编码器在自动绕线机排线换向中的应用系统设计
2023-11-02严春平
严春平
(九江职业技术学院,九江 332000)
自动绕线机是把线状物体缠绕到特定工件骨架上的机器。常用的自动绕线机绕制的线多为漆包铜线,如绕制电子、电气产品的电感线圈。在自动绕线过程中,排线的换向是决定绕线质量的一个关键因素。通常排线换向时刻由控制器根据槽宽的大小来决定,但是在一些特定工件骨架上,尤其是在换向的两头具有一些凸起挡板时,若不能自适应调整换向时刻,绕线的质量将难以得到保证[1]。
文章设计了一种新的排线换向系统,即将排线穿过编码器,通过编码器将排线的抖动情况反馈给控制器。将该系统应用在自动绕线机的排线换向中,可自适应一些凸起挡板的工件骨架,极大地提高了绕线质量。
1 系统组成及运行原理
系统组成框图如图1 所示。以三菱FX3U-32MT可编程逻辑控制器(Programmable Logic Controller,PLC)为控制器,系统的运行状态由触摸屏显示查看,同时可以通过触摸屏设置系统运行参数。排线运行到工件骨架两端产生的抖动信号由编码器来检测,再通过高速计数端口将抖动值传送给PLC。经过程序判断,PLC 发出排线换向信号给步进驱动器,从而改变排线电机的方向,实现排线自动换向。
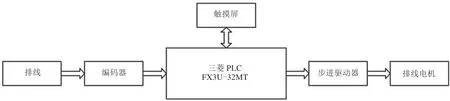
图1 系统组成框图
系统运行原理如下。将排线穿过针管,装在一个增量编码器的轴上。在绕线过程中,当排线针管到达工件骨架的两端时,工件骨架的挡板会碰到排线,产生一个横向的阻力,进而导致排线针管的转动。此时,编码器能够检测出排线针管的转动,将该信号传给PLC,发出换向信号[2]。PLC 得到换向信号后,立即改变步进电机的方向控制信号端口,控制排线的步进电机换向。排线针管换向后,继续按设定的排线速度排线,直到工件骨架的另一端排线又碰到工件骨架挡板,排线针管遇到阻力被迫转动,排线电机跟着换向。上述过程一直循环往复,直到完成绕线[3]。
通过人机接口(Human Machine Interface,HMI)触摸屏可以设定编码器的转动值。排线抖动的反馈信号通过编码器,由高速计数端口采集。当编码器转动超过设定值时,控制器启动排线换向信号,经控制器的排线电机方向控制端口传输给排线电机驱动器,从而控制排线换向,使换向更加合理[4]。
2 系统硬件设计
硬件接线图如图2 所示。控制器选择的具体型号是三菱FX3U-32MT PLC,属于晶体管漏型输出。该款PLC 在目前三菱公司小型PLC 系列里性价比较高,能够较好地完成本控制系统的逻辑控制和运算等任务。对编码器反馈信号启用PLC 的高速计数端口,采用了二相输入(A-B)高速计数器C251,对应的PLC 信号输入端口为X0(连接编码器A 相)和X1(连接编码器B 相)。排线电机采用步进电机,电机驱动器的脉冲输入信号端口连接到PLC 的Y1,方向信号端口连接到PLC 的Y3。

图2 硬件接线图
3 系统软件设计
