回转圆筒焙烧炉筒体在线更换对接技术及其应用
2023-10-10杨郁满姚云辉邵曙光肖炼远
杨郁满, 姚云辉, 邵曙光, 肖炼远, 李 鹏
(中国石化催化剂有限公司长岭分公司, 湖南岳阳 414012)
焙烧炉是常见的石油化工、无机化工、冶金领域焙烧工艺设备, 可以根据具体应用要求设计成电加热式、燃气式、燃油式、敞开式、真空式、卧式、立式、环式、回转式及圆筒式等功能结构及其组合形式[1-10]。 其中,回转圆筒焙烧炉具有可连续稳定生产,温度、转速可调的特点[11],使用过程中高温物料离子的腐蚀、蠕变导致的材质劣化、热循环应力作用下发生的热疲劳等均可能导致其筒体断裂[12]。 断裂的回转圆筒焙烧炉材质晶间组织遭到破坏,无法通过焊接或加固等手段完成修复时,就必须进行更换。
回转圆筒焙烧炉的尺寸较大, 直径通常超过2 m,筒体长度在22~25 m,筒体及附件总质量超过40 t, 更换时不仅要打开炉膛将筒体吊出[13],还要将其运至机加工厂, 大型吊装作业需要的工期长,对生产影响大,检维修费用的投入也很高,且交叉作业多,安全风险大,同时很多现场空间也无法满足整体吊出检修条件, 常常采取现场在线方式进行部分筒体的更换。
1 回转圆筒焙烧炉筒体在线更换对接技术
1.1 设备结构
回转圆筒焙烧炉主要结构部件包括进料机构、进料箱、传动齿圈、炉头滚圈、托轮组、炉中滚圈、炉尾滚圈、出料箱、筒体、炉膛、火嘴及传动机构等[14],典型的3 组托轮回转圆筒焙烧炉外形结构见图1。
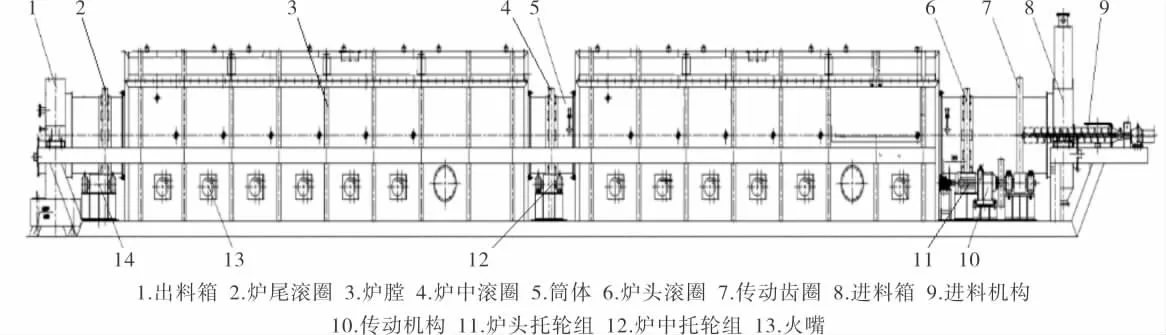
图1 典型回转圆筒焙烧炉外形结构
1.2 更换要求
回转圆筒焙烧炉是依靠筒体上的传动齿圈进行传动、 托轮组支撑筒体的滚圈进行回转的大型动设备, 对安装在筒体上的传动齿圈及多个滚圈的相对同轴度要求很高。 采用筒体在线对接方法进行局部筒体对接更换时, 必须达到焙烧炉回转运行时传动齿圈及多个滚圈的相对同轴度要求。
1.3 专用工装
焙烧炉属于重型旋转动设备, 在线对接筒体时,首先在新旧筒体之间安装专用工装,用专用工装将超重的两截筒体连接起来, 使筒体达到盘车所需的刚性要求。 然后,根据托轮组的组数,确定筒体对接控制精度的基准点。最后,通过借助工装反复调节, 使两截筒体的同轴度达到规定的对接精度要求[15]。
专用工装包括拉马和顶马, 其外形结构见图2。 工装在新旧筒体之间,拉马和顶马沿两段筒体交替均匀布置,布置方式见图3。
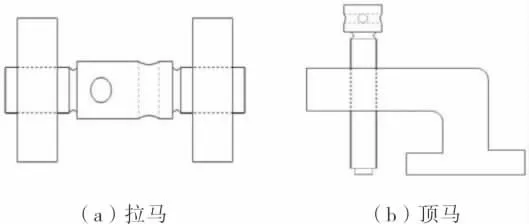
图2 筒体在线对接专用工装外形结构示图
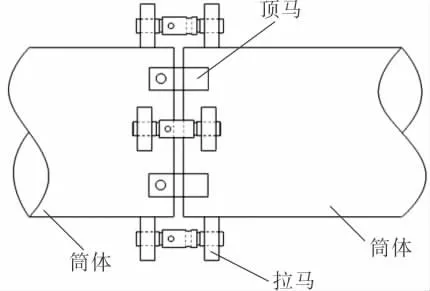
图3 筒体对接时专用工装布置示图
1.4 技术优势
回转圆筒焙烧炉筒体在线更换对接技术具有3 个方面的优势,①缩短检修周期。 专用工装的投用使得针对焙烧炉腐蚀断裂筒体中超重段的在线更换得以实现, 极大缩减了筒体检修工作的难度和数量,在保证对接操作精度的同时,将检修时间缩短60%以上。 ②降低检修成本。 检修工序减少,时间缩短,所需人力、物力和耗材也可相应降低。③安全风险低。 采用在线更换对接可免去筒体更换涉及动火、高处、受限空间、起重吊装等高风险特种作业以及交叉作业。
