破碎方式对铁矿废石制备机制砂性能参数的影响
2023-10-20刘文宝陈猛强沈岩柏刘文刚
刘文宝,陈猛强,毛 勇,张 昊,沈岩柏,刘文刚
(1. 东北大学资源与土木工程学院,辽宁 沈阳 110819;2. 贵州科学院,贵州 贵阳 550001;3. 紫金(厦门)工程设计有限公司,湖南 长沙 410000)
解决废石堆存造成的资源浪费和环境危害问题,实现废石资源化利用已成为了矿山企业绿色可持续发展的必由之路。据统计,我国每年排放铁矿山废石约为10亿t[1-2],其中,辽宁鞍本地区排放的铁矿山废石为0.16亿t,利用率仅为7.98%。这些废石主要堆存在矿山排土场内,不仅消耗大量人力和物力,还占用大量的土地资源;同时,废石堆存也带来了一系列的安全问题与环境问题[3-4]。因此,亟需对鞍本地区的铁矿山废石进行资源化利用研究,提高废石综合利用率,解决该地区废石堆存问题。目前铁矿山废石的综合利用主要包括采空区充填、工程应用、有价元素回收以及制备砂石骨料等方式[5-6]。总体来看,这些利用方式往往面临着技术、成本、地理位置、自然条件等诸多因素的限制,难以进行大规模的推广与普及,也就无法从根本上解决废石堆存的问题[7]。而将各项指标检测合格的铁矿山废石大规模运用于制备砂石骨料的方式不仅可以变废为宝,为砂石骨料提供新的原材料,从而缓解天然骨料的供应压力,还能在最大程度上解决废石堆存过剩的难题,具备较高的经济效益、环境效益和社会效益。
骨料破碎主要采用机械破碎方式,通过机械给予的外力使矿石所受应力达到其所能承受的极限强度进而破碎。根据骨料在设备外力作用下破碎的方式进行分类,可分为挤压、劈裂、折断、冲击、研磨等五种基本方式[8]。机制砂制备工艺中常见的粗碎设备有颚式破碎机、旋回破碎机等[9-11],中细碎设备有圆锥破碎机、对辊式破碎机、立轴式破碎机、锤式破碎机等,这些设备针对不同的物料,在生产中各具优缺点,但目前对于破碎方式及破碎设备对机制砂性能影响的报道较少。此外,随着计算机技术的不断发展,越来越多基于图像处理技术的形状特征参数及表征方法开始被用于描述不同形状的颗粒[12]。MAJUMDAR等[13]提出颗粒的粗糙表面可以采用分形维数法进行表征;陈海洋等[14]采用统计手段和分形理论研究了南海钙质砂的形状特征;AI-ROUSAN等[15]开发了AIMS系统,通过拍摄获得粗颗粒的数字图像,并且通过系统集成软件直接获取颗粒的各种形状特征表征参数;SANTAMARINA等[16]指出,颗粒形状应该从球形度、棱角度、粗糙度等三方面进行描述;陈敦法等[17]通过相关性分析,确定了纵横比、长宽比、半径比和圆度用以表征机制砂、河沙粒型。
本文以辽宁鞍本地区的典型铁矿废石为研究对象,通过对不同破碎方式生产的机制砂进行石粉含量、颗粒级配、颗粒粒型等性能参数检测,确定了歪头山铁矿山和龙新铁矿山废石制备机制砂最适宜的破碎设备。研究成果可为辽宁地区铁矿山废石制备机制砂工艺流程提供借鉴和指导。
1 材料与方法
1.1 试样组成研究
铁矿山废石样品取自辽宁鞍本地区歪头山铁矿山和龙新铁矿山的废石场,经破碎、研磨、缩分取样后对两种铁矿山废石分别进行X射线衍射分析(XRD)、化学成分分析以及国家标准的检测[18-20]。为了明确歪头山铁矿山和龙新铁矿山废石的物相组成,采用X射线衍射仪对样品进行分析,结果如图1所示。由图1可知,歪头山铁矿山废石中主要物相为石英、钠长石、白云母以及正长石等矿物;而龙新铁矿山废石中主要物相为磁铁矿,以及少量的石英、镁铝硅酸盐等矿物。
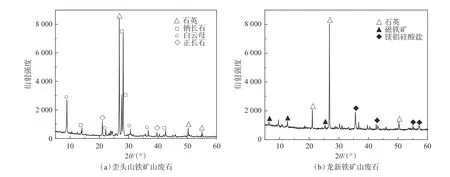
图1 试样XRD图谱Fig. 1 XRD patterns of samples
1.2 试样化学成分分析
为了进一步明确歪头山铁矿山、龙新铁矿山废石中主要成分,对其进行X射线荧光光谱分析,结果见表1。由表1可知,歪头山铁矿山废石试样中主要成分包括SiO2、Al2O3、Fe2O3等,其中,SiO2和Al2O3含量较高,分别为73.53%和15.10%;K2O3和Fe2O3含量分别为3.91%和2.85%。龙新铁矿山废石试样中SiO2和Fe2O3含量较大,分别为68.73%和12.59%,同时含有少量的Al2O3和MgO。

