方壳电芯测试效率提升研究
2023-08-27陆伸瑞韦明朗覃富华
陆伸瑞 韦明朗 覃富华

【摘 要】本文主要以解决方壳电芯在测试过程中测试线束与测试样件方壳电芯极耳无法稳固连接的问题为思考方向,提出设计一种测试工装,以便能提高方壳电芯的测试效率。
【关键词】方壳电芯;电芯极耳;工装;测试效率
中图分类号:U469.72 文献标志码:A 文章编号:1003-8639( 2023 )08-0080-02
Research on Improving Test Efficiency of Square Shell Cell
LU Shen-rui,WEI Ming-lang,QIN Fu-hua
(SAIC GM Wuling Automobile Co.,Ltd.,Guangxi Laboratory of New Energy Automobile,
Guangxi Key Laboratory of Automobile Four New Features,Liuzhou 545007,China)
【Abstract】This paper focuses on solving the problem that the test harness cannot be firmly connected with the lug of the test sample square shell core during the test of square shell cores. The research direction is designing a test fixture to improve the test efficiency of square shell core.
【Key words】square shell electric core;core lug;fixture;test efficiency
在中国,随着国家环保政策的实施,以及人们环保意识的不断增强,电动汽车的销售量呈现逐年增长的趋势。电动汽车最重要的零部件是电池,其安全性是人们选择电动车最关心的选项[1],而电池的核心部分是电芯,因此在开发过程中,会对电芯进行各种测试,如GB/T 38031—2020中规定的电芯过冲、过放等测试[2],以保证电池的安全性。在测试过程中,其测试效率的高低直接影响测试成本,故所有对电芯测试效率提高的研究都尤为重要。
方壳電芯作为行业内应用较为广泛的一种工艺形式,已经历过各种测试及实际使用的考验。随着测试时间的不断增长,测试过程的问题也不断暴露,其中问题点之一就是在方壳电芯测试中往往因为电芯极耳无法与测试线束稳固连接,而被迫暂停测试,严重影响测试效率。本文通过设计一种使得测试线束与测试样件方壳电芯极耳稳固连接的工装,提高电芯测试效率。
1 测试线束与电芯极耳之间连接方案分析
1.1 设定目标
根据问题点测试线束与测试电芯无法稳固连接,确定目标为设计一个连接器,连接器要求如下:①连接器设计可快速拆装;②连接器需满足高温60℃、低温-30℃的使用环境要求;③适用于多个尺寸,满足最大长宽高250mm×140mm×80mm的尺寸要求;④由于测试会有高低温间断测试,连接器会热胀冷缩,因此要求非刚性连接;⑤由于是电芯测试,连接处与电芯极耳接触面应尽可能的最大化。