2 回转圆筒焙烧炉筒体在线更换对接技术应用
2.1 概述
生产实践中,3 组托轮回转圆筒焙烧炉筒体腐蚀断裂可能发生在任何部位。 应用在线更换对接技术时, 根据待更换筒体的部位选择与之适应的对接基准,才能达到对接精度要求。
下面对常见的待更换筒体位于焙烧炉进料箱与炉头滚圈之间、 炉头滚圈与炉中滚圈之间或在炉中滚圈与炉尾滚圈之间、 在炉尾滚圈与出料箱之间这3 种情况下的在线更换操作程序进行详细说明。
2.2 情况一
情况一为待更换筒段位于进料箱与炉头滚圈之间。 这种情况下要先切除炉头原有腐蚀断裂的筒体段, 采用对接技术将备用妥当的新炉头筒体段安装到原焙烧炉本体上。 备好待用的新炉头筒体段结构及实物见图4。
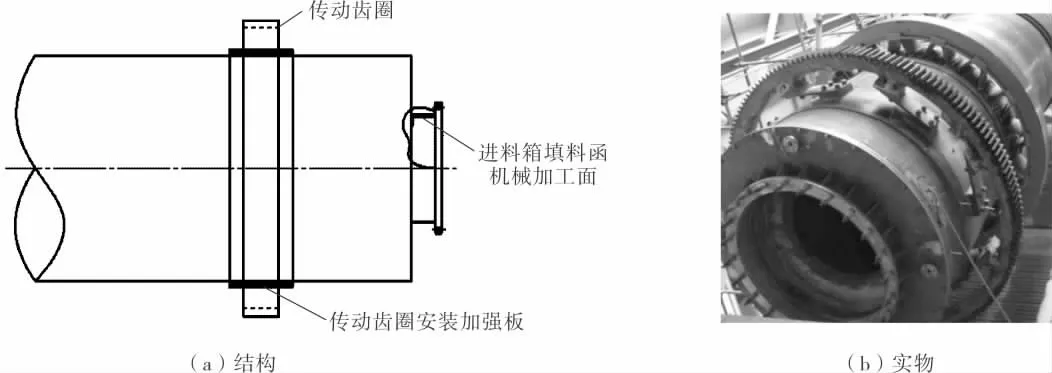
图4 备好待用的新炉头筒体段结构及实物
更换操作的主要工序为, 将传动桥齿与传动齿圈脱离, 利用专用工装将新筒体与焙烧炉本体连接固定,使用特制的专用盘车器盘动炉头滚圈,使焙烧炉筒体达到可转动状态, 以新筒段进料箱填料函机械加工表面为基准面,架设百分表,盘车并调整专用工装, 使百分表径向示值达到对接标准后进行焊接,最后拆除工装。
2.3 情况二
情况二为待更换筒段位于炉头滚圈与炉中滚圈之间或在焙烧炉炉中滚圈与焙烧炉炉尾滚圈之间,这种情况下对接的基准面为焙烧炉炉中滚圈,见图5。

图5 焙烧炉炉中筒体更换基准点示图
更换操作程序为,①将炉膛顶盖吊离。②根据腐蚀情况确定待更换焙烧炉筒体段的长度并切除,同时预制同材质、同直径的新筒段。 ③将制备好的新筒段吊入, 利用专用工装将其一端与相应端焙烧炉本体连接固定, 完成新筒段的预对接和焊接,此操作应尽量保证对接直线度与错边量。④用专用工装将新筒段的另一端与相应端焙烧炉本体连接固定, 使焙烧炉炉中托轮组与炉中滚圈脱离,在基准面架设百分表,盘车并调整专用工装,观察到百分表径向示值达到对接标准后进行焊接,最后拆除工装。
2.4 情况三
情况三为待更换筒段位于焙烧炉炉尾滚圈与出料箱之间(图6 和图7),这种情况下对接的基准面为出料箱加强耐磨板的机械加工表面。
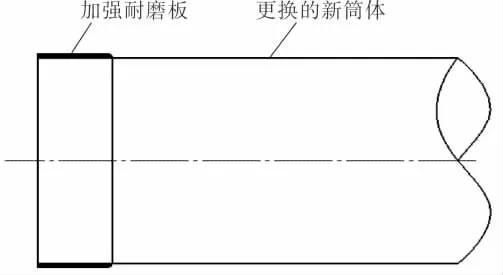
图6 更换的炉尾新筒体外形结构图

图7 更换的炉尾新筒体实物图
更换操作程序为, ①利用专用工装将新筒体与焙烧炉本体连接固定,在基准面架设百分表,盘车并调整专用工装, 使百分表径向示值达到对接标准后进行焊接,最后拆除工装。
3 结束语
应用筒体在线更换对接技术,利用专用工装,选择合适的对接基准, 对回转圆筒焙烧炉筒体上不同部位快速完成局部更换, 对接质量可以达到制造标准,设备完全满足生产要求,可为化工生产装置回转圆筒焙烧炉类似筒体故障的快速处理修复提供技术支持, 填补回转设备在线对接精度控制的空白, 同时可为回转圆筒焙烧炉在线故障处理提供借鉴。
