基于焊接电信号频域特征的焊接过程稳定性评估
2023-06-02于鹏蔡正标赵明明刘鹏张文明
于鹏,蔡正标,赵明明,刘鹏,张文明
(1.南京工业职业技术大学,工程技术实训中心,南京,210046;2.徐州徐工随车起重机有限公司,徐州,221004)
0 序言
近年来,随着半导体和芯片行业的快速发展,众多焊接电源厂家先后推出多种新型高效脉冲焊接电源和配套焊接工艺.与传统焊接电源相比,一方面,新型焊接电源的可调参数较多,焊接过程中焊接电流、焊接电压波形变化较为复杂,对焊接电源的某一脉冲波形参数进行调节后,电弧动态特征、熔滴过渡尺寸、短路过渡过程和焊接过程稳定性会受到不同程度的影响[1-2];另一方面,当同时调整多个脉冲波形参数时,因各参数间存在的交互作用和耦合效应,往往会导致预想之外的焊接电信号波形变化和不稳定焊接过程[3].对于一个稳定的焊接过程而言,在整个焊接过程中所产生的焊接电信号波形基本保持一致,其幅值、相位、频谱等波形特征参数在一个较小的范围内波动[4].如果焊接电源的脉冲波形参数设置不恰当,与焊接速度、送丝速度、焊枪角度等其它焊接参数不相匹配,往往会直接导致电弧形状、熔滴过渡过程和焊接过程稳定性受到不同程度的影响[5].
焊接电流信号和焊接电压信号源自焊接电弧本身,蕴含了大量与短路过渡过程、焊接过程稳定性和焊接质量密切相关的关键信息,能够反映出电弧的实时状态和动态特征[6].国内外科研人员开展了一系列研究工作,运用多种时频和统计分析方法对焊接过程信号进行深入挖掘,希望获得能够表征焊接过程稳定性和焊接质量的特征指标.Mvola 等人[7]通过分析焊接电流信号和焊接电压信号的瞬时功率、短路时间、短路过渡频率等参数的异常变化,实现了焊接缺陷的在线识别与定位.Luksa[8]通过焊接参数的优化实现对焊接电信号的波形和熔滴过渡形式进行精准调控.在提高焊接过程稳定性的同时减少焊接热输入,最终获得成形良好的焊缝.Wu 等人[9]以焊接电流信号和焊接电压信号的概率密度分布为特征指标对焊接过程稳定性和焊接质量进行评估,实现了对如烧穿、气孔等焊接缺陷的在线识别.
分别从时域和频域两个方面对焊接过程中实时采集的多组焊接电流信号进行分析,结合焊缝表面形貌,挖掘并提取能够正确表征焊接过程稳定性的特征参数,为实现高强钢熔化极惰性气体保护焊(metal inert gas welding,MIG 焊)焊接过程稳定性的在线评估提供可靠的评价依据.
1 试验方法
采用深圳麦格米特电气股份有限公司的Artsen Plus 焊接电源进行平板MIG 堆焊试验,该电源可实现焊接电压、焊接电流和送丝速度的一元化调节.试验母材为Q960 高强钢,焊丝使用直径为1.2 mm 的ER120S-G 焊丝,保护气体成分为80%Ar+20% CO2,气体流量设置为20 L/min.所有试验的焊接电流和焊接速度均设置为160 A 和10 mm/s.脉冲电流峰值系数、脉冲电流峰值时间系数和脉冲电流基值系数,对焊接热输入、熔滴过渡过程和维持电弧燃烧影响较大,脉冲电流上升系数和脉冲电流下降系数对焊接稳定性影响较大,通过调节上述脉冲波形参数(表1),对一元化焊接参数进行优化.试验过程中使用霍尔电流传感器实时采集焊接电流信号,并通过NI USB 9201 数据采集模块将信号传输至上位机,采样频率为10 kS/s.
2 基本原理
集合经验模态分解是一种噪声辅助数据分析(noise-assisted data analysis,NADA)方法.该方法能够自适应的将原始信号分解成若干个不同频率的IMF 分量,与傅里叶变换、小波变换和Gabor 变换相比,EEMD 方法不需要预先设定基函数,其基函数来源于原始信号本身,是自适应的.因此,该方法尤其适合于从非线性、非平稳信号中提取特征信息.
