某管道加固方案中内衬不锈钢技术应用
2023-08-29吕小光夏瑞英李丽锋
吕小光,夏瑞英,李丽锋
(河南灵捷水利勘测设计研究有限公司,河南 南阳 473000)
1 工程现状问题分析
桩号0+000~15+100 管道地面高程为151.08~139.62 m,属于全段管道下坡段,水压标高为14.21~29.56 m;桩号15+100~17+700 管道地面高程为140.45~138.71 m,属于全段管道“U 型段”谷底,水压标高为28.85~31.69 m;桩号17+900~22+000管道地面高程为138.71~150.92 m,属于全段管道爬坡段,水压标高为29.68~15.78 m;桩号22+000~30+400 管道地面高程为150.92~126.49 m,属于末级管道下坡段,水压标高为15.78~36.80 m;根据计算结果,全段压力较大处大致位于桩号15+100~17+900 及桩号22+000~30+400。根据管道压力线及对现状供水管道的水锤分析,两段易爆管道均属于管道纵向谷底,管道承压水头高,上游管线长,运行工况变化时,两段管道属于管线最薄弱点,易产生爆管。因此工程需要从加强管道强度和增设减压措施2个方面进行局部管道改造加固,达到工程可持续安全运行的效果。
2 方案比选
方案一:对易爆管处管道进行更换,采用DN1400 mm预应力钢筒混凝土管。方案二:采用TFRP 粘结法(原位固化法),利用玻璃纤维编织布与高质量树脂胶作为材料,在管道形成多层高质量复合物内衬管。方案三:钢筋混凝土管道内部采用不锈钢内衬修复法,衬砌厚度3.50 mm,内衬后管道增加(更换)排气阀等安全措施。见表1。
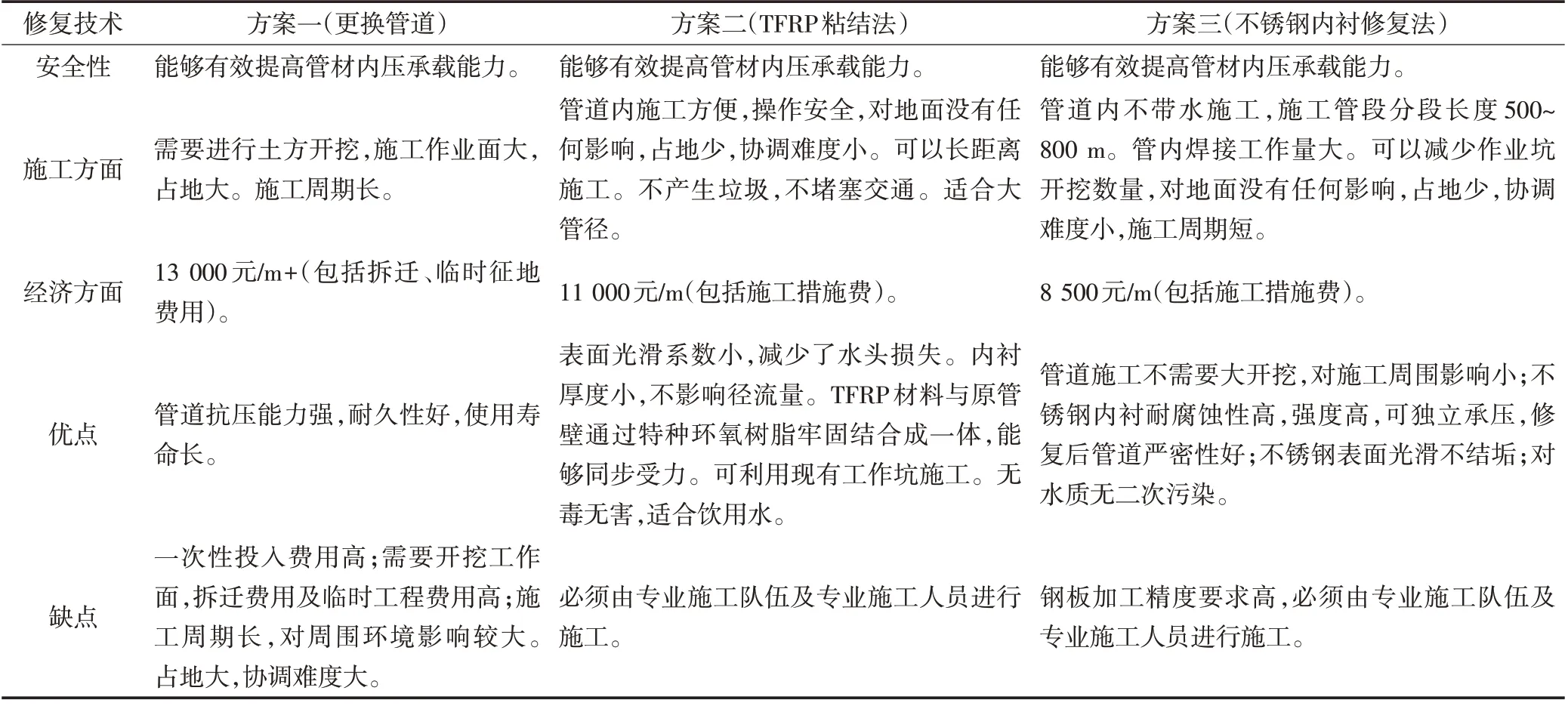
表1 管道加固方案优缺点比较表
根据工程实际情况,该段建筑物较多,管道开挖场地受限,不锈钢内衬修复法不需要大开挖,施工占地面积小,协调难度小,施工周期短,投资省;耐腐蚀,使用寿命长,可利用现有工作坑施工,且所需作业坑数量少。因此,选择方案三。
3 工程设计
3.1 内衬设计工艺
不锈钢内衬技术就是在待修复管道两端开挖作业坑,用制管设备把薄壁不锈钢制成符合尺寸要求的管坯,管坯利用专用小车输送到待衬管道内,在管道内氩弧焊焊接不锈钢管坯的纵缝和环缝,管道端口采用不锈钢过渡板将薄壁不锈钢内衬管与原管道连接为一体,以使原管道改造为内壁是不锈钢的复合管道,从而达到防渗漏、防腐蚀、提压的目的。
3.2 不锈钢内衬管壁厚计算
采用如下公式计算管道内衬壁厚:
式中:t—内衬管壁厚(mm);D0—内衬管外径(mm);K—原有管道对内衬管的支撑系数,此次取30;EL—内衬管的长期弹性模量(MPa),宜取短期弹性模量的50%;C—椭圆度折减系数;PW—管顶位置地下水压力;Pv—真空压力(MPa),取值宜为0.05 MPa;N—管道截面环向稳定性抗力系数,不应小于2.0;μ—泊松比,此次取0.3;DE—原有管道的平均内径(mm);Dn—内衬管道计算直径(mm);dh—原有管道中缺口或孔洞最大直径(mm);γQ—设计内水压力的分项系数,γQ=1.4。
