铣削参数对TC4 钛合金铣削残余应力影响的仿真研究
2023-10-26吕偿
吕 偿
(广东白云学院机电工程学院,广州 510450)
0 引言
TC4 钛合金具有良好的抗腐蚀性,且刚性好、强度高[1],广泛应用于航空[2]、航天[3]、海洋[4]、汽车[5]等工业领域。采用硬质合金刀具加工时,铣削速度一般控制在30 ~50 m/min[6-7]。当铣削速度大于60 m/min时,刀具磨损程度加剧,被加工表面粗糙度明显增大,切削稳定性明显下降[8-9]。且铣削过程中,刀具与工件之间相互作用力、摩擦热等因素使已加工的钛合金表面分布残余应力降低钛合金加工质量[10-11]和几何稳定性[12-14]。因此,探索一种合理的铣削参数加工TC4 钛合金既能延长刀具使用寿命,又能提高产品加工质量,具有一定的研究意义。
国内外学者在探索铣削参数对金属铣削性能的影响已做了大量的研究,综上研究成果发现,早期国内外学者在研究立铣刀结构时主要以单因素水平做对比试验且多以2D 铣削仿真为主,在仿真分析中作了适当的模型简化。而对于平底立铣刀而言,当高速铣削时刀具自身尺寸在同一角速度下所产生不同线速度,不能忽略不同线速度下刀刃铣削工件表面产生的应力差值,是二维铣削仿真所不能体现。
本文旨在通过Abaqus有限元仿真软件,建立硬质合金4 刃等距平底立铣刀铣削TC4 钛合金3D有限元模型,根据实际钛合金加工经验设计多种加工工况,探索不同铣削参数对铣削后工件表面残余应力(Residual Stress)的影响,通过多角度分析铣削槽残余应力σr的分布规律,提高钛合金加工效率及加工质量,以期为铣削TC4 钛合金采用硬质合金刀具铣削时铣削参数的选择上提供参考。
1 Abaqus仿真建模
在实际金属铣削中诸如机床动静刚度、加工工艺参数、刀具特性、冷却方式等均对铣削产生一定影响。
金属铣削仿真属显式非线性动力学分析,在高度贴合实际铣削工况下建立简要的有限元模型,并提出如下几点假设:①将刀具的角速度、进给速度作为载荷,刀具在铣削过程中加速度为0 m/s;②工件处于静态;③铣削过程连续;④忽略铣削过程中因温度引起金相组织的变化,对TC4 钛合金物理性能及化学成分不产生影响。
基于以上几点假设建立的刀具及工件有限元模型如图1 所示。为提高仿真精度及计算效率,对工件被铣削部分采取精细网格划分,未铣削部分采用粗略网格划分。
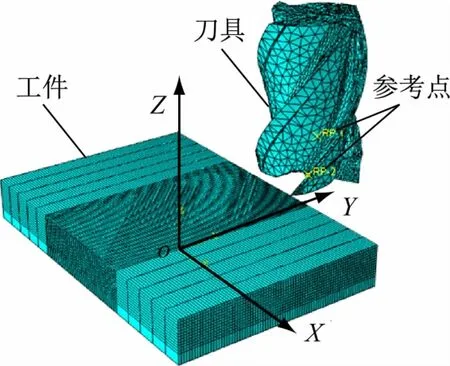
图1 工件和刀具有限元模型
2 铣削仿真参数
2.1 刀具参数
加工钛合金时,普遍采用硬质合金刀具,以SolidWorks建立了刀具三维模型,刀具半径为10 mm,径向前角10°,径向后角8°,螺旋角40°的4 刃右旋等齿距刀具。
2.2 材料的本构模型
铣削加工仿真属于大变形分析,工件TC4 钛合金的本构关系模型选择典型的Johnson-cook 本构模型[15],其流动应力
式中:σs为准静态条件下的屈服强度;B为应变硬化参数;εp为等效塑性应变;n为硬化指数;C为应变率强化参数;为等效塑性应变率为材料的参考应变率;T0为常温系数,通常取25 ℃;Tmelt为材料熔点;m为热软化参数。本文仿真采用的工件材料TC4 钛合金,Johnson-cook本构模型参数及物理性能如表1、2所示。

表1 TC4 钛合金Johnson-cook本构模型参数

表2 TC4 钛合金物理性能
2.3 铣削参数计算
根据实际加工为参照,以被铣削材料的物理性能,刀具的耐磨性、加工效率及使用寿命为依据,制定合理的背吃刀量、进给速度、铣削速度(角速度)。其中由主轴转速计算刀具角速度计算公式为
式中:n为主轴转速,根据硬质合金刀具铣削钛合金加工经验,取值范围为2500 ~3000 r/min,故ω的范围216 ~314 rad/s。进给速度的计算式为
式中:f为每齿进给量,根据硬质合金刀具取经验值f=0.15 mm/r;z为刀具齿数z=4。由此,vf的范围为1500 ~1800 mm/min。
2.4 铣削正交试验方案设计
根据铣削参数计算结果,背吃刀量取经验值范围为0.5 ~2.5 mm,所设计的正交试验方案如表3 所示。