程序流程框图如图3 所示。程序开始运行后进入系统初始化,初始化程序主要完成整个控制系统的复位,所有电机回到初始原点。根据绕线的具体情况设定好编码器换向参数。排线过程中,先判断排线的位置是否进入换向范围,若已进入,则判断高速计数器的计数值是否达到设定值。若达到则发出排线换向信号,完成一次换向动作。
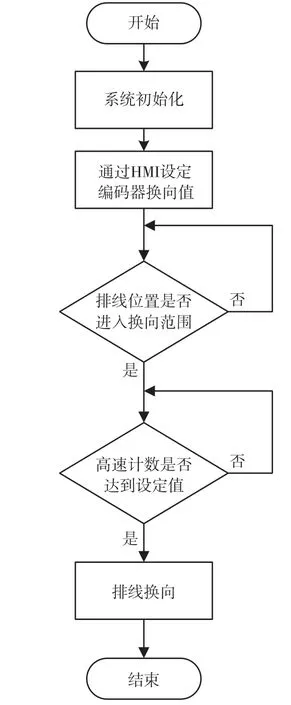
图3 程序流程框图
由于排线时存在一定的微量抖动,需要判别其是换向信号还是排线针管微量的抖动信号。为了消除抖动造成的影响,由调试人员设定一个值,当编码器的转动信号达到该值时,就认为排线碰到了挡板,步进电机要换向。当编码器的转动信号小于设定值时,认为是排线时针管的微量抖动,排线没有碰到挡板,步进电机不换向。
为了减少在绕线中产生的一些意外抖动导致编码器换向的误动作,在判断编码器的高速计数是否达到设定值之前,还增加了一项辅助判断,即判断排线电机的位置是否进入换向的区间范围[5]。该区间范围根据不同的工件骨架形状进行设置,一般为2 ~5 mm。
参考程序如图4 所示。当M100 闭合时,接通可变脉冲输出指令DPLSV,实现排线电机的运动控制。其中,寄存器D60 为排线电机的脉冲输出频率存储地址,Y1 为排线电机的输出脉冲端口,Y3 为电机旋转方向的输出端口。该指令运行时,从输出口Y1 输出频率为D60 的脉冲串,若D60 为正值,则Y3 输出为ON,排线电机正转;若D60 为负值,则Y3 输出为OFF,排线电机反转。由此可见,排线的方向由D60 里面数值的正负号决定,排线换向时只需改变数值的正负号即可。主轴电机旋转一圈的脉冲数设置为3 200。D8140 为主轴脉冲数存储地址,M31 为主轴电机启动后旋转10 圈后的中间信号,该信号用于保证初始启动时排线方向的正确。当D8140 大于32 000时(即主轴旋转圈数大于10 圈),M31 线圈得电,对应的常开触点M31 闭合,此时允许进入排线换向判断程序。D10 为排线右侧正转换向区间值,当D8350大于等于该值后,允许换向。同理,D12 为排线左侧反转换向区间值,当D8350 小于等于该值后,允许换向。是否允许换向,通过中间信号M90 的闭合来实现。C251 为高速计数器,记录编码器旋转的数值,该高速计数器的预置值必须大于编码器换向参数值,本程序中C251 的预置值设为500。当C251 的计数值大于D14 或者小于D16 时(即编码器旋转值大于排线正转或者小于排线反转的设定值),置位中间信号M89,则常开触点M89 闭合,接通乘法指令DMULP,将D60 里面的数值乘以-1(即取反),从而实现排线换向。同时,定时器T28 延时1.2 s 后,复位信号M89和C251,为下一次换向做好准备。整个排线换向程序循环往复,直到完成绕线。
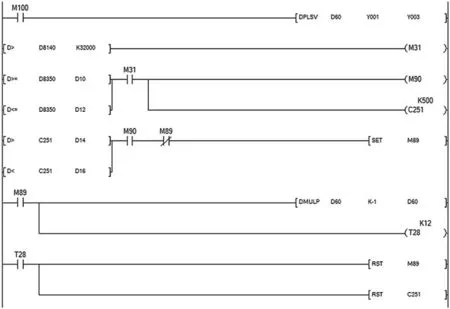
图4 参考程序
4 结语
文章设计的自动绕线机排线换向系统利用编码器采集排线的抖动情况和具体抖动范围,通过HMI 设定编码器换向参数,经过程序设计极大地提升了排线换向的准确性,使其在一些不规则的工件骨架上实现自动换向。该控制方式简单有效,自适应能力强,而且整个控制系统的成本较低,具有很高的实际应用价值。