表1 X射线荧光光谱分析Table 1 X-ray fluorescence spectrum analysis 单位:%
1.3 试样制备
根据图2所示的破碎流程,将原矿(200 mm)分别采用颚式破碎机、盘式破碎机、锤式破碎机和圆锥式破碎机作为中细碎破碎机获取-4.75 mm的机制砂颗粒,并根据《建设用砂》(GB/T 14684—2022)要求,对四种不同破碎机所产生的机制砂进行石粉含量、颗粒级配、颗粒粒型的检测。

图2 试验破碎流程图Fig. 2 Test crushing process
2 试验方法
2.1 石粉含量检测
根据《建设用砂》(GB/T 14684—2022)要求对试验的机制砂产品进行亚甲蓝快速试验、石粉含量的检测,试验结果应该满足表2的规定。当加入亚甲蓝溶液的机制砂悬浮液滴于滤纸上出现明显蓝色光圈时,表明亚甲蓝快速检测结果合格;若滤纸上的机制砂悬浮液周围未出现蓝色光圈时,表明亚甲蓝快速试验检测不合格。

表2 石粉含量Table 2 Content of stone powder
石粉是粒径小于0.075 mm的颗粒,使用筛孔尺寸为0.075 mm的筛子对机制砂产品进行筛分,分别对筛上产物、筛下产物进行称重,计算石粉含量。
2.2 产品颗粒级配测定
根据《建设用砂》(GB/T 14684—2022)规定,将机制砂的颗粒级配根据累计筛余分为三个区间,结果如图3所示,机制砂的颗粒级配应符合图3规定的区间。
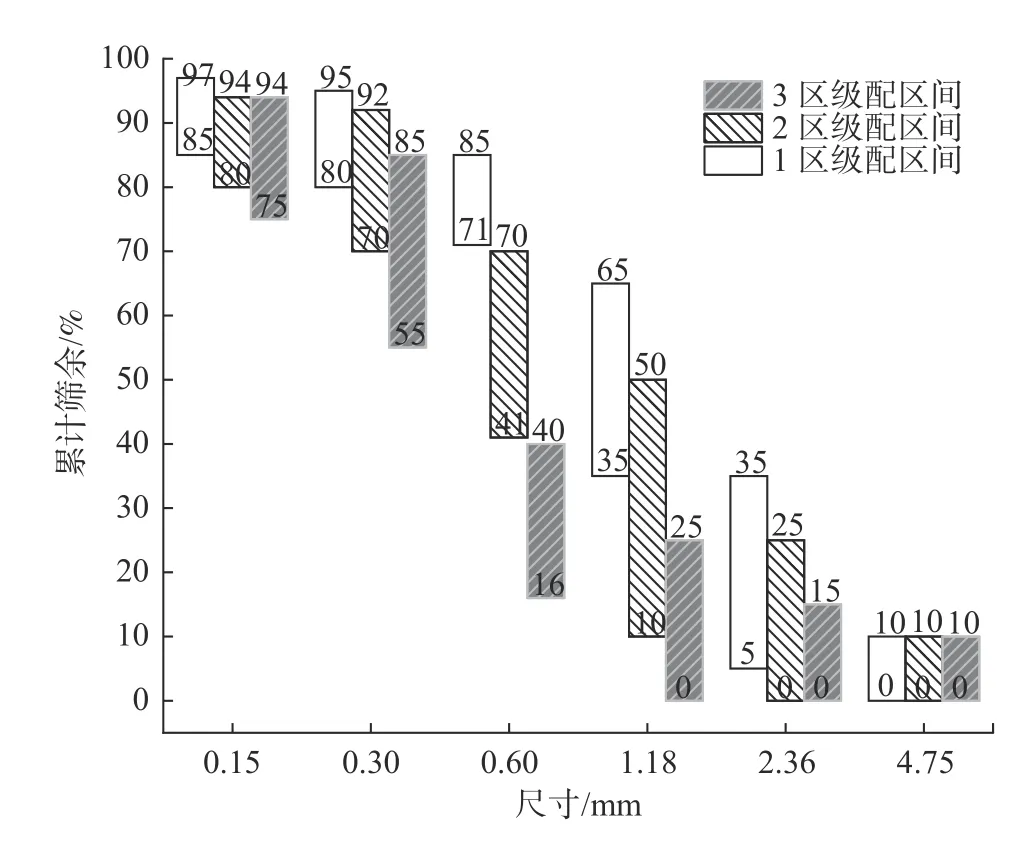
图3 机制砂各区级配要求Fig. 3 Grading requirements of manufactured sand in each area
试验时使用筛孔尺寸4.75 mm、2.36 mm、1.18 mm、0.60 mm、0.30 mm、0.15 mm的筛子组成套筛,使用圆振筛进行筛分,对每个筛子筛面剩余的矿样进行称重,计算累计筛余。
2.3 粒型特征参数提取
本文充分参考了以往对于粗骨料形状特征参数图像获取方式的相关研究[10],以0.60 mm为界,对于0.60~4.75 mm的机制砂颗粒图像采用数码相机拍摄的方式获取;对于小于0.60 mm的机制砂颗粒图像采用光学显微镜拍摄的方式获取,以此解决单一设备在细骨料图像获取上的局限性。