表3 正交试验的水平与因素
2.5 位移边界条件及载荷
在工件底部边界施加全约束(自由度为0)如图2所示。由图可见,刀具具有2 个自由度,即绕刀具轴线方向的转动、沿走刀方向(Y轴)的直线移动,将表3 中的角速度、进给速度施加于参考点作为输入载荷。

图2 工件施加边界条件
3 铣削TC4 钛合金仿真结果分析
由表3 所设计的3 种工况条件下,在已建立的有限元模型中分别计算出铣削TC4 钛合金时整体mise应力云图,如图3 所示。
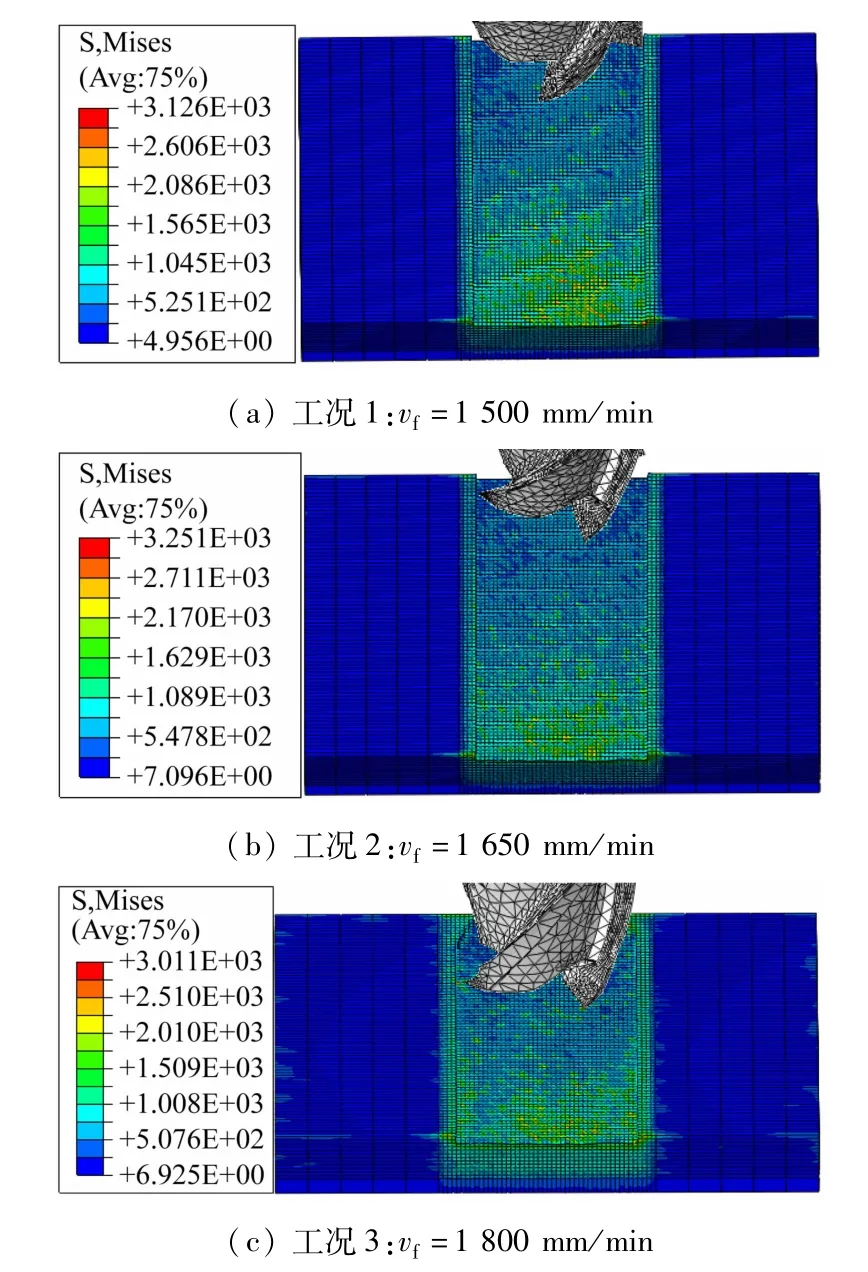
图3 工件铣削过程中的mise应力云图
3.1 被铣削表面整体应力分布情况
当刀具沿Y轴方向铣削,铣削过程中产生的应力不断变化,铣削结束后铣削应力趋于稳定。由图3 可知,最大的铣削应力分别为3.12、3.25、3.01 GPa,工件被铣削表面靠近进刀槽一侧的σr大于靠近退刀槽一侧的σr;在铣削槽进刀处亦分布较大的应力,即在铣削槽几何变形突变处均分布较大应力。由此,分析铣削槽σr时以铣削槽进给方向及进(退)刀槽处作为重点观察区域,探讨σr分布规律。
3.2 在刀具进给方向的σr 分布
为研究铣削参数对铣削区域σr的影响,绘制了工件、铣削槽及参考坐标系示意图如图4 所示。选取沿刀具进给方向(Y轴)的路径节点,选取原则基于铣削后工件表面沿Y轴方向均匀分布的5 个路径节点上的应力值反映工件表面铣削后的σr,其分布情况如图5所示。由图5 可知,3 种工况下,沿刀具切削方向最大σr值分别为1990.31、1920.04、2489.03 MPa,平均σr绝对值分别为832.52、805.73、728.35 MPa。综合3种工况可知,随进给速度、角速度增大被铣削工件表面最大σr值亦增大,而平均σr值却逐步减小。当铣削路径值超过2 ~3 mm时,铣削σr值急剧增大,而当铣削路径超过6 mm 时被铣削工件表面的σr值开始下降趋于平稳。对比3 种工况,在工况3 时刀具进给方向被铣削工件表面的σr普遍小于另外2 种工况。

