Cf/Al复合材料复合编织结构T型件弯曲性能
2023-06-27李志文蔡长春余欢徐志锋王振军李荣幸
李志文,蔡长春,余欢,徐志锋,王振军,李荣幸
南昌航空大学 轻合金加工科学与技术国防重点学科实验室,南昌 330063
复合材料作为新型航空材料,备受人们关注,而金属基复合材料可以继承金属基与增强材料的优点,一直是重点研究材料之一[1]。连续碳纤维增强铝基复合材料由于具有热膨胀系数小、比强度高、比模量高和密度低等优异性能[2],成为当今轻质、高性能结构材料研发热点,在航天航空等领域具有广泛的应用前景[3]。
在复合材料运用中,为充分发挥构件的功能作用及获得更好的性能,往往将结构件设计成不规则异型件从而增大构件受力面积或减小组装偏差,这些构件在实际运用中受力十分复杂,对构件力学性能要求很高[4],因此对复合材料异型件力学性能研究是十分必要的。三维五向编织结构是由编织纱和轴向纱相互交织成的网状结构,具有较高的层间强度、较好的整体性及轴向抗弯性能等[5-6],且叠层缝合技术在编织T型构件织物、工型构件织物等异型截面构件织物时比较灵巧、生产率也较高[7-8],因此将两种编织结构复合编织的T型结构件可能有更好的整体性和抗弯性能。近年来,国内外对复合材料异型件已有一些研究,吴海等[9]试验研究了含不同诱导缺陷的碳纤维树脂基复合材料T型接头的弯曲力学性能和失效过程,发现不同失效模式下T型接头所表现出来的弯曲力学性能差异很大。华勇杰[10]研究了含初始裂纹的碳纤维增强复合材料双悬臂梁及T型接头的断裂问题,发现层间脱层是复合材料常见的失效形式。齐红宇等[11]研究了机织复合材料T型接头弯曲载荷下的渐进失效,发现T型接头失效是由于底板与腹板圆弧过度段的织物层在受载一侧表面首先产生损伤,再沿宽度方向发展,最终贯穿损伤引起的。王帅等[12]采用树脂传递模塑工艺(RTM)工艺制备复合材料对称与非对称两种T型接头,探究了不同结构的拉伸破坏模式、结构刚度及破坏载荷,并通过有限元分析验证了试验。刘军等[13]研究了三维编织复合材料T型梁的低温场弯曲性能,发现温度降低使T型梁载荷增加,从而变形位移增大,由高温屈服断裂失效转变为低温脆性断裂。Orifici等[14]研究了叶片加筋板T形截面试件在后屈曲变形下的破坏,发现凸缘失效是主导的失效模式。Ravenhall和Koop[15]结合超塑性成型和扩散焊工艺开发了中空碳化硅纤维增强钛基复合材料叶片,并对其进行了台架试验和旋转试验,结果表明叶片具有较轻的重量和较高的环境适应性,满足军用飞机发动机抗冲击、抗疲劳和抗变形的性能要求,在经过精加工后,叶片可用于在发动机上测试。目前大多数研究者对复合材料异型件的研究集中在树脂基复合材料,且仅限于二维纺织或层间缝合以及单一纤维增强复合材料异型件的制备工艺和室温性能研究,有关三维复合编织结构纤维增强金属基复合材料异型件高温和室温的性能研究还鲜有报道,因此增加三维复合编织结构纤维增强金属基复合材料异型件在不同温度下的性能研究是十分必要的。
由于航空发动机典型结构T型件主要受弯曲载荷下的弯曲作用[16],而T型件立板和榫头结合部分容易产生应力集中导致结构提前被破坏[17]。因此,对复合编织结构Cf/Al复合材料T型件立板与榫头结合部分的弯曲性能的研究十分必要。采用ZL301为基体合金,体积分数为50%的三维五向(立板)和叠层缝合(底板)复合结构碳纤维作为增强体,通过真空压力浸渗制备碳纤维铝基复合材料T型件,从试验角度分析了Cf/Al复合材料复合编织结构T型件的两点弯曲性能,并与标准试样进行了对比。