EEMD 方法的具体步骤如下.
(1)设定加入噪声次数N.
(2)将白噪声ni(t)加入原信号x(t),得到加噪信号xi(t).
式中:ni(t)为 第i次添加的白噪声;xi(t)为加噪信号,i=1,2,···N.
(3)对加噪信号xi(t)进行经验模态分解(empirical mode decomposition,EMD),该信号被分解为若干IMF 和一个残差ri,j(t)的和.
式中:ci,j(t)为在第i次加噪后,含噪信号经过EEMD 分解后得到的第j个IMF;J为IMF 的数量.
(4)重复步骤(2)和(3)N次且每次加入不同的白噪声.
(5)对所有分解得到的IMF 做集合平均运算,此时,加噪信号经EEMD 分解后所得到的IMF 为
3 试验结果与分析
焊接过程中焊接电流波形变化情况对熔滴过渡过程、焊接稳定性和焊接质量影响较大.从焊接电流信号中挖掘并提取能够反映焊接过程稳定性和焊接质量的特征信息,是进行焊接过程监测的基础,也是实现焊接质量在线评估的技术难点.分别从时域和频域两方面对焊接电流信号进行特征分析.
3.1 脉冲波形参数变化对焊接电流波形的影响
试验1 实时采集的部分焊接电流信号滤波前和滤波后的对比情况如图1 所示.图1a 为在试验1 焊接过程中实时采集的焊接电流信号.从图1a 可以看出,信号噪声较大,为了便于进一步分析,首先采用I 型切比雪夫滤波器对原始信号进行滤波,由于MIG 焊工艺的焊接电流信号的脉冲频率通常分布在20~ 200 Hz 这一范围内,因此,将带通频率设为10~ 300 Hz.从图1b 可以看出,焊接峰值电流分布在175~ 190 A 这一范围内,在500 ms 时间内出现了近10 个完整的脉冲波形,即在不改变任何焊接波形参数的条件下,焊接电流脉冲频率约为20 Hz.
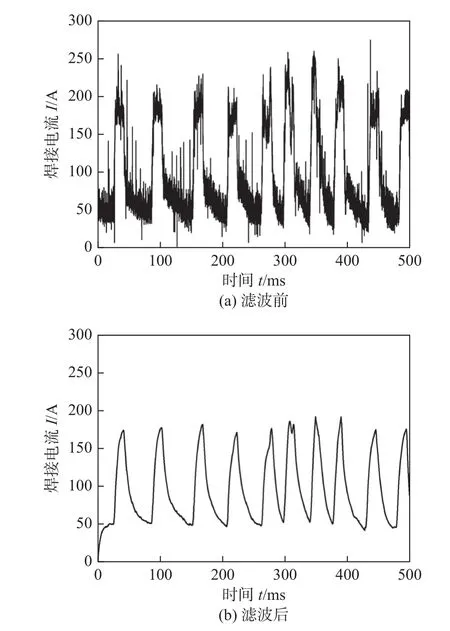
图1 试验1 的焊接电流信号Fig.1 Welding current signal of experiment 1.(a)before filtering;(b) after filtering
将焊接电源脉冲电流峰值系数分别设为5(试验2)和-5(试验3),实时采集的部分焊接电流信号滤波后如图2 所示.将图2 与图1b 对比可以看出,焊接电流信号的幅值、相位、频谱等参数均发生明显变化.一方面,在脉冲电流基值基本不变的情况下,脉冲电流峰值变化明显.当脉冲电流峰值系数为5 时,脉冲电流峰值上升较为明显,在220~ 260 A这一区间内波动;当脉冲电流峰值系数调节为-5 时,脉冲电流峰值大幅下降到150~ 180 A 这一范围内,电流信号波动幅度降低.另一方面,参数改变前后,焊接电流信号的脉冲频率变化明显.当脉冲电流峰值系数为5 时,如图2a 所示,在500 ms的时间段内包含5 个完整的脉冲信号,即信号的脉冲频率为10 Hz.而当脉冲电流峰值系数为-5 时,相同的时间段内产生了约16.5 个脉冲波形信号,即此时脉冲频率增加至约33 Hz.