利用IPP软件先后对图像进行黑白二值图像的转换、确定灰度阈值、确定AOI区域后,即可进行骨料特征参数的提取。在确定AOI区域后即可进行颗粒形状特征参数的提取。IPP软件可以对每一个对象进行数据测量,同时对这些测量数据进行统计,得出总数、平均值、累计值、标准差等统计参数。完成测量后,可将数字图像中所有的AOI区域移出原图,并根据某一测量参数对所有AOI区域进行重新排序,在对不同粒型参数进行对比分析后选取轮廓特征参数中的纵横比、圆度、半径比,以及棱角特征参数中的周长率、分形维数进行特征参数的最终选取。
3 试验结果和讨论
3.1 石粉含量检测
铁矿山废石亚甲蓝快速试验法检测结果见表3。根据《建设用砂》(GB/T 14684—2022)对不同破碎方式下的机制砂石粉含量进行检测,其结果见表4。

表3 铁矿山废石亚甲蓝快速试验法检测结果Table 3 Test results of methylene blue rapid test method for iron ore waste

表4 不同破碎方式机制砂石粉含量检测结果Table 4 Test results of manufactured sand and stone powder content in different crushing methods单位:%
由表4可知,不同破碎方式所得产品石粉含量由高到低依次为锤破机制砂、颚破机制砂、盘破机制砂、圆锥破机制砂和立轴破机制砂。其中,锤破机制砂石粉含量超标,这表明以金属原件同物料冲击、剪切为主要破碎原理时易产生过量的石粉;而以利用物料间相互冲击、摩擦为主要破碎原理(立轴式破碎机)进行破碎作业时所产生的石粉最少。此外,歪头山铁矿山、龙新铁矿山废石经不同破碎机破碎后的石粉含量整体趋势基本相同。
3.2 颗粒级配测定
经筛分、称重,不同破碎方式产物各粒级累计筛余如图4所示。对不同破碎方式下机制砂级配超出情况进行总结,见表5。
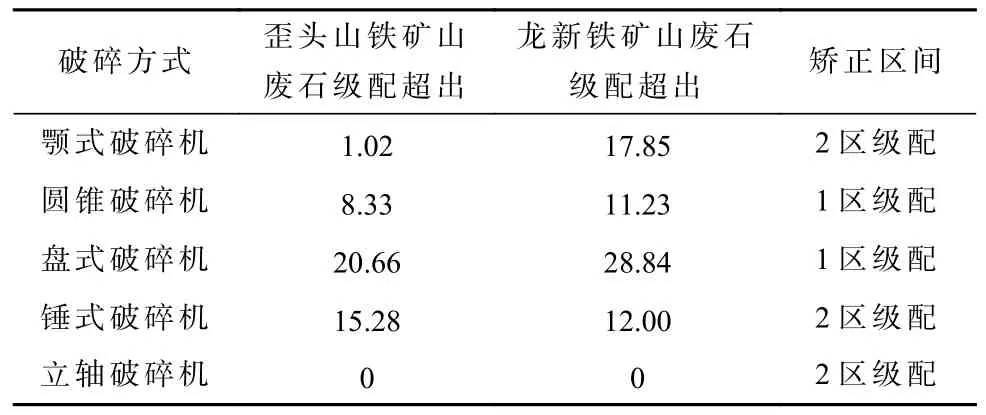
表5 不同破碎方式下机制砂级配超出情况Table 5 Excess of manufactured sand gradation under different crushing methods单位:%

