豆浆粉溶液的流变性能和润滑性能研究*
2023-05-25丁宗如钱善华马德珂
丁宗如 钱善华,2 王 亮 马德珂 卞 达
(1.江南大学机械工程学院 江苏无锡 214122;2.江苏省食品先进制造装备技术重点实验室 江苏无锡 214122)
豆浆是非常具有中国民族特色的食品,豆浆中不仅含有大豆异黄酮、大豆皂苷和卵磷脂等具有特殊功效的保健因子,还富含容易消化的可溶性蛋白质[1-2];豆浆不含乳糖和胆固醇,适合乳糖不耐症、糖尿病、心脑血管疾病及肥胖症患者等人群饮用[3-4]。因此,以大豆为原材料的植物蛋白饮料也成为目前最具市场潜力的饮料[5]。
为有效减少营养物质的流失,去除不易消化吸收的物质,经过科学加工工序的豆浆粉受到消费者的青睐[6]。目前,关于豆浆粉的研究主要集中在其制备工艺和品质检测等方面[6-8],如喷雾干燥法制备低嘌呤豆浆速溶粉的工艺[7],但涉及到其流变性能和润滑性能的研究并不多。豆浆的口腔加工是一个复杂的动态过程,涉及到流变学和摩擦学领域[9];而豆浆粉溶液(简称为豆浆)的流变性能和润滑性能的深入研究有助于推动豆浆粉行业的发展。
豆浆粉的组成较为复杂,其主要成分为蛋白质、脂肪和糖类,所冲泡的豆浆,在宏观的分散体系中既有大豆蛋白质和不溶糖(如多糖)形成的悬浮液,又有大豆脂肪形成的乳浊液,还有一些可溶性小分子形成的真溶液[10]。冲泡比例(豆浆粉和水的比例)变化所产生的流变性能难以预测,而且不同冲泡比例的豆浆也有着不同的口感。不同人群还会有一些个性化选择,例如部分消费者还在豆浆粉中添加一些蔗糖,而蔗糖不仅会增加豆浆甜度,还会改变其流变性能和影响口感[11]。豆浆粉的冲泡对于豆浆的口感相当重要,但是市售豆浆粉的制造商在这方面给予消费者的冲泡信息却并不多。虽然一些豆浆粉制造商在包装上提供了豆浆粉的冲泡比例,但不同品牌的推荐比例各不相同,缺乏有效的评价方法。同时,消费者意识到不同冲泡比例和蔗糖添加量将带来口感差异,但难以选择合适的冲泡比例和蔗糖量。通常情况下,较低摩擦因数的饮品,将产生较好的顺滑感[12-16]。因而,采用摩擦学手段深入研究不同冲泡比例豆浆在口腔环境中的润滑性能以及蔗糖对其润滑性能的影响,将从顺滑感角度提供其冲泡推荐,这将对豆浆粉制造商和消费者均具有较好的参考价值。同时,由于口感的部分属性与流变性能、润滑性能密切相关,如“口中黏度”与流变特性呈正相关[13],进食过程中质地特征(如乳脂状、光滑度、稠度、顺滑感)同其摩擦学特性高度相关[9,17-19]。因此,对于豆浆粉制造商,豆浆的流变性能和润滑性能的深入研究将有助于新型豆浆粉产品的研发。
本文作者配制不同冲泡比例的豆浆,并添加了不同质量分数的人工唾液和蔗糖,深入研究其流变性能的影响因素;同时,构建口腔软接触的摩擦副,开展了不同冲泡比例豆浆润滑特性的研究,探究了人工唾液和蔗糖对其润滑性能的影响,揭示其润滑性能的影响因素。文中研究结果从顺滑感角度为豆浆粉的冲泡比例推荐和新型豆浆粉产品的研发提供了参考。
1 试验材料与方法
1.1 试验材料
聚二甲基硅氧烷(polydimethylsiloxane,PDMS)是模拟口腔软组织的常用材料[20-22],故文中选用Dow Coraning公司生产的聚二甲基硅氧烷(Sylgard 184)为原料制备口腔仿生软材料,即通过不锈钢的球模具和塑料的盘模具制备了PDMS软球和软盘。PDMS基本组分和固化剂质量配比均为10∶1[20,23-24],制备的PDMS球的直径为9.5 mm,PDMS盘的直径为50 mm,厚度为3 mm,详细制备工艺参考文献[14]。
选择豆浆粉(永和食品股份有限公司生产)和去离子水冲泡豆浆。豆浆粉制造商的冲泡推荐比例为1∶10,文中以此为基准配制了5种不同质量比的豆浆,分别为1∶5、1∶8、1∶10、1∶12、1∶15,以研究冲泡比例对其性能的影响。配制时,先使用水浴锅(群安实验仪器有限公司生产)加热去离子水,温度保持在55 ℃,随后将豆浆粉与去离子水混合。按上述质量比配制5组不同冲泡比例的豆浆(称为纯豆浆),其中豆浆粉质量分数分别为16.67%、11.11%、9.09%、7.69%、6.25%,依次记为Sm-16.67、Sm-11.11、Sm-9.09、Sm-7.69、Sm-6.25。此外,目前市场上常见的瓶装饮料和手打奶茶的含糖量均在10%(质量分数)左右[25],故在配制的纯豆浆中加入质量分数10%的蔗糖(上海泰坦科技股份有限公司生产)来表征蔗糖的影响,加入蔗糖后的豆浆样品称为加糖豆浆,依次记为Sm-S-16.67、Sm-S-11.11、Sm-S-9.09、Sm-S-7.69、Sm-S-6.25。
