基于SFC编程的自动盖章机控制系统设计*
2023-11-03雷蔓
雷 蔓
(贵州工程应用技术学院机械工程学院,贵州 毕节 551700)
0 引言
顺序功能图(Sequential Function Chart, SFC)是解决复杂流程控制系统最为有效的编程方法[1]。顺序功能图编程有三种程序结构,分别是顺序结构、选择结构和并行结构,基本上所有的控制系统都可以由这三种结构组合完成[2]。画顺序功能图,只需要搞清楚步(具体做什么)、转移条件和转移方向,其中,任意一个时刻只能有一个步处于活动状态[3-6]。
本研究的对象是自动盖章机的控制系统,该机器结构如图1所示。控制对象有驱动丝杠螺母左右运动的步进电动机、控制双杆气缸伸缩上下运动的气动电磁换向阀。其输入信号有用于纸张检测的光电传感器、检测滚珠丝杠原点的行程开关。
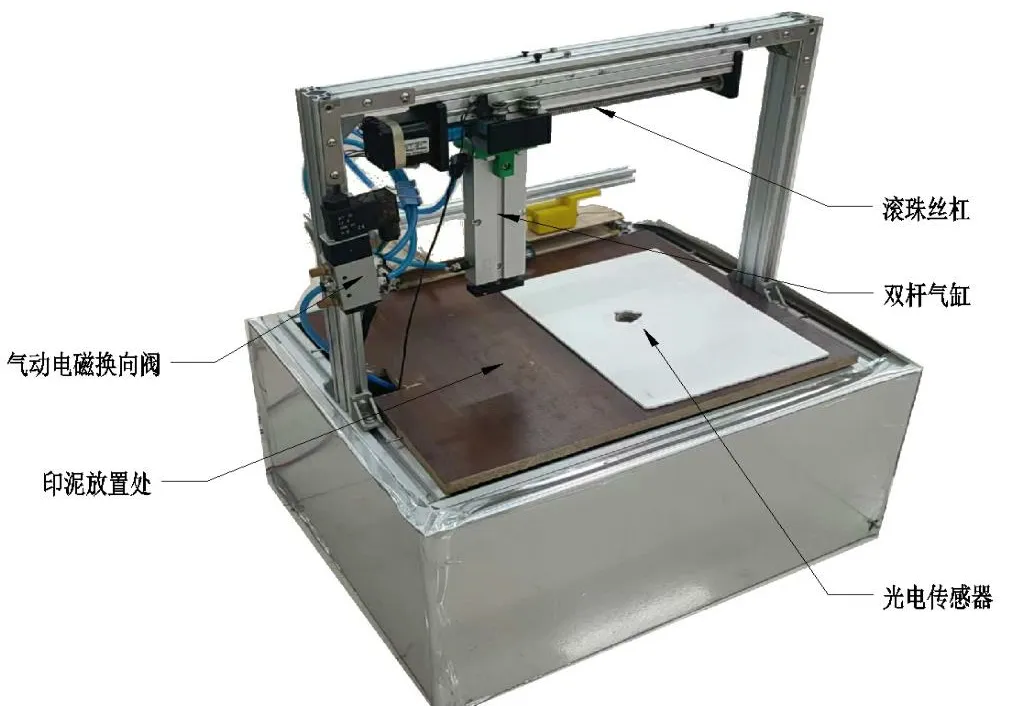
图1 自动盖章机结构
该控制系统采用三菱FX1s-10MT型PLC作为控制核心,气缸的驱动气泵采用小型稳压气泵,均置于机器内部。
1 工作原理及控制要求
该自动盖章机工作原理如下:先控制印章下行蘸取印泥,然后上行、右行,再下行盖章,最后上行、左行回到原点。运动步骤如图2所示。

图2 自动盖章机运动步骤及I/O点布置
该控制系统的输入信号有纸张传感器、丝杠原点行程开关,输出信号有步进电动机脉冲、步进电动机方向控制、双杆气缸换向电磁阀。双杆气缸换向电磁阀得电会伸长,失电则会在弹簧作用力下回原位,气缸缩回,控制得电与失电只需要一个点,气动回路如图3所示。PLC的I/O资源分配如表1所示。
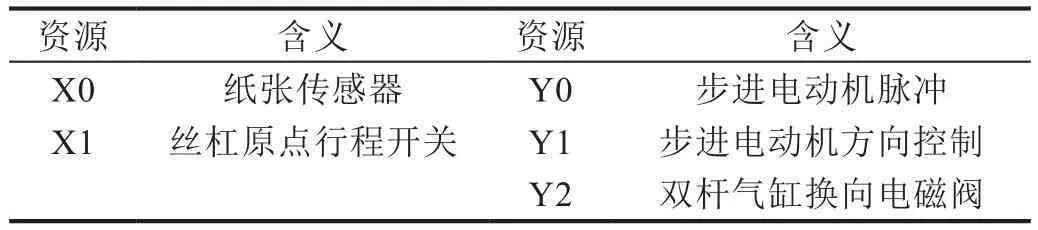
表1 PLC的I/O资源分配表
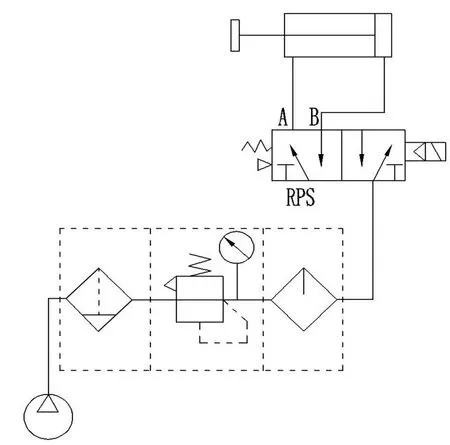
图3 气动回路
2 控制系统的设计过程
2.1 系统的控制电路图
