精密注塑制品缺陷改良及质量调控方法的研究进展
2023-10-06陈淼赵南阳许忠斌付精吴琼
陈淼 ,赵南阳 ,许忠斌 ,2,*,付精 ,吴琼
(1. 浙江大学能源工程学院,浙江 杭州 310027 ;2. 浙江大学机器人研究院,浙江 宁波 315002 ;3. 贝隆精密科技股份有限公司,浙江 宁波 315400)
随着塑料成型技术的创新发展和技术水平的提高,注塑成型在精密仪器、生物基因工程、医药工程、信息通讯、军事及航空航天等高端领域得到广泛应用,制品缺陷改良和质量调控方法成为注塑工业的研究重点。恰当的材料选择、模具系统的设计和工艺参数的设定能确保聚合物熔体在模腔内保持较好的流动状态,经保压、冷却并顶出后才能避免缺陷的产生,实现制品质量的调控。
为有效解决精密注塑制品缺陷问题,学者们依托统计学和计算机科学等交叉领域知识,借助实验设计方法、数值模拟技术、机器学习算法和专家系统等方法,对注塑工艺参数和模具系统等进行优化分析,获得显著成效。本文从工艺参数、材料和模具系统三方面对近年来使用较多的精密注塑制品缺陷改良及制品质量调控方法进行分类总结,重点对新型启发式模型为代表的工艺参数优化方法进行讨论。
1 工艺参数优化
1.1 实验设计方法
实验设计方法(Design of Experiment,DOE) 是较为传统的注塑工艺参数优化方法。与其他优化方法相比,实验设计方法相对容易实现,计算量小,因此在注塑生产加工中得到广泛应用。当涉及的实验因素和水平较多时, 所耗费的人工、材料和时间成本较高。为了简化计算分析,减少实验因素及其水平,衍生出分式析因实验设计、正交实验设计等简化方法。
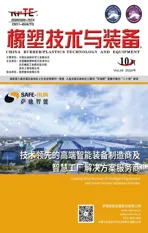
田口方法(Taguchi method)[1~2]是较常用的一种实验设计方法。实验者可以依据试验需求如因子数、因子水平和有无交互作用等创建相应的正交表,在全局实验点中选择出一些代表性点开展正交试验,能够有效减少试验次数,达到等效甚至优于全因子试验的效果。中心复合设计(Central Composite Design,CCD)[3~4]和Box-Behnken 实 验 设 计(Box-Behnken Design,BBD)[5~6]也被广泛运用,两者都是响应面法(Response Surface Method,RSM)中的重要设计方式。RSM 是采用多元二次回归方法拟合各影响因素与响应变量间映射关系(如图1 所示),从中求解最佳工艺参量的一种数理分析方法。BBD 与CCD 区别主要在于后者能拟合完全二次模型,对实验连续性有要求时一般会采用CCD ;而BBD 由于涉及试验点更少,不包含嵌入因子或部分因子设计,故实验次数相对同因素及因素水平条件下CCD 更少,且对快速剔除一阶和二阶系数更为占优。还有其他运用较少的实验设计方法,包括Plackett-Burman 试验设计[6]、分式析因实验设计(FFD)[7]和拉丁超立方设计(LHD)[8]等。实验设计方法能在一定程度上优化注塑工艺参数,但由于实验数据的离散性,多数实验设计方法只能在已有试验点中寻优,找出的最优工艺参数组合方案结果不够精细,并不一定是全局最优的工艺参数组合。
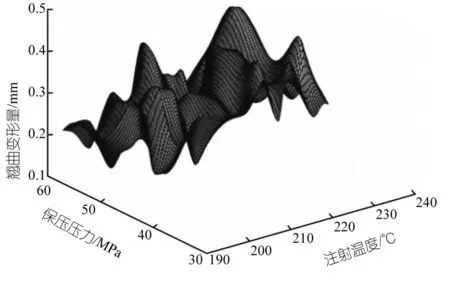
图1 响应面法拟合的二次曲面[4]
1.2 智能优化算法
计算机科学和机器学习技术的蓬勃发展为注塑工艺参数优化注入强大生命力,破除传统实验设计方法局限。考虑到工艺参数变量与质量目标之间的非线性映射关系,以机器学习为基础的智能优化算法为全局工艺参数寻优提供了新思路。目前常用于注塑工艺参数优化的算法多为启发式算法,如人工神经网络算法(ANN)[8~12]、遗传算法(GA)[9~12,14~15]、粒子群算法(PSO)[16]、蚁群算法(ACO)[17]等。