1 试验材料及方法
1.1 试验材料
选用东丽公司生产的M40J碳纤维编织预制体,M40J纤维性能参数如表1[18]所示,选用ZL301作为基体材料,其主要成分如表2[18]所示。

表1 M40J碳纤维性能参数[18]Table 1 Performance parameters of M40J carbon fiber[18]

表2 ZL301的组成成分[18]Table 2 Composition of ZL301[18]%
1.2 T型件纤维预制体
Cf/Al复合材料复合编织结构T型件尺寸如图1所示,T型件有立板和底板两部分,T型件高度为110 mm,长度为80 mm,宽度为33.5 mm,立板厚度为3.5 mm,底板厚5 mm。考虑到充型过程中T型件拐角处金属液流动性下降,且拐角处容易产生应力集中,在T型件拐角处设置合理的圆弧半径(铸造圆角),如式(1)[19]所示,计算得圆角半径R为3 mm和20 mm。
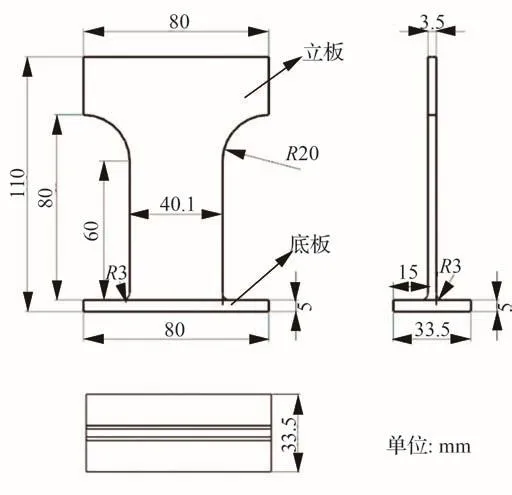
图1 T型件的尺寸图Fig.1 Dimensional drawing of T-shaped parts
式中:r为T型件铸造圆角半径,mm;t1为立板厚度,mm;t2为底板厚度,mm。
根据T型件结构特点,将T型件预制体分为两个部分进行编织,由于三维五向有更好的轴向性能,T型件立板部分采用三维五向编织工艺从上到下依次编织T型件主体部分,立板翻边厚1.75 mm。底板采用叠层缝合编织结构,根据翻边开口的大小按“三上一下”的编织顺序编织上、下加厚层,最后将3部分叠在一起压实缝合,得到三维五向(立板)与叠层缝合(底板)复合结构预制体,制备方式和纤维分布示意图见图2、图3,具体编织工艺参数如表3所示。图4为预制体实物图,由于图1中R20圆弧部分很难编织完整,故采用直线编织,然后经过线切割达到目标体尺寸。

图2 T型件预制体制备示意图Fig.2 Diagram of preparation of T-shaped parts preforms

图3 T型件纤维分布示意图Fig.3 Schematic diagram of fiber distribution of T-shaped parts
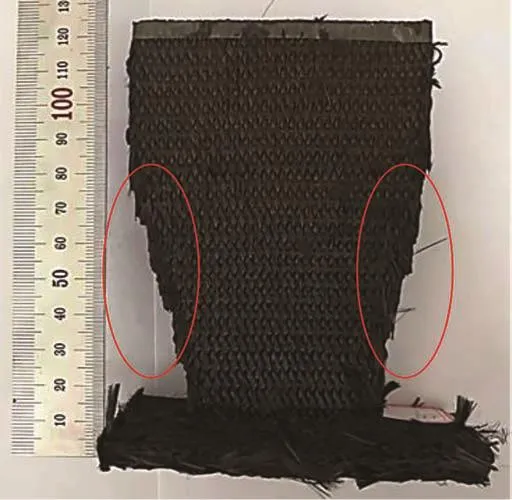
图4 预制体实物图Fig.4 Physical drawing of precast
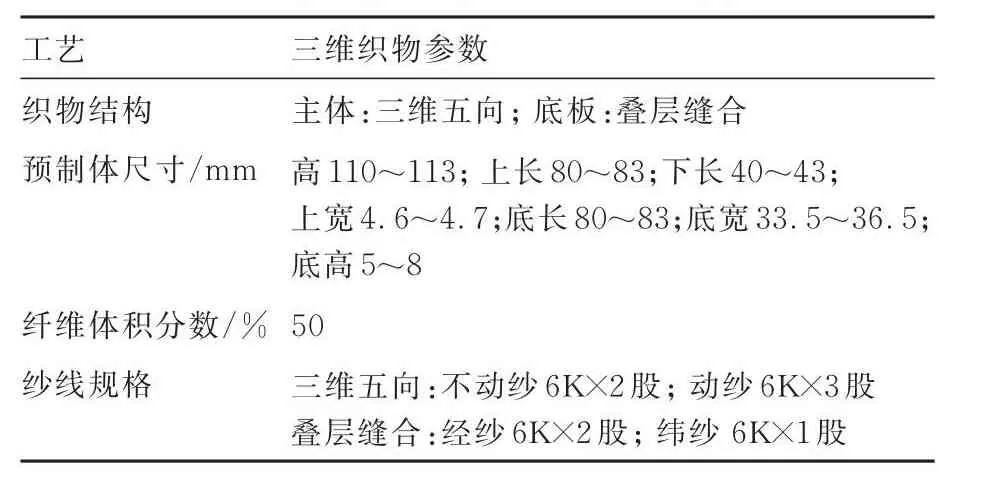
表3 T型件预制体编织参数Table 3 T-shaped parts precast weaving parameters
1.3 复合材料T型件制备
如图5所示,将编织好的Cf/Al复合材料复合编织结构T型件预制体用高精度石墨模具固定,采用不锈钢板封装固定好预制体石墨模具,并焊一定长度的浸渗升液管。加工完成后的实物图如图6所示。

图5 T型件封装示意图Fig.5 Schematic diagram of T-shaped package

图6 T型件封装实物图Fig.6 Physical drawing of T-shaped package