图4 铣削槽及坐标示意图

图5 沿铣削方向被加工表面σr 分布
3.3 进(退)刀槽处σr 分布
进(退)刀槽在铣削过程中因其几何形状突变,易引起应力集中,故在进(退)刀槽拾取路径节点以观察其σr值。在刀具进给方向为法向(见图4)X轴方向,沿进(退)刀槽拾取每个路径节点作为观察对象。分别在3 种工况下由Abaqus软件导出进(退)刀槽路径节点应力值,绘制了所拾取路径上σr的分布图,如图6 所示。由图可知,3 种工况下均出现路径中间区域所分布的σr普遍小于两侧的σr。对比3 种工况,工况3的σr分布值相较于另外2 种工况平缓,即中间区域应力与两侧应力差值较小。

图6 进(退)刀槽σr 分布
3.4 进刀槽纵向深度的σr 分布
纵向深度即图4 中Z轴负向,纵向深度σr值一定程度上影响铣削表面粗糙度,3 种工况分别拾取5 条纵向深度路径观测其σr的分布情况如图7 所示。3种工况下,纵向深度的σr表层应力值较大,沿铣削表面Z轴负向0.2 ~0.25 mm区域时σr值达到最大,随后逐步减小,当距离铣削面沿Z轴负向0.5 mm 时σr绝对值开始减小随之趋于平稳,当纵向深度超过2 mm时纵向深度σr绝对值下降至300 MPa。对比于3 种工况,工况1 的σr值小于另外2 种工况,且更快收敛。由此表明,工况1 时纵向深度的σr值对其铣削面粗糙度影响较小。

图7 进刀槽纵向深度拾取路径上σr 分布
3.5 退刀槽纵向深度的σr 分布
以参照进刀槽纵向深度观测其残余应力值的方法,在退刀槽处均匀拾取5 个路径节点以观测其σr在纵向深度的分布情况如图8 所示。由图可知,3 种工况下总体上随纵向深度增加其σr值随之减小,工况1和工况2 其退刀槽纵向深度σr最大值距被铣削面0 ~0.2 mm处,随纵向深度增加σr值逐步减小。

图8 退刀槽纵向深度拾取路径上σr 分布
4 结论
基于Abaqus有限元软件对TC4 钛合金三维铣削仿真研究其结果表明,在沿刀具进给方向被铣削工件表面σr值逐步减小,即靠近进刀槽区域的σr值小于靠近退刀槽区域的σr值。进刀槽处的σr值高于退刀槽处的σr值。观测进刀槽与退刀槽纵向深度的σr值发现,即随纵向深度增加σr值逐步减小。综合文中3种工况参数,当角速度ω=314 rad/s、vf=1800 mm/min(工况3)时各观察指标中的σr相对较小,对加工后的可能产生的几何变形、铣削面粗糙度影响较小。
创新是引领发展的第一动力,科技是战胜困难的有力武器。面对突如其来的新冠肺炎疫情,全国科技工作者迎难而上、攻坚克难,在临床救治、疫苗研发、物质保障、大数据应用等方面夜以继日攻关,为疫情防控斗争提供了科技支撑。希望全国科技工作者弘扬优良传统,坚定创新自信,着力攻克关键核心技术,促进产学研深度融合,勇于攀登科技高峰,为把我国建设成为世界科技强国作出新的更大的贡献。
——2020 年5 月29 日,习近平给袁隆平、钟南山、叶培建等25 位科技工作者代表的回信