公式(1)计算t值满足公式(2)的要求时,则应按照公式(3)对内衬管道壁厚设计值校核,否则应按照公式(4)对内衬管道壁厚设计值校核。经计算,内衬钢板厚度3.50 mm。
3.3 内衬不锈钢设计
内衬管及不锈钢管件均采用奥氏体S30408 不锈钢,钢板内衬管壁厚3.50 mm,牌号为06Cr19Ni10,力学性能:规定塑性延伸强度不小于205 MPa,抗拉强度不小于515 MPa,断后伸长率不小于40%,硬度值HBW≤201,HRB≤92,HV≤210。内衬管采用卷板的型式在管道内部进行焊接,经计算,单块卷板展开尺寸为1.50 m×4.50 m,壁厚3.50 mm。衬管采用先布管,集中进行纵向缝和环向缝焊接,要求两段管纵向焊缝错开的间距宜大于200 mm。搭接顺序宜为水流方向,搭接长度10 cm。在原钢制弯头处采用多环缝管内对拼焊接,根据原管道的曲度完全紧贴原管道内壁。
3.4 内衬不锈钢施工工艺
3.4.1 操作坑开挖、围护
①操作坑开挖及施工过程中,应做好基坑支护、围护工作,符合有关主管部门安全文明施工要求。②施工过程中做好排水工作,确保工作坑干燥。③如设计图纸现状管线位置偏差,工作坑位置可以根据实际情况适当调整。
3.4.2 前期准备
①关闭管道两端阀门,排空管道内积水,断开管道,对现状管道进行CCTV成像检测,以确定管道详细走向、结垢、损坏泄漏情况等。②管线清洗采用机械与人工结合的方式,特殊情况可采用高压水清洗。③对现状钢混凝土管道局部处理,管道环向空隙点、内壁漏水点采用填堵措施,对于管道错口或缺陷处,用膨胀水泥砂浆进行抹平、修复过渡处理。④对现状钢管管桥内部锈蚀点进行人工除锈,除锈等级为St3级。⑤管道表面无垢,管内通风干燥。
3.4.3 内衬不锈钢管衬管施工
①衬管在管坯制作场内卷制后运至工作坑,管坯外径根据现状管道实测内径确定。②衬管采用先布管,集中进行纵向缝和环向缝焊接,要求两段管纵向焊缝错开的间距宜大于200 mm,宜在4 点、8 点钟位置。搭接顺序宜为水流方向。在原钢制弯头处采用多环缝管内对拼焊接,根据原管道的曲度完全紧贴原管道内壁。③焊接质量要求:不锈钢内衬管道外观整齐、无气孔、无未焊透、无裂纹、无焊瘤、无过烧。④每段管坯施工完,对焊缝用5 倍放大镜进行外观检查,无气孔、无裂纹、无烧穿,焊缝100%进行渗透。如检测到缺陷,必须用电磨工具磨除后,再继续施焊,不得用重复熔化方法消除缺陷。
4 结语
内衬不锈钢修复技术解决了旧管网运行中存在的问题。不锈钢内衬施工可以减少作业坑开挖数量,降低了施工组织难度;具有耐腐蚀性高、强度高的特点,可独立承压,耐水压不渗、不漏,修复后管道严密性好,漏失率为零。不锈钢具有表面光滑不结垢等优点,对水质无二次污染。