采用真空压力浸渗法制备Cf/Al复合材料复合编织T型结构件。图7[20]为真空压力浸渗装置原理图,选用设备密封性能优异,真空度小于210 MPa,最大充型压力为10 MPa,最高设定温度为1 000 ℃,控温精度为5 ℃,通过控制系统可准确控制预制体的预热温度、浸渗温度、浸渗压力和保压时间。基于课题组前期探索得到浸渗最佳工艺参数如表4[21]所示。具体试验步骤为:首先,检查预制体封装后的气密性,熔炼ZL301基体合金,待基体完全熔化,精炼除杂后撒上覆盖剂防氧化;其次,将盛有熔融铝合金的坩埚放入真空压力浸渗炉下室(熔炼室),封装预制体放入炉内上室(浸渗室),盖上上塞;接着,通过循环两次抽真空后先充入氩气再放气的操作完成洗气,之后充入氩气并打开加热系统,90 min后加热完成,此时熔炼室达到720 ℃,浸渗室达到560 ℃,待保温180 min后放出氩气再次抽真空;然后,升起坩埚使升液管下端浸没在熔融铝液中形成“液封”;最后,充入8 MPa氮气保压20 min后放气,待冷却后取出封装预制体,脱模后得到如图8所示的复合材料T型件。根据试验要求,利用线切割将T型件加工成如图1所示尺寸的弯曲试样T型件。

图7 真空压力浸渗装置原理图[20]Fig.7 Logic diagram of vacuum pressure impregnation device[20]
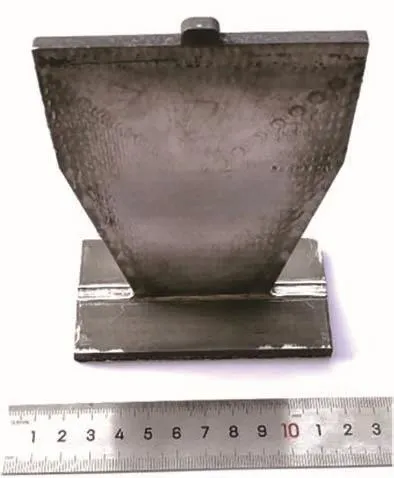
图8 T型件实物图Fig.8 Physical drawing of T-shaped parts

表4 真空压力浸渗工艺参数[21]Table 4 Vacuum pressure infiltration process parameters[21]
1.4 T型件弯曲试验
根据实际工况,设计T型件类悬臂梁弯曲试验即两点弯曲试验,试验前将T型件表面打磨去除表面油污,以避免影响试验效果。弯曲试验实物图和加载示意图见图9。将T型件平放,使用夹具夹持T型件底板部分,在立板的末端区域以1.5 mm/min的运动速率加载T型件,加载方向垂直于立板向下,采用航材院Instron 5982电子万能材料试验机进行室温(3件A1、A2、A3)、350 ℃(3件B1、B2、B3)的弯曲力学性能测试,同时记录下载荷-位移,直到T型件失效。然后通过光学显微镜(OM)、扫描电镜(SEM )观察不同温度下微观组织特征和失效形貌。
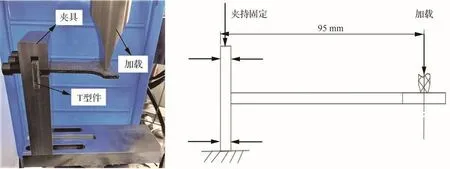
图9 T型件弯曲实物图与加载示意图Fig.9 Diagram of T-shaped parts bending physical drawing and loading
弯曲强度是试样失效前所能承受的最大应力,可依据式(2)计算得出:
式中:σ为失效时最大应力,MPa;F为弯曲失效最大载荷,N;l为加载端与根部端面的距离,mm;b为断裂处截面的宽,mm;h为断裂处截面的高,mm。
2 试验结果与分析
2.1 T型件DR无损检测分析