1.2 提出方案并分析确定最佳连接方案
根据目标设定分析连接器的连接方式,关于连接器的设计,提出以下几种连接器的连接方式。
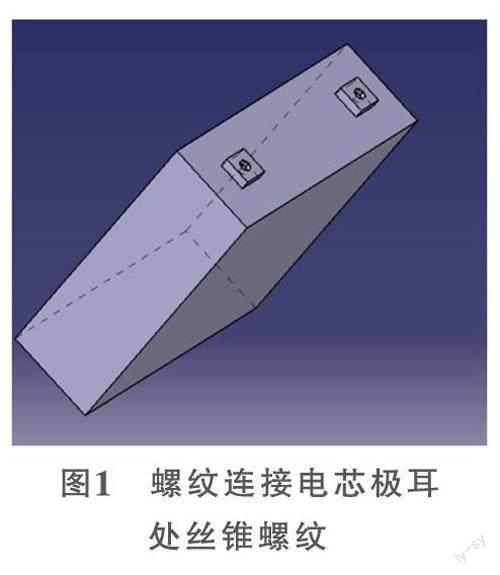
1)螺纹连接。螺纹连接属于传统的连接方式,常用于大尺寸元部件或者振动较强的环境。这种连接形式的优点在于使用可靠性强,其通过螺母齿轮的摩擦力来固定电缆,上防松垫片达到很好的效果[3]。螺纹连接电芯极耳处丝锥螺纹如图1所示,缺点是拆卸速度比较慢,要花费时间退去螺纹,很耗时间,与主题目标不一致,且螺栓经热胀冷缩的环境,间隙变大,容易因为接触面减少导致发热量增大烧蚀螺纹的现象出现,且在电芯极耳处增加螺纹,需在极耳打孔,极耳高度在几毫米,工艺要求高,试验室不具备高精度打孔机器,因此否定了这个方式。
2)卡扣连接。卡扣连接是一种能快速连接和分离的连接形式,常用于对2个简单电气元件的连接及连接2个固定薄板类零件。卡扣连接因具有结构简单、使用方便、连接可靠、方便拆卸、成本低廉等特点,获得了广泛使用[4]。若采用此方法,可以在连接器螺母侧面的小孔观察卡扣是否安装完毕。卡口连接,优势明显提高了拆卸速度,但由于电芯极耳材料硬度低且极耳高度低,无法设计卡口,所以大家一致否定了这个方式。
综上两种连接方式的分析,改变电芯极耳达到稳固连接的方式是不可行的,所以从不改变极耳的前提下寻找最佳的方式,进一步调整方向进行方案分析论证。
3)点焊连接。点焊是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。点焊时,先加压使工件紧密接触,随后接通电流,在电阻热的作用下工件接触处熔化,冷却后形成焊点。点焊主要用于厚度4mm以下的薄板构件冲压件焊接,单体测试线束端铜片的厚度在4mm以上[5],如图2所示,虽测试线束端铜片厚度过厚,但依然可点焊于电芯极耳上。单体测试线束对应的不只是一类尺寸的电芯,若直接点焊于电芯极耳处只能解决单次测试,反而导致下一个测试无法运行。在观察测试线束铜片后,铜片有可上螺栓螺母的孔,可设计吊耳,点焊于极耳处,再使用螺栓螺母进行紧固,如图3所示。因为不同尺寸的电芯所需的吊耳尺寸也不同,根据电芯尺寸设计吊耳至加工到最后的点焊,整个过程,加长了测试的准备时长,降低了测试效率,与提高测试效率的初衷相违背,因此否定了这个方式。
综上所述,3种连接方式无论是改变极耳,还是改变测试线束端的铜片,都被否定了,故只能从以不改变电池极耳与测试线束端铜片考虑,进一步提出了粘连连接的方式。
4)粘连连接。粘连连接方式是在温度、湿度和压力影响下粘在一起。因为在测试过程中,温度湿度不断地变化,因此不考虑温湿度连接,单从压力这个方面进行考虑。给予一个压力,这个压力不能是刚性的,因为材料热胀冷缩存在间隙,导致两者接触不良。最终选择最佳的连接方式是以一种弹性压力将测试线束与电芯极耳粘连连接。
2 测试线束与电芯极耳之间连接工装设计
在确定方案是以一种弹性压力将测试线束与电芯极耳粘连连接后,进行头脑风暴,提出问题并制定对策并实施。
2.1 工装基座材料选择
首先,进行材料的选择,选择一种耐高低温且绝缘、可塑性强的材料。对比现有的材料,综合分析,发现绝缘电工板是当前最合适的材料,在绝缘前提下,其可塑极强,可车可铣,高温可达到170℃,低温也符合-30℃要求。