图2 焊接电流信号Fig.2 Welding current signals.(a) experiment 2;(b)experiment 3
上述试验结果表明,在改变某一脉冲波形参数后,通常会导致实际输出的焊接脉冲电流信号的波形发生多参数的改变,这种预想之外的变化及随之引起的多参数耦合效应,往往会造成短路过渡频率、熔滴尺寸和焊接过程稳定性发生变化,需要采用恰当的方法对参数调整前后的焊接电流信号进行分析和评估,以减少焊接参数优化时的时间成本和经济成本.
3.2 脉冲波形参数变化对焊接过程稳定性的影响
焊接过程所产生的焊接电流信号是典型的非平稳信号.为了进一步获得焊接电流信号频域方面的信息.首先,将图1b 所示的焊接电流信号进行EEMD 分解.随后,将分解所得到的一系列IMF 进行快速傅里叶变换并按照信号频率由高到低进行排序,频率较高的前8 个IMF 分量如图3 所示,各IMF 的频谱图如图4 所示.MIG 焊工艺的焊接电流脉冲频率通常分布在20~ 200 Hz 这一范围内,从图4a~ 图4c 可以看出,IMF 1~ IMF 3 的主频频率均高于200 Hz.此外,从图3a~ 图3c 可以发现,IMF 1~ IMF 3 信号振幅较小,因此在进行焊接电流信号频域特征分析时,可将上述分量视作信号噪声.IMF 4~ IMF 8 在时序上具有脉冲信号的典型特征,表现为周期性信号的重复出现,将图3d~图3h 与图1b 的焊接电流信号进行对比,可以发现IMF 7 和原信号的脉冲频率相近.在此基础上,该分量的每一个脉冲信号的相位和变化趋势与原信号完全相同,两者在时域上具有一一对应的关系,该分量能够很好地表征原始信号的波动情况,即焊接过程的短路过渡和熔滴过渡情况.因此,可认为IMF 7 为与短路过渡过程密切相关的特征IMF分量.

图4 试验1 所采集焊接电流信号的前8 个IMF 分量的频谱Fig.4 Frequency spectra of the first 8 IMF components of the welding current signal collected in experiment 1.(a) IMF 1;(b) IMF 2;(c) IMF 3;(d) IMF 4;(e) IMF 5;(f) IMF 6;(g) IMF 7;(h) IMF 8
采用上述分析方法对试验2~ 试验7 焊接过程中实时采集的焊接电流信号进行EEMD 分解,并对特征IMF 分量进行快速傅里叶变换,特征IMF 所对应的频谱如图5 所示.脉冲波形参数的改变对特征IMF 频谱分布的影响较为显著,即脉冲波形参数的改变对焊接过程短路过渡过程影响较大.试验2~ 试验7 的焊缝表面成形状态如图6 所示,试验2 和试验7 焊缝成形良好,焊缝表面无明显缺陷(图6a,图6f).结合图5a 和图5f 可以看出,两者的特征IMF 频谱分布相似,主频频率分布在一个较窄的范围内,主要集中在9~ 15 Hz,即此时焊接电流波形与焊接速度,送丝速度等其它焊接参数相匹配,焊接过程较为稳定[10].