采用DR数字射线检测技术对Cf/Al复合材料复合编织结构T型件进行了无损检测,其成像结果如图10所示。由图10(a)、图10(c)可知,T型件立板部分碳纤维编织结构完整,未出现纤维断裂散乱等缺陷。由图10(d)可知,叠层缝合编织T型件底板部分纤维分布均匀,未发现其他缺陷。图10(b)、图10(e)中则显示T型件两侧连接处保持原始三维编织结构,没有孔洞、夹杂等缺陷。综上可知,采用真空压力浸渗法制备的Cf/Al复合材料复合编织结构T型件整体结构完整,纤维均匀分布,内部纤维结构无明显缺陷,真空压力浸渗工艺制备的Cf/Al复合材料复合编织结构T型件浸渗质量较好。
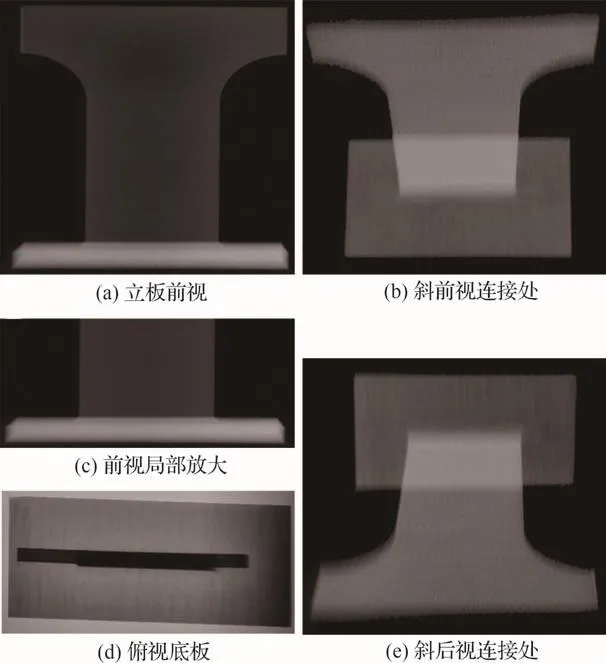
图10 Cf/Al复合材料三维复合编织结构T型件各部位DR无损检测图像Fig.10 DR nondestructive testing images of threedimensional composite braided structure T-shaped parts of Cf/Al composite material
虽然线切割不可避免地对T型件边缘编织纤维结构的整体性造成了破坏,但是由于基体与碳纤维结合良好,边缘整体性被破坏的编织碳纤维并未出现散乱拔出的现象,线切割后的T型件切口平整,除边缘部分T型件内部编织碳纤维被切断,线切割对T型件内部其他部位的编织纤维几乎并无损伤,T型件加工质量较好,为后续的性能测试提供了保障。
2.2 微观组织特征
图11为T型件立板部分微观组织图。可以发现,铝液均匀充型到编织纱、轴向纱纤维束间隙内。由图11(a)、图11(c)可以发现横向截面图中较纵向截面纤维分布更清晰。由图11(b)、图11 (d)可知,有少量束内纤维浸渗微孔和纤维偏聚。T型件立板部分预制体为三维五向编织结构。图12为三维五向细观结构图,可知三维五向由编织纱和轴向纱构成,而编织纱与轴向纱成一定的角度,因此相对更加扁平的是编织纱纤维束(图11(a)),它环绕在轴向纱纤维束周围。但由于铝液与碳纤维的润湿角为130°~135°,在正常熔化温度下润湿性极差,铝液必须在外界压力作用下克服毛细阻力等附加阻力浸渗预制体,而纤维束间阻力小于束内阻力,铝液充型产生压力差,使轴向纤维束与截面成一定的角度,因此图11(c)编织纱纤维束与轴向纱纤维束特征不太明显。在提高放大倍数后,发现束内纤维出现了一些的浸渗微孔和少许的纤维偏聚(图11(b)、图11 (d))。形成这一现象的主要原因是纤维的弯曲以及纤维间的夹角较小、纤维交织点较多,使纤维束间隙很小。根据Yong-Kelvin方程[22](式(3)),在试验的外加压力一定条件下,纤维束间隙小即毛细半径小,从而毛细压力大,浸渗阻力大,使局部纤维束内不能完全浸渗,容易出现局部的浸渗微孔和纤维偏聚。但可以看出编织结构浸渗后较好地保持了原先的编织结构,纤维分布也较均匀除了局部少量微孔和纤维偏聚无明显缺陷,充分说明复合材料浸渗效果较好和所选浸渗工艺的合理性。

图11 T型件三维五向结构立板微观组织图Fig.11 Microstructure diagram of three-dimensional five-way structure vertical plate of T-shaped parts

图12 三维五向编织方式的细观结构Fig.12 Mesoscopic structure of three-dimensional fiveway weaving method
式中:Pc为毛细压力,N/m2;σlg为液态金属表面能,J/m2;θ为液体在固体表面浸润角,(°);req为毛细管半径,m。