2.2 测试线束与电芯极耳连接方式设计
根据上文,提出了以弹性压力的方法实现连接,因此在面对如何实现弹性压力的问题上,考虑到弹性压力最简单的实现方式就是弹簧,提出以弹簧弹力将测试线束与电芯极耳两者粘连连接的方案。接下来,进一步分析弹性压力实施点位置,因电芯的尺寸是在不断变化的,同时这个力的施力点必须能根据电芯尺寸的变化而变化,因此得出施力点应该在电芯处。对这个弹性压力的要求力矩是可变的,力的方向是不变的,为此我们进行分析,得出以导轨方式进行力的传导,能保证力矩可变的前提下,力的方向不变。由于受力点在电芯处,为保证电芯受力均匀,同时受力面越大越好,因此,导轨的导块接触高度大于等于可测电芯的最大高度。
2.3 连接工装设计
在导块移动机构的选择上,选择平面四连杆机构,其利用铰链、滑道等方式将构件相互连接而成,用以实现运动方向的变换和传递动力,且构件数目最少,在机械设备等行业运用非常广泛[6]。
综上所述,结合平面四连杆机构的优点和实际情况,设计了能快速提高方壳电芯测试效率的工装,即可以使得测试线束与电芯极耳之间稳固连接的工装。
3 实施效果分析
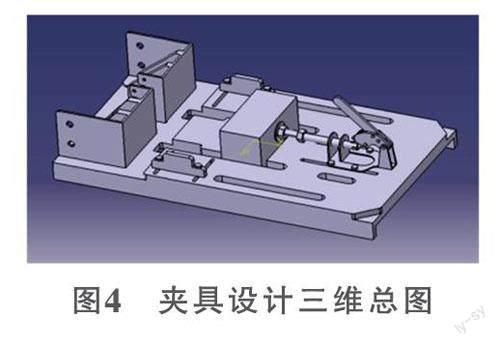
根据设计的三维模型(图4)及工程图纸,制作出实体并应用在电芯测试中,工装实体如图5所示。连杆机构固定位置可根据导轨上的固定螺栓移动,达到固定位置的移动,同时也可调节螺杆长度进行长度力矩调节,如图6所示。
在实际应用于电芯测试中,完全达到了预计的目标。由于是连杆结构,自带可拖拽的手柄,因此通过手柄可实现连接器快速拆装。无论是线束接触铜片还是使用的绝缘电工板都满足高温60℃、低温-30℃的使用環境要求。其可调节的连杆机构,可根据电芯尺寸的变化,进行调节螺栓长度,满足最大长宽高250mm×140mm×80mm的尺寸要求。弹簧弹性连接可解决刚性连接出现的热胀冷缩问题。极耳整面接触到导铜片块上,接触面达到最大化的要求。因此测试线束与电芯极耳之间连接工装的应用,可大大提高电芯测试的效率。
4 结语
本文通过试验室在电芯测试过程中存在的测试效率低的问题,根据“电芯极耳无法与测试线束稳固连接而被迫暂停”的问题,分析出要因。根据影响要因,设计出测试线束与电芯极耳之间连接工装,以便提高电芯极耳与测试线束连接的稳固性,进而提高电芯测试效率。对于提高电芯测试效率,还需进一步探索影响其效率的其他要因,这样才能提出更优的解决办法。
参考文献:
[1] 刘回春. 新能源汽车市场大有作为电池技术成制约发展瓶颈[J]. 中国质量万里行,2019(8):21-23.
[2] GB/T 38031—2020,电动汽车用动力蓄电池安全要求[S].
[3] 李旸. 谈螺纹紧固件连接的防松[J]. 东方企业文化,2014(13):288.
[4] 艾德臻. 车用塑料卡扣巧拆装[J]. 汽车维护与修理,2019(22):71-72.
[5] 张正举,李福贵,李林桂,等. 浅析样车试制的车身焊接工艺设计[J]. 时代汽车,2022(14):151-153.
[6] 吕晓芳,吴红涛. 应用平面四连杆机构加工大球面工装的设计[J]. 纯碱工业,2015(5):37-39.
(编辑 凌 波)
作者简介
陆伸瑞(1991—),男,高级技师,研究方向为汽车新能源研发。