人工神经网络(基本原理如图2 所示) 是一种广泛应用的模拟生物神经系统连接方式及推理行为的方法[19],由于其较强的自适应学习能力,广泛运用于各类优化问题中。在注塑工艺参数优化中,常见的有反向传播(BP) 神经网络[9~11]、径向基函数(RBF) 神经网络[12]等。Luo 等[10]为解决乘用车前部塑料翼板注射成型过程中翘曲变形较大、制冷作用不足的难题,使用正交试验研究有关工艺参量对翘曲的影响程度,并依据翘曲变形量建立BP 神经网络模型,利用遗传算法全局寻优,得出最优注塑工艺参数组合,有效降低产品翘曲变形量。Zhang 等[8]基于最优拉丁超立方体设计、椭球基函数神经网络和多目标粒子群优化,对柴油机机油冷却器盖注塑工艺参数进行多目标优化,使产品翘曲得到有效改善。遗传算法是类比生物进化的模拟研究方法,按照物竞天择,适者生存的核心理念,效仿生物遗传和进化过程,对种群内部个体进行选择、交叉和变异,以实现近似最优解搜索[13]。Cao等[15]针对细长、悬臂式和薄壁塑料件容易形成过度翘曲变形的特点,以汽车音响外壳为例,采用基于自适应网络的模糊推理系统(ANFIS) 和遗传算法(GA) 对注塑工艺参数进行优化,优化后产品翘曲降低88.25 %,优化效果显著。
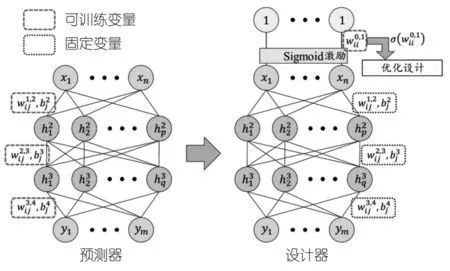
图2 一种神经网络(约束生成逆设计网络,CGIDN)结构图[35]
其他非启发式算法,包括高斯过程回归(GPR)[9]、Kriging 模型[19]、支持向量机(SVM)[20~21]等。高斯过程回归与Kriging 模型是非常相近的,Kriging 模型是一种半参数模型,而GPR 是一种非参数模型,本质上来说两者均是基于高斯过程的。许方敏等[9]以车灯导光条为研究对象,利用高斯过程回归与人工神经网络建立代理模型,并以此构造适应度函数,利用多目标遗传算法全域寻优,得到工艺参数最优水平组合,高效改良车灯导光条成型品质,减小体积收缩及缩痕,抑制翘曲变形。Li 等[19]建立Kriging 模型,以拟合一些显著因子与翘曲变形之间的非线性函数关系,获得最佳工艺参数,减少透明零件翘曲。SVM 可以对训练数据进行正确的划分并构建间隔最大的分类超平面,成为小样本注射成型工艺窗口构建的重要方法之一[22]。Li 等[20]以移动电话盖板为例,利用SVM 建立回归模型,研究注塑工艺参量和零部件缺陷间的非线性关系,通过遗传算法找到SVM 的最优核参数,显著减小零部件翘曲变形。
在基础算法上,学者往往根据实际需求,改进基础算法,以提升算法的收敛速率、稳定性,并找到更精确的全局最优解。如非支配排序遗传算法(NSGAII)[21~23]可以有效降低非劣排序遗传算法的复杂度,缩短运行时间,优化解集收敛性。Tisa 等[23]利用田口方法获得的实验数据建立RSM 回归模型,并结合NSGS-II 分析实验数据,确定最佳工艺参数组合, 减少注塑件的长度偏差与翘曲,且降低产品重量和注塑过程能耗。也有学者结合不同算法的优点,使用结合算法建立模型对注塑工艺参数进行优化。针对薄壁精密心电记录仪在注塑生产过程中容易产生翘曲和收缩的问题,王国清等[24]提出一种基于蚁群算法优化的BP 神经网络模型(CO-BP) 和改进的非支配排序遗传算法(NSGA-II) 相结合的注塑工艺参数多目标优化方法得到最优工艺参数,使产品最小翘曲减少为0.329 3 mm,最小体积收缩率降低为4.993%。
也有学者采用集成学习方法,将多种模型的预测结果进行整合,以获得比单一模型更加准确、更加稳健的预测结果。如Stacking 集成学习方法[16]、Bagging 集成学习方法[25]等。郑守银等[16]针对保险杠在注塑成型过程中的体积收缩缺陷,采用Stacking集成学习方法,使用极限学习机结合岭回归、支持向量机回归、K 近邻回归建立RSK-ELM 集成模型,并运用粒子群算法对集成模型分析求解,将保险杠体积收缩率平均值降至3.453%,有效减小产品收缩变形。曹艳丽等[25]以产品最小翘曲和最小体积收缩率为求解目标,设计注塑温度、模具温度、注射压力等多个影响因子,构建多目标全局优化模型,利用正交试验获得试验数据训练随机森林回归模型,并采用遗传算法对优化模型全局寻优, 求解最佳工艺参数组合,其中,随机森林方法(基本原理如图3 所示) 就属于Bagging集成学习方法的一种。

图3 随机森林建模过程
1.3 多目标决策优化方法
精密注塑件的质量缺陷往往不是单一的,实际生产过程中经常需要解决多目标优化问题。多目标优化问题往往有两种解决思路,其中都会用到一些多目标决策方法,常用的有灰色关联分析[26]、熵权法[9]、综合评分法[27]、CRITIC 权重法[21]等。