图13为T型件底板部分微观组织图。由图13(a)、图13(c)可知,纤维分布均匀,较好维持了叠层缝合的结构特征,图13(b)、图13(d)中发现有少量的纤维偏聚现象。T型件底板部分预制体编织结构为叠层缝合结构,其细观结构如图14所示。采用的是斜纹组织叠层缝合结构,由于斜纹组织中经纱、纬纱间的交织点比较多,根据式(3)可知由于毛细阻力大,局部浸渗不完全,产生纤维偏聚如图13(b)、图13(d)所示。另外,因为充型方向与z向缝合纱平行,垂直于经向纱和纬向纱,冲击力下经向、纬向纤维丝容易产生偏聚现象。但底板与升液管相连,能得到铝液有效补缩,从而使得底板部分浸渗较为致密,故而在底板微观组织高倍放大的经向和纬向截面图13(b)、图13(d)中可以发现虽然束内纤维产生了偏聚但浸渗微孔却较少,且底板复合材料浸渗效果较立板更好。

图13 T型件叠层缝合结构底板微观组织Fig.13 Microstructure of bottom plate of T-shaped parts laminated stitched structure

图14 叠层缝合编织结构细观图Fig.14 Laminated stitched braided structure form a fine view
2.3 T型件弯曲性能
图15为室温和350 ℃下Cf/Al复合材料三维复合编织结构T型件、三维五向编织结构Cf/Al复合材料试样件、叠层缝合编织结构Cf/Al复合材料试样件的弯曲强度柱状图。如图15所示,Cf/Al复合材料三维复合编织结构T型件在室温和350 ℃条件下,两点弯曲平均强度分别为384.2 MPa和204.6 MPa。三维五向编织结构Cf/Al复合材料试样件室温和350 ℃条件下,三点弯曲平均强度分别为401.3 MPa和266.0 MPa[23]。叠层缝合编织结构Cf/Al复合材料试样件室温和350 ℃下,三点弯曲平均强度分别为327.0 MPa和175.2 MPa[24]。可以发现,三维五向编织结构试样较叠层缝合编织结构试样弯曲性能更好,而复合编织结构T型件较三维五向编织结构试样弯曲性能略低,但高于叠层缝合结构试样级。虽然复合结构T型件比单一结构试样性能略有下降但相差不大,且复合结构可以更完整地得到目标零件,同时T型件结合了三维五向编织结构的轴向弯曲性能好的优点,故比叠层编织结构试样弯曲性能更好。由图15可知,Cf/Al复合材料三维复合编织结构T型件350 ℃相较于室温弯曲强度下降了44.1%,因此温度对复合材料T型件弯曲强度的影响较大。主要原因是ZL301熔点仅为660 ℃,当环境温度超过其熔点的1/2时,会产生基体软化现象[25-26],故基体在较小的载荷下发生较大的形变,从而导致350 ℃下复合材料弯曲强度的下降。另外,由微观组织观察到浸渗完成后组织中有一定的微孔和纤维偏聚缺陷,这些缺陷在弯曲载荷下会产生大量微裂纹,而又由于350 ℃基体软化,基体难以在复合材料中起到类似隔膜的作用,裂纹很快穿过软化基体,使纤维过早产生裂纹,导致复合材料在较低应力下失效,弯曲性能下降。同时,由于基体软化导致界面松弛,界面结合力下降,界面不能很好地传递载荷,碳纤维不能起到很好的增强作用,这也导致350 ℃下其弯曲性能的下降。
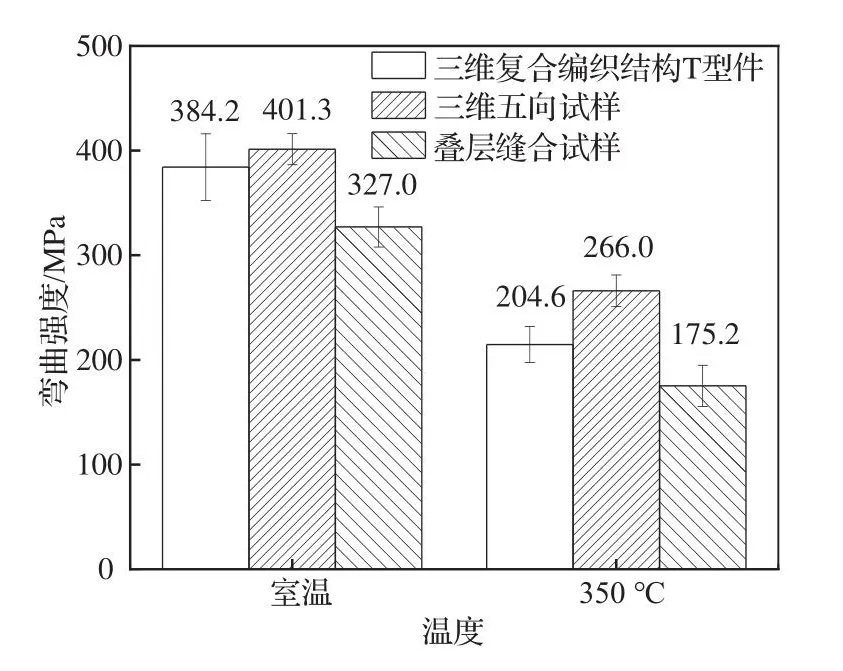
