某氰化尾渣中硫浮选回收工艺研究
2023-06-05李元鑫孙晓丰刘杰赵冰袁帅
李元鑫 孙晓丰 刘杰 赵冰 袁帅


摘要:为实现氰化尾渣中硫的资源化、无害化利用,对某氰化尾渣回收铅锌铜后的浮选尾矿进行硫浮选回收工艺研究。在矿浆浓度为35%、pH值为5、预处理时间为60 min、捕收剂丁基黄药用量为500 g/t和起泡剂2号油用量为30 g/t的条件下,最终可获得品位在40%以上、回收率在80%以上的硫精矿,实现了氰化尾渣中硫资源的高效回收,并具有良好的经济和社会效益。
关键词:氰化尾渣;硫回收;浮选;资源化;综合回收
中图分类号:TD952文章编号:1001-1277(2023)04-0048-04
文献标志码:Adoi:10.11792/hj20230411
引 言
随着金矿资源的不断开发利用,氰化浸出提金过程中所产生的尾矿量日渐增多[1-2]。而氰化尾渣的堆存易造成极大的环境污染,不符合国家始终加强生态文明建设的基本国情。同时,氰化尾渣中除含有少量的金、银外,常含有铜、铅、锌、硫等有价元素。因此,为降低环境污染并提高资源利用率,对氰化尾渣开展资源化、无害化利用研究具有重要意义[3-4]。
目前,对氰化尾渣的综合回收利用主要开展了金、银、铜、铅等贵金属的回收研究[5-13]。姜亚雄等[14]对云南某银品位为30.89 g/t、金品位为0.24 g/t的氰化尾渣开展研究,采用酸浸预处理—氰化浸出工艺流程对氰化尾渣中的金、银进行回收,分别获得了55.73%和75.35%的浸出率,实现了尾渣中金、银的有效回收。但是,通过氰化浸出的方法开展尾渣中有价金属的综合回收利用也增加了尾渣无害化处理的成本,因此进行高效、无害的资源回收工艺研究具有重要的实际意义。对于铜、铅、锌、硫等的回收,常见的工艺主要有4种:铅、铜、锌顺序优先浮选,先铅锌混浮后浮铜,先浮铅后铜锌混浮及铜铅混浮后选锌[15]。符金武等[16]对山东某金矿开展了铅锌混合浮选—铜浮选工艺研究,最终获得了合格级的铜精矿产品,并实现了对尾渣中铅、锌、铜的充分回收。本次试验以回收铅锌铜后的尾矿为研究对象,进一步开展硫的回收试验研究,主要考察了pH、预处理时间、捕收剂用量和起泡剂用量对硫浮选回收的影响,并进行了闭路浮选试验,以期实现氰化尾渣资源的充分利用。
1 矿石性质
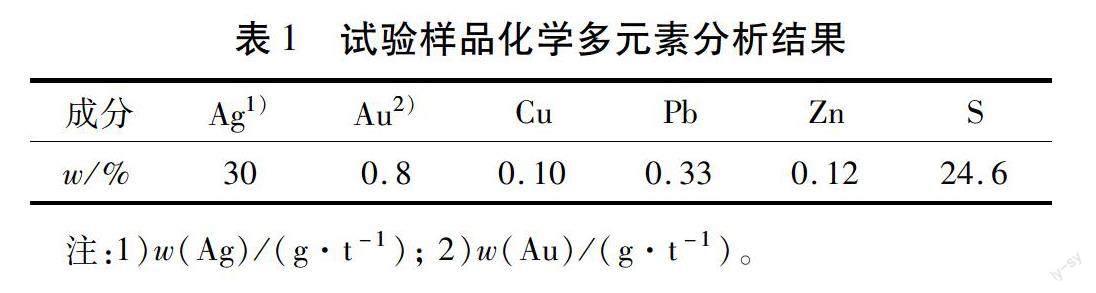
试验矿样取自山东某金矿氰化尾渣回收铅锌铜后的浮选尾矿,对其进行了化学多元素、XRD分析,结果分别见表1、图1。由表1可知,该试验样品在回收铅、锌、铜后仍含有品位为24.6%的硫,满足入选要求且具备回收价值。由图1可知,硫主要存在于黄铁矿中[16]。
由于粒度对样品中硫的回收也有着较大的影响,因此对样品开展了粒度特性分析,结果见图2。由图2可知,该试验样品平均粒度为19.12 μm。
2 试验结果与讨论
由于该试验样品粒度较细且是氰化尾渣回收铅锌铜后的浮选尾矿,其粒度特性与药剂残留均会导致硫的回收难度增大。因此,需要对其进行预处理,使其恢复可浮性才可实现硫的高效回收。综上所述,确定本次试验开展pH、预处理时间、捕收剂用量与起泡剂用量对硫精矿指标的影响研究,并在最佳药剂制度下进行闭路浮选,试验流程见图3。
2.1 矿浆pH
固定试验条件:采用选硫循环水进行调浆,矿浆浓度为35%、预处理时间为60 min、捕收剂丁基黄药用量为500 g/t(粗选、扫选一、扫选二用量比为3∶1∶1)、起泡剂2号油用量为30 g/t,分别考察了pH值为3,4,5,6,7对硫回收的影响。试验结果见图4。
由图4可知,随着pH的升高,试验所得硫精矿品位逐渐降低。尽管pH越低越有利于硫的浮选回收,但过低的pH会对设备造成腐蚀及恶化浮选环境。综上所述,确定采用pH值为5开展后续试验。
