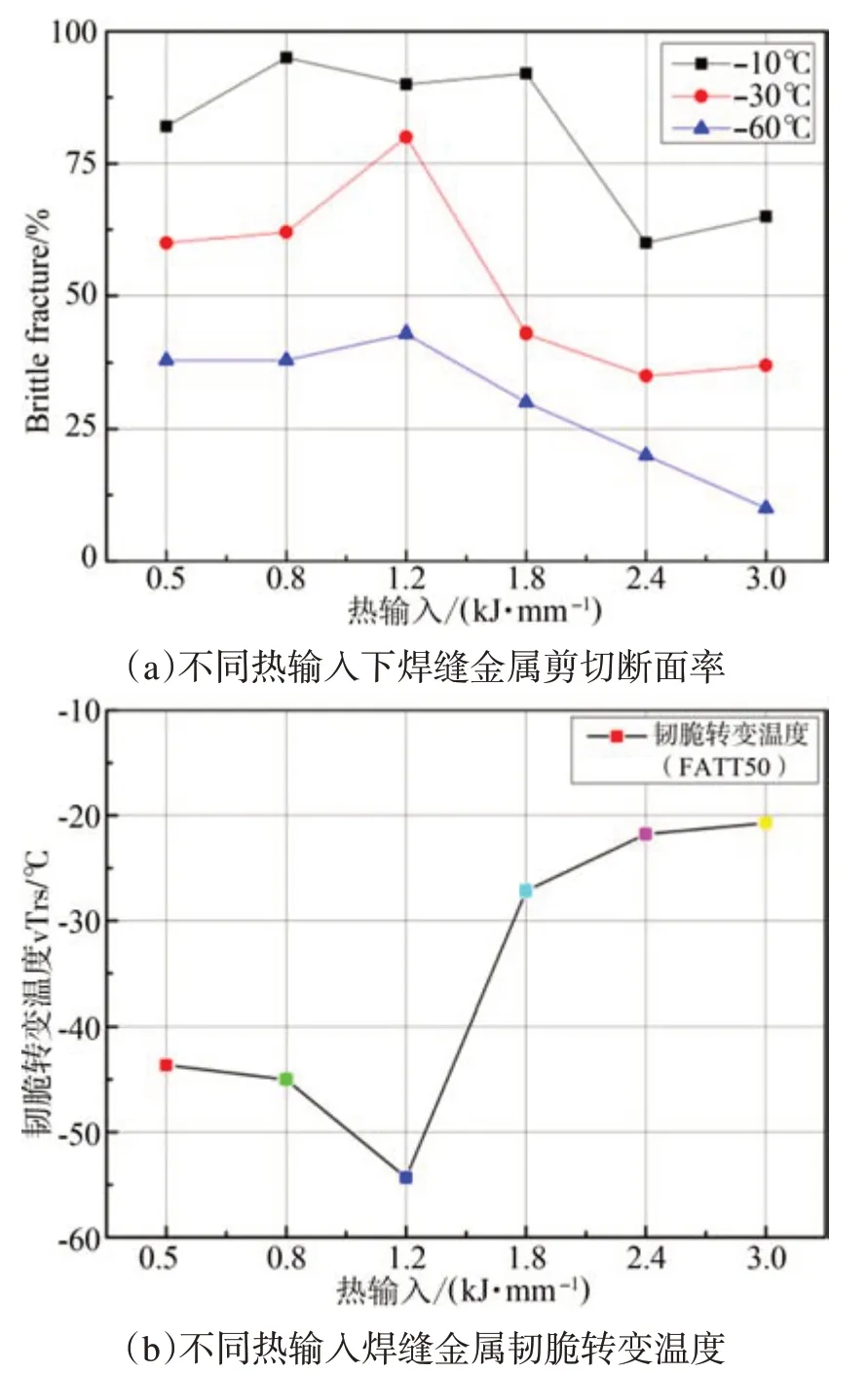
图9 不同热输入下焊缝金属剪切断面率和韧脆转变温度Fig.9 Tough-brittle transition temperature of different welding heat input of weld metal
3.4 热输入对断裂韧性(CTOD)的影响
不同热输入下焊缝金属在-10 ℃下的裂纹尖端张开位移(Crack Tip Opening Displacement,CTOD)值如图10所示。

图10 不同热输入下焊缝金属CTOD值Fig.10 CTOD of different welding heat input of weld metal
断裂韧度大小表明了焊接接头的抗脆断特性。由图10可以看出,焊缝金属CTOD断裂韧性值受焊接热输入变化的影响。试验结果表明,当热输入在0.5~2.4 kJ/mm 范围内,所有样品值均较高,最高可达0.633 mm,最小为0.367 mm,具有良好的抗开裂性能。当热输入为3.0 kJ/mm时,CTOD值离散型变大,且存在低值,说明其韧性较差。进一步验证了随着热输入的增加,焊缝金属组织粗化,导致裂纹扩展的阻力减小,裂纹扩展所需的能量减少,最终导致韧性降低。
3.5 热输入对维氏硬度(HV10)的影响
焊接接头的硬度值是评估焊接质量的重要指标之一,不同的热输入条件会对焊接接头的硬度值产生影响。对不同热输入下焊接接头进行硬度测试,打点示意图如图11所示。

图11 焊接接头维氏硬度测试点位置Fig.11 Hardness of different welding heat input of weld metal(HV10)
不同热输入下焊接接头的硬度分布见表3、图12,硬度整体水平不均匀,不同位置的硬度值不同。可以看出,热输入3.0 kJ/mm 的要低于其他焊接热输入下的硬度值。在高热输入下,焊接接头过热,冷却速率较慢,焊缝组织发生一定程度的粗化,从而导致硬度下降。焊接接头在不同热输入下的硬度与强度相一致,同时硬度分布也表明了焊接接头不同区域组织对其力学性能的影响。

表3 不同热输入下焊接接头硬度值(HV10)Table 3 Hardness of different welding heat input of weld metal(HV10)

图12 不同热输入下焊缝金属硬度值(HV10)Fig.12 Hardness of different welding heat input of weld metal(HV10)
4 结论
(1)六种热输入下焊缝金属的组织主要由针状铁素体、多边形铁素体准多边形铁素体和粒状贝氏体组成。随着热输入的增大,焊缝金属组织晶粒有长大趋势,且多边形铁素体和准多边形铁素体增多,针状铁素体减少,对韧性不利。
(2)焊缝金属的低温冲击韧性随着焊接热输入的增加呈现先增加后减少的趋势,在1.2 kJ/mm 时达到极大值。
(3)在一定范围内,随着热输入的增大,焊缝金属组织粗化,导致强度和断裂韧性降低。
(4)焊接热输入对X80 气保护药芯焊丝焊缝金属强度和韧性有很大影响。焊接热输入为1.2 kJ/mm时,X80气保药芯焊丝焊缝金属综合性能最佳。