图15 T型件与试样弯曲强度柱形图Fig.15 Column chart of bending strength of T-shaped parts and specimens
图16为Cf/Al复合材料复合编织结构T型件(A1、A2、A3)室温弯曲载荷-位移曲线。可以看出,曲线呈类抛物线形状,根据曲线切线斜率的变化可将其分为3个阶段,第I阶段近似为线性弹性阶段,此阶段切线斜率近似为定值。由于T型件立板是三维五向结构,编织纱方向与载荷方向成非垂直夹角,且编织纱与轴向纱相互交织形成不分层立体结构,故在第I阶段复合材料基体与纤维共同承受载荷,有较好的抵抗变形能力,刚度几乎不变,所以其载荷-位移曲线表现为线性特征。随着弯曲载荷的持续增加,基体承受载荷超过其弹性极限,编织纱也随着基体的变形逐渐与轴向方向一致,碳纤维逐渐承受主要载荷,但载荷方向与碳纤维方向垂直,且碳纤维在非轴向方向性能较差,致使较弱的纤维开始产生裂纹,故曲线斜率逐渐减小。又由于两点弯曲的特性,弯曲变形外侧主要承受拉应力,内侧主要承受压应力,且距中性层最远处(外表层)有最大应力。此外复合材料浸渗微孔和纤维偏聚等缺陷在载荷下产生应力集中,故随载荷的增加,损伤积累会产生大量微裂纹,这些微裂纹在外侧拉应力下不断扩展,直至部分纤维表面产生裂纹失效。而受压侧由于碳纤维复合材料不耐压的特性(压拉比为0.50~0.67[27]),内侧纤维屈曲挤压基体,使复合材料T型件内侧在较小的载荷下产生鼓包。同时随着基体与纤维界面逐渐松脱,基体慢慢由传递载荷转为承受载荷,此阶段为第Ⅱ阶段即微塑性变形阶段。随着载荷继续增大,载荷位移曲线斜率加快减小,纤维裂纹不断扩展致使纤维断裂,界面逐渐破坏,复合材料弯曲变形量持续增大,基体开始破坏,进入第Ⅲ阶段,此阶段载荷达到峰值,复合材料T型件破坏失效开始卸载,但并未出现突然卸载,曲线出现韧性失效特征缓慢卸载,复合材料试样室温拉伸伸长率仅为1.2%,复合材料试样一般为脆性失效。所以图16所示Cf/Al复合材料三维复合编织结构弯曲失效是一种“假塑性效应“特征[28]。
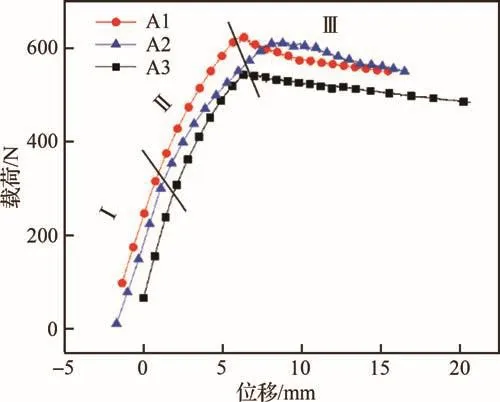
图16 T型件室温载荷-位移曲线Fig.16 T-shaped parts load-displacement curves at room temperature
Cf/Al复合材料复合编织结构T型件(B1、B2、B3)350 ℃弯曲载荷-位移曲线如图17所示。由350 ℃和室温曲线对比可知,随着温度上升Cf/Al复合材料复合编织结构T型件弯曲强度和屈服强度明显下降,这主要是因为基体软化。350 ℃弯曲变形第Ⅰ阶段,复合材料有比较短暂的弹性阶段,此阶段由于三维五向编织结构的特性,基体与增强纤维共同承载,复合材料表现出线性特征;但由于基体软化复合材料T型件弹性极限减小,T型件在很小的载荷下就达到弹性极限,基体发生不可逆的形变,较早地进入350 ℃弯曲变形第Ⅱ阶段,此阶段曲线切线斜率逐渐减小,相较室温在相同的载荷下T型件产生了更大形变,同时基体软化对碳纤维的束缚减弱,在载荷下编织纱纤维束编织角减小,与轴向纤维束一起承受载荷,又由于350 ℃条件下浸渗微孔在受拉侧拉应力下形成的裂纹扩展得更快,这些裂纹等缺陷快速穿过软化的基体,传至纤维使纤维产生裂纹直至失效,而受压侧纤维束受软化基体束缚减小,纤维屈曲较室温更厉害,基体局部破坏现象更明显,同时由于基体与纤维热膨胀系数差异,纤维挤压基体使其更快地产生变形破坏失效,但复合材料的塑性硬化又使基体塑性变形减缓,故350 ℃与室温最大变形量相差不大。