图4 不同破碎方式产物级配区间比对Fig. 4 Comparison of gradation interval under different crushing methods
由表5可知,歪头山铁矿山废石在不同破碎方式下所得产品级配区间超出情况由高到低依次为盘破机制砂、锤破机制砂、圆锥破机制砂、颚破机制砂以及立轴破机制砂;龙新铁矿山废石所得产品级配区间超出情况由高到低依次为盘破机制砂、颚破机制砂、锤破机制砂、圆锥破机制砂以及立轴破机制砂。由此可以看出,相较于其他破碎机生产的机制砂,颚破机制砂级配区间超出情况变化剧烈,因此不适宜在以歪头山铁矿山、龙新铁矿山废石为原料的制砂工艺中作为细碎设备使用;以折断、挤压为主要破碎原理的破碎机(盘式、颚式和圆锥破碎机)进行破碎作业时,所生产的机制砂颗粒整体粒度较大;以冲击为主要破碎原理的破碎机(锤式破碎机)进行破碎作业时,所生产的机制砂颗粒整体粒度较小;而以利用物料间相互冲击、摩擦为主要破碎原理的破碎机(立轴破碎机)进行破碎作业时,所生产的机制砂级配分布均匀,不易超出级配区间范围。
3.3 机制砂颗粒粒型参数
3.3.1 特征参数的确定
为了能够更加准确地表征不同颗粒粒型之间的差异,选取轮廓特征参数中的纵横比、圆度、半径比、周长率、分形维数进行后续研究。由图5两种极端情况下歪头山铁矿山废石机制砂颗粒可知,A1类机制砂和A2类机制砂颗粒粒型狭长、整体轮廓不规则且棱角特征明显;B1类机制砂和B2类机制砂颗粒粒型规则、整体轮廓接近于圆且棱角特征不明显。

图5 参数对比取样机制砂颗粒Fig. 5 Comparison of parameters and sampling manufactured sand particles
利用IPP软件对上述颗粒的纵横比、圆度、半径比、周长率、分形维数参数进行提取并计算平均值,其结果见表6。