图5 试验2~ 7 特征IMF 的频谱Fig.5 Frequency spectra of characteristic IMF components in experiment 2-7.(a) experiment 2;(b) experiment 3;(c)experiment 4;(d) experiment 5;(e) experiment 6;(f) experiment 7
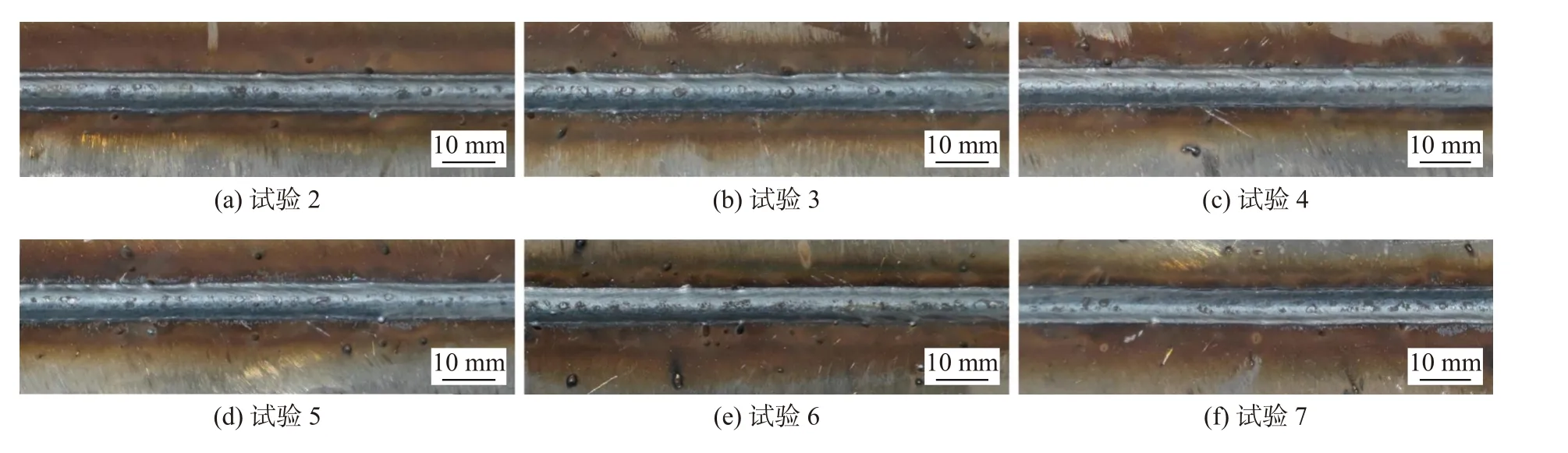
图6 试验 2~ 7 的焊缝形貌Fig.6 Weld appearance of experiment 2-7.(a) experiment 2;(b) experiment 3;(c) experiment 4;(d) experiment 5;(e)experiment 6;(f) experiment 7
试验3 和试验4 的特征IMF 频谱分布如图5b 和图5c 所示,二者主频分布范围较宽,分别集中在29~ 37 Hz 和13~ 22 Hz 这两个频率范围内,高于稳定的焊接过程所对应9~ 15 Hz.一方面,过快的短路过渡频率与焊接速度、送丝速度等其它焊接参数不匹配,不利于建立稳定的电弧,焊接过程趋向于不稳定;另一方面,主频分布范围较宽,说明在整个焊接过程中脉冲周期变化较大,单位时间内,基值电流和峰值电流交替次数不固定,短路过渡过程不是以某一固定频率进行,这也会导致焊丝燃烧不均匀,焊接过程不稳定[11].从图6b 和图6c可以看出,焊缝表面周围存在少许飞溅,焊缝表面成形稍差.
从图6d 和图6e 可以看出,二者焊缝表面成形较差,焊缝周围的焊接飞溅明显增加.如图5d 和图5e 所示,二者的特征IMF 频率分布呈现同一特点,即主频区域存在两个较为明显的主峰,主频区域成M 型分布,这说明焊接过程中短路过渡过程并没有以某一固定频率进行,而是主要以两个频率进行.此外,两个主峰间的波谷表明,短路过渡频率的变化较为剧烈,没有中间频率作为缓冲.这种剧烈的频率切换是导致焊接过程不稳定,焊接飞溅较大的主要原因.稳定的焊接过程中焊接电流信号的特征IMF 频谱无上述特点,可以根据这一区别对焊接稳定性进行评估.
4 结论
(1) 通过EEMD 方法能够从焊接电流信号中提取与短路过渡过程密切相关的特征IMF,特征IMF 频谱的频率分布可作为评估焊接过程稳定性的特征指标.
(2) 对一元化焊接参数进行优化时,焊接电流信号的特征IMF 频率分布范围越窄,焊接过程越稳定,焊接飞溅越小,焊缝表面成形越好.