随着载荷的继续增加基体局部破坏快速扩展,纤维断裂失效现象加剧,进入350 ℃破坏第Ⅲ阶段,此阶段复合材料T型件出现卸载现象,即Cf/Al复合材料三维复合编织结构T型件发生失效。与室温类似,350 ℃环境复合材料T型件也出现了假塑性特征。
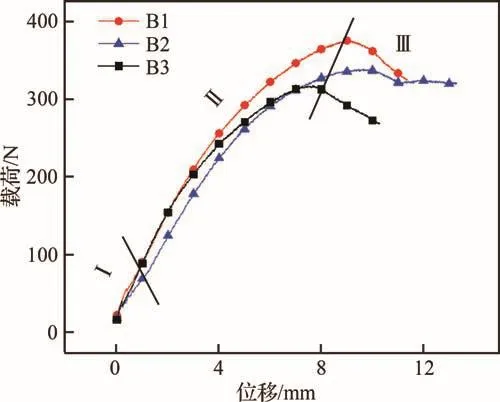
图17 T型件350 ℃载荷-位移曲线Fig.17 Load-displacement curves of T-shaped parts at 350 °C
2.4 弯曲破坏分析
图18为室温条件下,弯曲失效的Cf/Al复合材料复合编织结构T型件破坏形貌。由图18(a)、图18(b)可以看出,T型件室温弯曲最大变形量发生在根部,由图18(c)、图18(d)可以看出T型件受拉侧有大量网状裂纹,而T型件受压侧有鼓包。由图18(e)可知,纤维与基体并没有发生明显的断裂,只出现少许的纤维断裂。最大变形量在根部是因为根部是两种不同编织结构缝合处,容易产生应力集中,且两点弯曲(类悬臂梁)特性最大应力在根部,故根部是主要的破坏处。T型件弯曲过程中受拉侧在拉应力作用下失效,产生了大量网状裂纹,而受压侧在压应力和纤维屈曲对基体挤压共同作用下产生了大量鼓包。但如图18(e)所示,纤维与基体并没有发生明显的断裂,只有根部少量纤维产生剪切断裂和应力集中断裂。剪切断裂是因为纤维在横向载荷作用下产生彼此同向屈曲,在基体中产生剪切应变,使纤维与载荷轴成45°角方向剪切破坏。但纤维与基体并没有产生大面积的脱粘,即缺口扩展应力小于纤维松脱应力。由此可知,室温下复合材料T型件表现为强结合界面,即首先形成裂纹缺口,然后裂口向纤维内部扩展,还未达到界面完全松脱复合材料就发生失效。总体来说,Cf/Al复合材料三维复合编织结构T型件室温下有较好的弯曲性能。
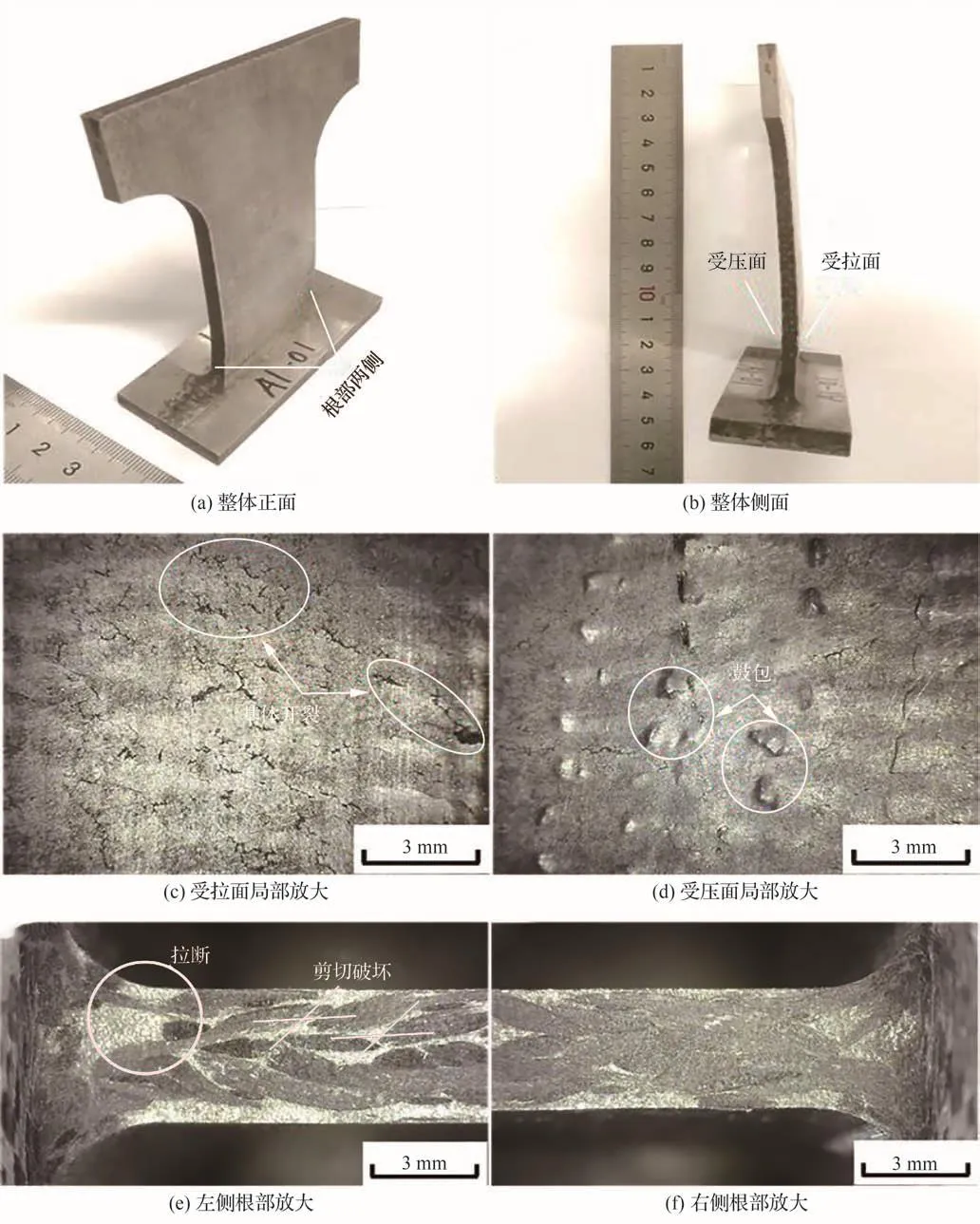
图18 Cf/Al复合材料三维复合编织结构T型件室温弯曲失效形貌Fig.18 Room temperature bending failure morphology of three-dimensional composite braided structure T-shaped parts of Cf/Al composite material
图19为350 ℃下Cf/Al复合材料复合编织结构T型件弯曲宏观失效形貌。由图19(a)、图19(b)可知,T型件在350 ℃下弯曲失效的形貌与在室温下弯曲失效的形貌类似,都是立板在靠近根部的位置弯曲变形。由图19 (c)、图19 (d)可知,T型件受拉侧与受压侧较室温产生了更多的裂纹和鼓包。由图19 (e)、图19 (f)可知,T型件破坏处没有明显的纤维断裂,只有少量纤维出现断裂。因为碳纤维具有较好的高温性能,所以T型件在350 ℃下,失效弯曲的变形量与室温下相差不大。但从T型件受拉和受压面的形貌来看,由于350 ℃导致的基体“软化”,基体合金的弹性模量降低,T型件350 ℃弯曲失效后,受拉面产生的裂纹沿界面扩展更深,受压面表面基体由于屈曲纤维挤压产生“鼓包”更严重(图19(c)、图19(d))。