2.2 预处理时间
固定试验条件:采用选硫循环水进行调浆,矿浆浓度为35%、pH值为5、捕收剂丁基黄药用量为500 g/t(粗选、扫选一、扫选二用量比为3∶1∶1)、起泡剂2号油用量为30 g/t,分别考察了预处理时间为5 min、15 min、30 min、60 min、90 min对硫回收的影响。试验结果见图5。
由图5可知:随着预处理时间的增加,浮选指标整体呈升高趋势。当预处理时间为60 min时,继续增加预处理时间对硫回收率无较大影响。同时,预处理时间的增加也会对硫酸的消耗量和预处理成本产生较大的影响。综合考虑,确定后续试验预处理时间为60 min。
2.3 捕收剂用量
固定试验条件:采用选硫循环水进行调浆,矿浆浓度为35%、pH值为5、预处理时间60 min、起泡剂2号油用量为30 g/t,分别考察了捕收剂丁基黄药用量(粗选、扫选一、扫选二用量比为3∶1∶1)为200 g/t、300 g/t、500 g/t、700 g/t、1 000 g/t对硫回收的影响。试验结果见图6。
由图6可知:随着药剂用量的增加,硫精矿品位先升高后降低,而其回收率则先升高后趋于平缓。這是由于捕收剂用量过大导致部分脉石矿物上浮,从而使硫精矿品位降低。综合考虑硫精矿的回收率与品位,确定后续浮选试验捕收剂用量为500 g/t。
2.4 起泡剂用量
固定试验条件:采用选硫循环水进行调浆,矿浆浓度为35%、pH值为5、预处理时间为60 min、捕收剂丁基黄药用量为500 g/t(粗选、扫选一、扫选二用量比为3∶1∶1),分别考察了起泡剂2号油用量为0,10,30,50,80 g/t对硫回收的影响。试验结果见图7。
由图7可知:随着药剂用量的增加,硫精矿品位呈现先升高后降低的趋势,而其回收率则先升高后趋于平缓。这是由于起泡剂用量过大导致矿化气泡难以发生破裂兼并,导致部分脉石矿物被夹带回收,从而使得硫精矿品位降低。综合考虑硫精矿的回收率与品位,确定起泡剂用量为30 g/t为最佳。
2.5 闭路试验
在试验获得的最佳条件下,即采用选硫循环水进行调浆,矿浆浓度为35%、pH值为5、预处理时间为60 min、捕收剂丁基黄药用量为500 g/t(粗选、扫选一、扫选二用量比为3∶1∶1)、起泡剂2号油用量为30 g/t,进行浮选闭路试验。试验流程见图8,闭路试验循环次数对硫浮选的影响见图9。
循环次数的增加常导致循环水质恶化、浮选指标不稳定等问题。而由图9可知,当在该试验条件下,最终所得硫精矿品位均在40%以上,且硫回收率均在80%以上。同时,随着循环次数的增加,该选别指标较为稳定,从而进一步证明氰化尾渣回收铅锌铜后的浮选尾矿具备继续回收硫的环保和经济价值。
2.6 选矿产品分析
为验证该选别工艺对氰化尾渣回收铅锌铜后的浮选尾矿中硫的回收效果,分别对选别所得精矿和尾矿进行了多元素分析,结果见表2、表3。
由表2可知,该流程能够有效实现氰化尾渣回收铅锌铜后的浮选尾矿中硫的回收,同时实现了金、银和铜的富集。
由表3可知,尾矿中硫及其他有价元素的含量均不具备再回收的价值。
3 结 论
1)山东某金矿氰化尾渣回收铅锌铜后的浮选尾矿中硫品位为24.6%,具备回收利用价值。但是,由于其粒度特性及药剂残留导致其回收较难,需进行预处理恢复目的矿物的可浮性。
2)试验样品在矿浆浓度为35%、pH值为5、预处理时间为60 min、捕收剂丁基黄药用量为500 g/t和起泡剂2号油用量为30 g/t的条件下开展闭路选别,最终所得硫精矿品位均在40%以上,回收率均在80%以上。这一结果证明氰化尾渣回收铅锌铜后的浮选尾矿具备继续回收硫的环保和经济价值。
[参 考 文 献]
[1] 陈潮方,邱仙辉,邱廷省,等.氰化尾渣的性质特点与综合利用研究现状[J].有色金属科学与工程,2022,13(4):107-115.