根据工作原理、控制要求及I/O点的分配,该系统的控制电路图如图4所示,其输入回路是PLC内部24 V直流电源,输出回路是外部24 V直流电源。纸张传感器采用的是NPN型漫反射常开式红外光电传感器E3F-DS10C4,丝杠原点行程开关采用微动式行程开关。

图4 控制电路图
2.2 顺序功能图
针对该控制系统,步进电机和丝杠螺母负责左右运动,双杆气缸负责上下运动。其控制顺序就是开机回原点→纸张传感器有信号(上升沿)→下行→上行→右行→下行→上行→左行(回原点),完成一次盖章。
使用SFC编程,最为重要的就是根据控制要求画出顺序功能图[7],该控制系统的顺序功能图如图5所示。首先要使用M8002的特殊功能(PLC运行首次扫描接通)[8],使PLC一运行就让系统处于S0步(起始步,双框线表示),S0为等待的步,需要让滚珠丝杠回原点。然后就需要回答转移到下一步的条件是什么,下一步做什么,下一步转向哪三个问题。

图5 顺序功能图
三菱FX系列PLC中,有专门的顺序功能图编程元件和编程模块[9]。S0至S9为起始步,S10至S19有特殊作用,一般不用,S20以上就是普通的顺序功能图的步。
比如,给S0的下一步一个编号为S20(编号名称可以随意给,不影响执行顺序[8]),那么S0如何转移到S20呢,那就需要滚珠丝杠回到原点并且纸张传感器有信号(上升沿),即转移条件是X1通,并且有X0上升沿。
S20是做什么呢?是控制印章向下运动,即输出线圈Y2,由于气缸下行和蘸取印泥需要时间,所以输出Y2需要保持一定的时间,这里用(T0 K20)保持2 s,S20这一步的转移条件就是T0时间到。
S21是做什么呢?是控制印章向上运动,即不输出线圈Y2(顺序功能图任意一个时间点只有一个步处于活动状态,S20跳到S21后,由于S21没有Y2线圈输出,所以Y2线圈不会有输出),由于气缸上行需要时间,所以需要停留一定的时间,这里用(T1 K20)保持2 s,S21这一步的转移条件就是T1时间到。