表6 A类、B类机制砂颗粒特征参数提取平均值Table 6 Average value of particle characteristic parameters of class A and B manufactured sand
粒型规则且棱角特征不明显的B1类机制砂和B2类机制砂颗粒其纵横比、圆度、半径比、分形维数参数相对接近于1,粒型狭长且棱角特征明显的A1类机制砂和A2类机制砂与1相差较大,这表明IPP软件对于这四类参数的提取具有实际意义。而颗粒周长率仅在同种图像获取方式的条件下才符合上述规律,因此周长率计算方式可能受图像获取方式影响较大,在后续的分析中选用分形锥数作为棱角特征参数。
随机选取200个机制砂颗粒提取纵横比、圆度、半径比参数分别进行相关性研究,以确定轮廓特征参数的选择,结果见表7。
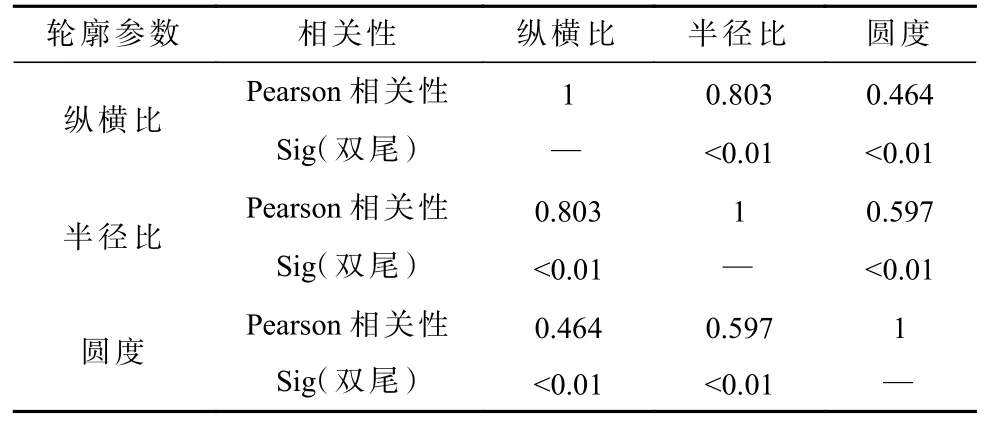
表7 轮廓特征参数相关性与显著性系数计算结果Table 7 Calculation results of correlation and significance coefficient of contour characteristic parameters
纵横比与半径比相关性系数为0.803,存在较强的相关性,这表明纵横比(半径比)数值的高低在很大程度上能够代表纵横比(半径比)数值的大小,因此在颗粒轮廓特征参数的提取中仅需对其中一种参数进行提取即可。同时,由纵横比与圆度、半径比与圆度之间的显著性(双尾)<0.01,相关性系数分别为0.464、0.597可以看出,纵横比与圆度、半径比与圆度之间相关性同样具备实际意义,但这两组参数之间的相关性较纵横比与半径比较弱,其中纵横比与圆度之间的相关性最小,两者之间的相关性最弱,其两者之一难以完整地描述颗粒的轮廓特征参数,因此在已知半径比与纵横比需舍去其一的前提条件下选取圆度与纵横比作为最终提取的轮廓特征参数。
定义综合表征颗粒轮廓特征形状因子α,其具体定义见式(1)[11]。
式中:α为轮廓特征形状因子;A为纵横比;R为圆度
为综合比较各破碎方式机制砂不同级配影响下的颗粒粒型优劣,定义粒型指数γ用以表示各粒级粒型特征参数加权平均值,其具体定义见式(2)[11]。
式中:γ为粒型指数,其中,γ1、γ2、γ3、γ4、γ5分别为(2.63~4.75] mm、(1.18~2.63] mm、(0.60~1.18] mm、(0.30~0.60] mm、(0.15~0.30] mm颗粒粒级特征参数;σ1、σ2、σ3、σ4、σ5分别为(2.63~4.75] mm、(1.18~2.63] mm、(0.60~1.18] mm、(0.30~0.60] mm、(0.15~0.30] mm颗粒粒级配产率。
3.3.2 机制砂颗粒轮廓特征参数
对由歪头山铁矿山、龙新铁矿山废石在不同破碎方式下所生产的机制砂进行颗粒轮廓特征参数(纵横比、圆度)的提取,其中每个粒级随机选取200个颗粒进行取样并计算平均值,再参考式(1)分别对其轮廓特征形状因子α进行计算,其结果如图6和图7所示。

图6 不同破碎方式下歪头山铁矿山机制砂轮廓特征参数Fig. 6 Contour characteristic parameters of manufactured sand in Waitoushan Iron Mine under different crushing modes