且纤维由于更早承受载荷,在相同载荷下T型件产生更大形变,是纤维还未产生剪切破坏就达到最大变形量而破坏(图19(e)、图19(f))。这些较室温产生的变化,原因在于基体合金的软化,使基体在较小的载荷下产生较大的变形,而碳纤维受温度的影响较小,从而造成纤维与基体界面结合减弱,对裂纹扩展的束缚减弱,使得复合材料T型件的屈服强度与弯曲强度大幅减小。由此可知,温度很大程度上影响了复合材料T型件弯曲性能。

图19 Cf/Al复合材料三维复合编织结构T型件350 ℃弯曲失效形貌Fig.19 350 ℃ bending failure morphology of three-dimensional composite braided structure T-shaped parts of Cf/Al composite material
图20为弯曲试验纤维失效行为示意图。由图20(a)可知,载荷F加载方向垂直于轴向纤维,也与编织纱成一定角度,轴向纤维承受主要载荷。由图20(b)可知,在载荷压力作用下,编织纱与轴向纱夹角减小,且在载荷压力下产生屈曲变形。随着弯曲载荷持续作用,编织纱被压至和轴向纱同向变形,且变形量持续加大(图20(c))。在载荷压力进一步作用下,纤维达到最大变形量,受拉侧部分纤维被拉断,受压侧纤维在挤压变形作用屈曲程度更大,直至纤维失效卸载(图20(d))。

图20 弯曲试验纤维失效行为示意图Fig.20 Schematic diagram of bending experimental fiber failure behavior
3 结 论
1) DR无损检测表明真空压力浸渗法制备的三维五向(立板)与叠层缝合(底板)复合结构Cf/Al复合材料T型件整体结构完整,纤维分布均匀,内部纤维结构无明显缺陷。值得注意的是,立板与底板整体缝合连接部分内部也无明显孔隙缺陷,纤维保持原始三维编织结构,无散乱现象,整体缝合效果较好,两种编织结构缝合完整。SEM观察发现,浸渗完成的复合材料T型件无明显组织缺陷,仅在立板部分有少量浸渗微孔和局部纤维偏聚,而底板比立板浸渗更完全,T型件浸渗效果较好。
2) 室温和350 ℃两点弯曲试验表明,复合编织结构Cf/Al复合材料T型件室温平均弯曲强度为384.2 MPa,350 ℃平均弯曲强度为204.6 MPa,相比三维五向编织结构复合材料试样件弯曲性能有所下降,但较叠层缝合编织结构试样件弯曲性能要好,350 ℃下基体软化是高温弯曲性能下降的主要原因。
3) 室温和350 ℃下三维复合编织结构Cf/Al复合材料T型件弯曲载荷-位移曲线表现为非线性特征,弯曲初始阶段均呈现线弹性变形特征,T型件室温弯曲刚度高于350 ℃,并且T型件弯曲失效后并不会断裂。高温与室温条件下,载荷-位移曲线卸载阶段表现为一种类似塑性材料弯曲变形的“假塑性”特征。
4) 三维复合编织结构Cf/Al复合材料T型件在室温和350 ℃下弯曲失效后都保有较好的完整性,它们失效的形式基本相同,都是T型件根部连接处的弯曲变形、受拉侧的基体开裂以及受压面的基体“鼓包”,350 ℃弯曲失效基体开裂和“鼓包”比室温稍微严重。T型件在根部弯曲失效可能是因为根部弯矩最大从而导致应力最大,且根部是两种不同结构的缝合处容易导致应力集中。