根据机器的工作原理向下分析,搞清楚每一步是做什么,转移条件是什么,转移方向是哪,就能得出如图5所示的顺序功能图。
3 梯形图程序设计及实验验证
在三菱FX系列PLC编程软件GX Developer中,可以采用直接编写SFC图的形式完成控制程序的编写,编写完的SFC图可以直接转换成梯形图的形式[10]。在新建工程时,点击SFC,就进入了GX Developer的SFC编程模块,SFC编程模块是按照程序块的形式来组织程序的。一般第一个程序块要设置成梯形图的编程方法,便于用M8002置位S0,使PLC一运行就进入SFC程序的起始步,后面的块则根据需要设置为SFC块或者梯形图块。
在SFC块之前的梯形图块程序如图6所示。此程序的功能就是使得PLC一运行就把S0步激活,并且把相应的定时器、辅助继电器和顺序继电器复位。因为有的元器件在PLC掉电后再来电会保持不变,有可能导致顺序功能图有两个及以上的步处于活动状态,使程序错乱,所以需要全部复位。
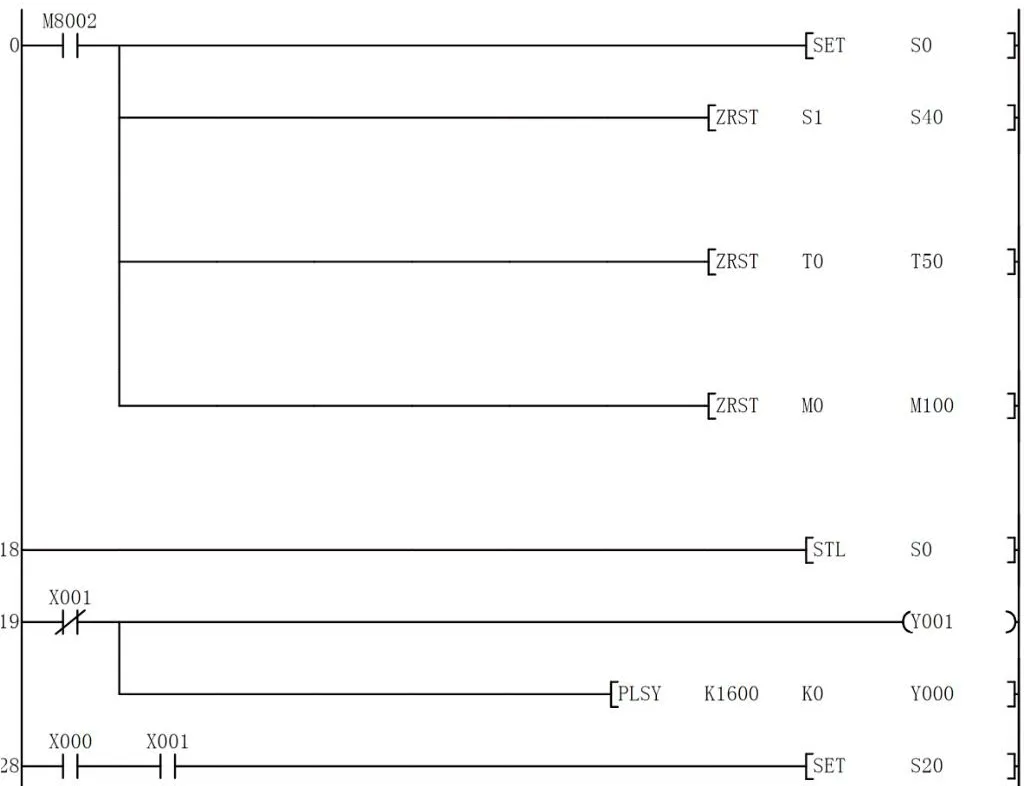
图6 部分梯形图程序
根据绘制的顺序功能图,在三菱FX系列PLC编程软件GX Developer中,也可以使用指令的形式直接编写SFC程序。每一步都用STL开始,紧接着编写这一步的动作,然后编写这一步的转移条件。如果是从上到下转移,就用SET指令;如果是跳转,就用线圈输出。每个顺序功能图编写完后,需要用RET指令表示结束。
样机(图1)制作后,进行控制系统接线调试试验,该程序能够完成机器的预订功能,验证了SFC编程方法的正确性。
4 小结
该控制系统的设计以本团队研制的自动盖章机的控制系统为研究对象,对机器控制要求的分析、气压驱动回路设计、控制电路设计、顺序功能图(SFC)绘制、顺序功能图转换为梯形图程序等方面进行了分析研究,并用实验验证的方法证明了采用SFC方法设计自动盖章机控制系统的正确性,该方法具有推广借鉴的价值。