图7 不同破碎方式下龙新铁矿山机制砂轮廓特征参数Fig. 7 Contour characteristic parameters of manufactured sand in Longxin Iron Mine under different crushing modes
由图6(a)和图7(a)可知,锤破机制砂、盘破机制砂以及立轴破机制砂颗粒纵横比整体随粒度增大而降低,这表明以冲击、折断为主要破碎原理的破碎机进行破碎作业时所生产的机制砂颗粒整体轮廓随粒度的减小而趋向于针状。同时,颚破机制砂、圆锥破机制砂颗粒圆度随粒度变化趋势虽不稳定,但其纵横比却随粒度的增大而轻微上升,这表明以挤压为主要破碎原理的破碎机进行破碎作业时所生产的机制砂中针状颗粒含量随粒度的减小而下降,且细粒级颗粒可能会出现更多的棱角。由图6(b)和图7(b)可知,不同破碎方式所得机制砂产品的圆度虽然有明显的高低之分,但其与粒度大小的变化无明显联系。由图6(c)和图7(c)可知,锤破机制砂、立轴破机制砂形状因子α随粒度增大而降低,这表明0.60~4.75 mm区间内的锤破机制砂、立轴破机制砂产品粒度越大则颗粒轮廓越规则,破碎机对大粒度颗粒的整形效果更明显;而颚破机制砂、圆锥破机制砂产品形状因子α整体趋势随粒度增大而升高,这表明0.60~4.75 mm区间内的颚破机制砂、圆锥破机制砂产品粒度越小则颗粒轮廓越规则,这两种破碎机破碎方式对小粒度颗粒粒型带来的负面影响较小;此外,盘式破碎机形状因子α变化趋势并不稳定,表明盘破机制砂颗粒其轮廓特征与粒度大小无明显关系。
根据式(2)对颗粒轮廓特征指数γl进行计算,其结果见表8。结合粒型指数γ1定义和表8可知,不同破碎方式下所得产品颗粒粒型轮廓特征从优到劣依次为锤破机制砂、立轴破机制砂、盘破机制砂、圆锥破机制砂、颚破机制砂。此外,由歪头山铁矿山、龙新铁矿山废石制成的机制砂颗粒轮廓特征相似,不同破碎方式对机制砂粒型轮廓特征影响显著。

表8 不同破碎方式下机制砂轮廓特征指数Table 8 Contour characteristic index of manufactured sand under different crushing modes
3.3.3 机制砂颗粒棱角特征参数
对由歪头山铁矿山、龙新铁矿山废石在不同破碎方式下所生产的机制砂进行颗粒棱角特征参数(分形维数)的提取,其中每个粒级随机选取200个颗粒进行取样并计算平均值,其结果如图8所示。

图8 不同破碎方式下机制砂棱角特征参数Fig. 8 Angular characteristic parameters of manufactured sand under different crushing modes
由图8可知,各类破碎方式所生产的机制砂颗粒分形维数整体趋势随粒度的增大而降低,结合分形维数定义可知,粒度越小的机制砂颗粒其棱角特征就越明显。通过对比不同破碎方式下机制砂颗粒分形维数可知,锤式破碎机生产的机制砂颗粒棱角特征最不明显。根据式(2)对颗粒棱角特征指数进行计算,其结果见表9。

表9 不同破碎方式下机制砂棱角特征指数Table 9 Angular characteristic index of manufactured sand under different crushing modes
由表9可知,不同破碎方式所得产品颗粒棱角特征从光滑到明显依次为盘破机制砂、圆锥破机制砂、锤破机制砂、颚破机制砂、立轴破机制砂。由此可以看出,虽然总体来看各粒级锤破机制砂、立轴破机制砂颗粒棱角特征指数较低,但在细粒级产率较高以及颗粒分形维数整体趋势随粒度的增大而降低等因素的共同作用下致使这两类破碎机所生产的机制砂棱角特征指数较高。此外,歪头山铁矿山、龙新铁矿山废石在不同破碎方式下制成的机制砂颗粒棱角特征相似,不同破碎机对机制砂棱角特征影响显著。
4 结论
1)快速亚甲蓝试验结果表明,歪头山铁矿山、龙新铁矿山废石在不同破碎方式下所生产的机制砂石粉含量均小于10%,检测合格;而石粉含量检测结果表明,以利用物料间相互冲击、摩擦为主要破碎原理的立轴式破碎机进行破碎作业时所产生的机制砂石粉含量最少。
2)颗粒级配检测结果表明,相较于其他破碎机生产的机制砂,立轴破碎机进行破碎作业时,所生产的机制砂级配分布均匀,不易超出级配区间范围。
3)通过对比及相关性分析,以圆度、纵横比和棱角特征参数中的分形维数表征颗粒形状特征;分析结果表明,歪头山铁矿山和龙新铁矿山废石在不同破碎方式下所得产品的颗粒轮廓特征指数从低到高依次为锤破机制砂、立轴破机制砂、盘破机制砂、圆锥破机制砂和颚破机制砂;棱角特征指数从低到高依次为盘破机制砂、圆锥破机制砂、锤破机制砂、颚破机制砂和立轴破机制砂。