[2] 李育彪,陈坤,郑仁军.氰化尾渣脱氰技术及有价金属回收研究进展[J].矿产保护与利用,2021,41(1):91-101.
[3] 吕翠翠,丁剑,付国燕,等.氰化尾渣中有价元素回收现状与展望[J].化工学报,2016,67(4):1 079-1 089.
[4] 朱亚良.黄金氰化尾渣的资源化利用研究[D].淄博:山东理工大学,2020.
[5] 李婷,尹艳芬,方夕辉,等.从金氰化尾渣中回收铜、铅、锌、硫的工艺技术现状[J].现代矿业,2011,27(4):28-29.
[6] 肖坤明,谢文清,郑新烟,等.福建某氰化尾渣综合利用试验研究[J].矿产综合利用,2013(5):72-75.
[7] 郑金,王洪凯,李斌川,等.辽宁某氰化尾渣中铁、铅综合回收试验研究[J].金属矿山,2021(11):115-120.
[8] 杨振兴,于鸿宾,郝福来,等.某氰化尾渣综合回收铜铅选矿试验研究[J].黄金,2021,42(4):76-79,83.
[9] 刘占林,朱德兵,郭建东.某金精矿氰化尾渣回收金铜铅硫试验研究[J].黄金,2021,42(7):89-93.
[10] 王文强.某氰化尾渣中硫铁矿的浮选回收工艺优化[J].现代矿业,2022,38(2):13-15.
[11] 王志刚,彭殿军.氰化尾渣回收铜、铅、锌、铁、硫的技术现状[J].有色冶金设计与研究,2013,34(4):18-20.
[12] 刘浩,朱一民,马艺闻,等.氰化尾渣中黄铁矿与闪锌矿的浮选回收技术研究[J].矿产综合利用,2017(2):99-104.
[13] 赵洪冬,顾帼华.氰化尾渣综合回收铜铅锌研究现状及展望[J].矿产综合利用,2013(5):1-4.
[14] 姜亚雄,陈禄政,先永骏,等.氰化尾渣中金银综合回收試验研究[J].有色金属(选矿部分),2022(5):67-73.
[15] 翁占平,杨俊彦,李雪林.氰化尾渣资源综合回收利用研究进展[J].世界有色金属,2017(4):40-42.
[16] 符金武,汪仁健,赵文强,等.某氰化尾渣中铅、锌和铜的综合回收研究[J].矿产保护与利用,2021,41(5):127-133.
Research of the flotation process for sulfur recovery from certain cyanide tailings
Li Yuanxin1,2,Sun Xiaofeng1,2,Liu Jie3,4,Zhao Bing3,4,Yuan Shuai3,4
(1.Shandong Jinchuang Gold and Silver Smelting Co.,Ltd.; 2.Jinchuang Group of Shandong Gold Mining Co.,Ltd.;
3.School of Resource and Civil Engineering,Northeastern University;
4.National-Local Joint Engineering Research Center of High-efficient Exploitation
Technology for Refractory Iron Ore Resources)
Abstract:To utilize the sulfur from cyanide tailings as resources in a harmless way,the paper researched the flotation process for sulfur recovery from the tailings produced by certain cyanide tailings flotation processes to recover lead,zinc,and copper.When the slurry concentration is 35%,the pH value is 5,the pre-treatment time is 60 min,the collector butyl xanthate dosage is 500 g/t,and frother No.2 oil dosage is 30 g/t,the sulfur concentrates with the grade over 40% and the recovery over 80% are obtained,realizing effective recovery of sulfur from cyanide tailings and creating good economic and social profits.
Keywords:cyanide tailings;sulfur recovery;flotation;utilization as resources;comprehensive utilization