第一种思路就是利用多目标决策方法确定各优化目标的权重,得到一个综合评价指标,从而将多目标问题转化为单目标问题。马勤等[27]采用正交实验、综合加权评分以及极差分析,建立加速度传感器端盖工艺参数优化方案,该方案基于5 因素4 水平正交实验获取的相关质量指标数据,通过标准化处理、线性组合处理得到各实验组综合评分值,经过均值分析和极差分析,最终得到影响质量指标的显著因素和最优工艺参数组合。
第二种思路就是利用多目标优化算法建立优化目标和影响因素间的映射关系,在注塑工艺参数求解区间上求解最佳工艺参数组合。但由于各优化目标并非相互独立,可能存在耦合影响,这使得一个目标性能的改善往往伴随其他目标性能的劣化,一般不存在一个最优解使所有目标性能都达最佳,所以对于多目标优化问题,多目标优化模型的解通常是一个非劣解的集合—Pareto 解集[28]。存在多个Pareto 优解的情况下,也需要用多目标决策方法对Pareto 解集进行评价和优选。王德炤等[21]以心电记录仪外壳为研究对象,针对注射成型易产生翘曲和收缩的问题,基于正交试验所得实验样本,构建基于粒子群算法优化的最小二乘支持向量机模型(PSO-LSSVM) 分别对产品翘曲和体积收缩率进行预测,再结合NSGA-Ⅱ全局优化,对得到的Pareto 最优解集进行CRITIC 综合分析,得到翘曲收缩综合评价指标最优的工艺参数组合。
1.4 难量化缺陷改良方法
对于难以量化的缺陷,很难利用上文提及的方式得到缺陷和工艺参数之间的映射关系,专家系统是解决这个问题的有效方法。专家系统内部含有大量的某个领域专家水平的知识与经验,它能够根据系统中的知识与经验,进行推理和判断,模拟人类专家的决策过程,为解决复杂问题提供重要指导意见。张娜等[29]开发了一款注塑制品缺陷诊断及工艺优化专家系统,可进行包括欠注、翘曲变形等在内的11 种常见注塑制品缺陷的原因诊断。但专家系统有一个致命缺陷,即只能提供参数类型和相关的校正方向,不能给出校正范围或清晰值。而模糊推理不仅可以提供工艺参数的修正方向,而且可以提供工艺参数的清晰值[30]。Zhou等[31~32]提出了一种模糊推理模型来防止缺陷。在他们的研究中,每个缺陷的严重性都是用语言术语集自然描述的,例如轻微、中等、严重,并且工艺参数校正范围是由缺陷的严重程度决定的。针对美学缺陷的模糊推理存在收敛性和稳定性问题,Gao 等[30]提出了一种基于分类模型的优化方法,以获得最佳工艺参数,利用了当参数从低水平增加到高水平时,可行参数域通常夹在两个相对的缺陷之间的事实,通过最大化样品的相对缺陷之间的裕度,通过选择最远离两种类型缺陷的参数组合来获得优化参数,依据优化注射参数进行注射成型加工获得了比传统方法更稳定的产品质量,仅为标准偏差的一半,过程能力指数高8 倍。
2 模具系统优化
对于模具结构、浇注系统、冷却系统等的设计及优化也能改良注塑条件,但注塑模具系统的设计已经相对成熟,且改良成本较高,因此,其工程价值略逊于研究工艺参数改良方法,相关研究也较少。注塑系统的改良大多是借助CAD 和CAE[33]软件完成的。也有学者将上文中提到的用于注塑工艺参数优化的一些方法运用到注塑模具系统的设计优化当中,不再赘述。
3 材料优化
随着材料科学的快速发展,新型发泡材料、液晶聚合物(LCP)、木塑复合材料(WPC)[34]等新型材料也被用作注塑原材料,这些新型材料自身的优越性能也有助于减少注塑件质量缺陷。例如木塑复合材料作为一种可再生原材料,结合了木材与塑料的积极特性,与非增强塑料相比成本更低,重量更轻,机械性能更好,有助于减少注塑件的翘曲变形。
4 总结
注塑制品缺陷改良是一个综合多方面影响因素的复杂问题,原材料的选择、模具系统的设计、工艺参数的设定甚至环境因素的扰动都是影响注塑制品质量的关键因素。另外,注塑流程复杂、注塑制品缺陷量化困难等都为缺陷改良带来了挑战。以新型启发式模型算法为代表的工艺参数优化方法大幅降低了试模的成本并提高了生产的效率。特别是在模具系统设计体系趋于成熟的条件下,考虑到实际生产中材料选择也具有较大的局限性,便捷高效的工艺参数优化方法对注塑缺陷改良及制品质量调控具有重要的作用,应用前景巨大。