虽然尚不清晰唾液在流体食品口腔加工过程中的详细作用机制,但研究表明其对于豆浆的流变和润滑性能存在较大的影响。文中按照人工唾液的主要成分(包括淀粉酶、氯化钠、氯化钾、碳酸氢钠(国药集团化学试剂有限公司生产)、胃黏膜素(南京都莱生物技术有限公司生产),配制了人工唾液[15,26]。将人工唾液以1∶1的质量比[15]加入纯豆浆和加糖豆浆中表征了唾液的影响。其中,纯豆浆和人工唾液的5组混合液依次记为Sm-As-16.67、Sm-As-11.11、Sm-As-9.09、Sm-As-7.69、Sm-As-6.25,加糖豆浆和人工唾液的5组混合液依次记为Sm-S-As-16.67、Sm-S-As-11.11、Sm-S-As-9.09、Sm-S-As-7.69、Sm-S-As-6.25。
1.2 微观形貌测试
采用MFP-D白光干涉仪(Rtec,美国)观测PDMS球和PDMS盘的表面形貌,并使用配套软件计算其表面粗糙度。
1.3 流变性能测试
采用HAAKE型旋转流变仪(赛默飞世尔科技(中国)有限公司生产)开展纯豆浆样品和加糖豆浆样品以及纯豆浆和加糖豆浆混合人工唾液样品的流变性能的测试,试验温度为25 ℃,采用C35/2°转子(椎板直径为35 mm,锥度为2°),剪切率区域为0.1~1 000 s-1、流体高度为0.105 mm。
1.4 润滑性能测试
在食物口腔的加工过程中,舌头将食物压在上颚上,由于上颚是静止,故假设口腔中滑动运动已占主导地位[27]。因此,文中采用PDMS球在PDMS盘的滑动模拟口腔软接触,在图1所示的MFT-5000摩擦试验机(Rtec,美国)上开展不同豆浆样品的润滑性能测试。试验前,将PDMS球通过螺纹夹具固定在金属销上,而金属销与传感器相连;将PDMS盘固定在液体槽底部,并与旋转装置相连;将豆浆样品倒入液体槽并浸没PDMS盘的表面。试验时,PDMS球与PDMS盘在载荷作用下接触,其中PDMS球固定,而PDMS盘在不同速度下匀速旋转,使摩擦副产生相对滑动。考虑口腔中人舌的滑移速度在200 mm/s以内[28],文中在滑动速度1~250 mm/s区间内选取了17个数据点,并利用配套软件计算其平均摩擦因数以表征不同样品的润滑性能。试验温度为25 ℃,载荷为3 N,试验时间为60 s,其中载荷3 N的选取参考了口腔摩擦学的相关研究[28-31]。值得强调的是,每组试验均需要更换新的PDMS球和PDMS盘。
2 结果与讨论
2.1 PDMS球和PDMS盘的微观形貌
图2所示为PDMS球和PDMS盘的表面形貌。PDMS球的表面相对粗糙,其表面粗糙度均方根Ra为2.5 μm。而PDMS盘的表面较为光滑,表面粗糙度均方根Ra为18.2 nm。
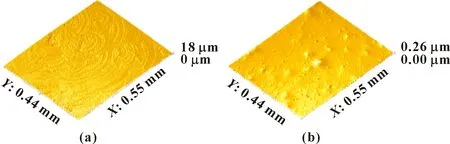
图2 PDMS球(a)和PDMS盘(b)表面形貌Fig.2 Surface morphology of PDMS ball (a)and discs (b)
2.2 豆浆流变性能及蔗糖和人工唾液对其影响
图3所示为纯豆浆样品和加糖豆浆样品的黏度与剪切速率的变化关系。可见10组样品均呈现出较为明显的非牛顿性,属于假塑性流体或称剪切化稀流体,豆浆粉质量分数对其黏度有较大影响。对于纯豆浆样品,当剪切速率为0.1~35 s-1时,样品Sm-11.11的黏度最大;而在剪切速率超过35 s-1时,样品Sm-16.67的黏度最大;当剪切速率超过100 s-1时,样品Sm-16.67和Sm-11.11的黏度均呈线性下降的趋势,而样品Sm-9.09、Sm-7.69、Sm-6.25的黏度逐渐到达第二牛顿区域,即此时黏度不随剪切速率变化;在剪切速率超过100 s-1后,随纯豆浆中豆浆粉质量分数的增加,豆浆黏度也逐渐升高。而对于加糖豆浆样品,样品Sm-S-16.67的黏度最高,随后依次降低,Sm-S-6.25的黏度最低;随着剪切速率的增加,5组样品逐渐到达第二牛顿区;随样品中豆浆粉质量分数的增加,对应的黏度也逐渐升高。
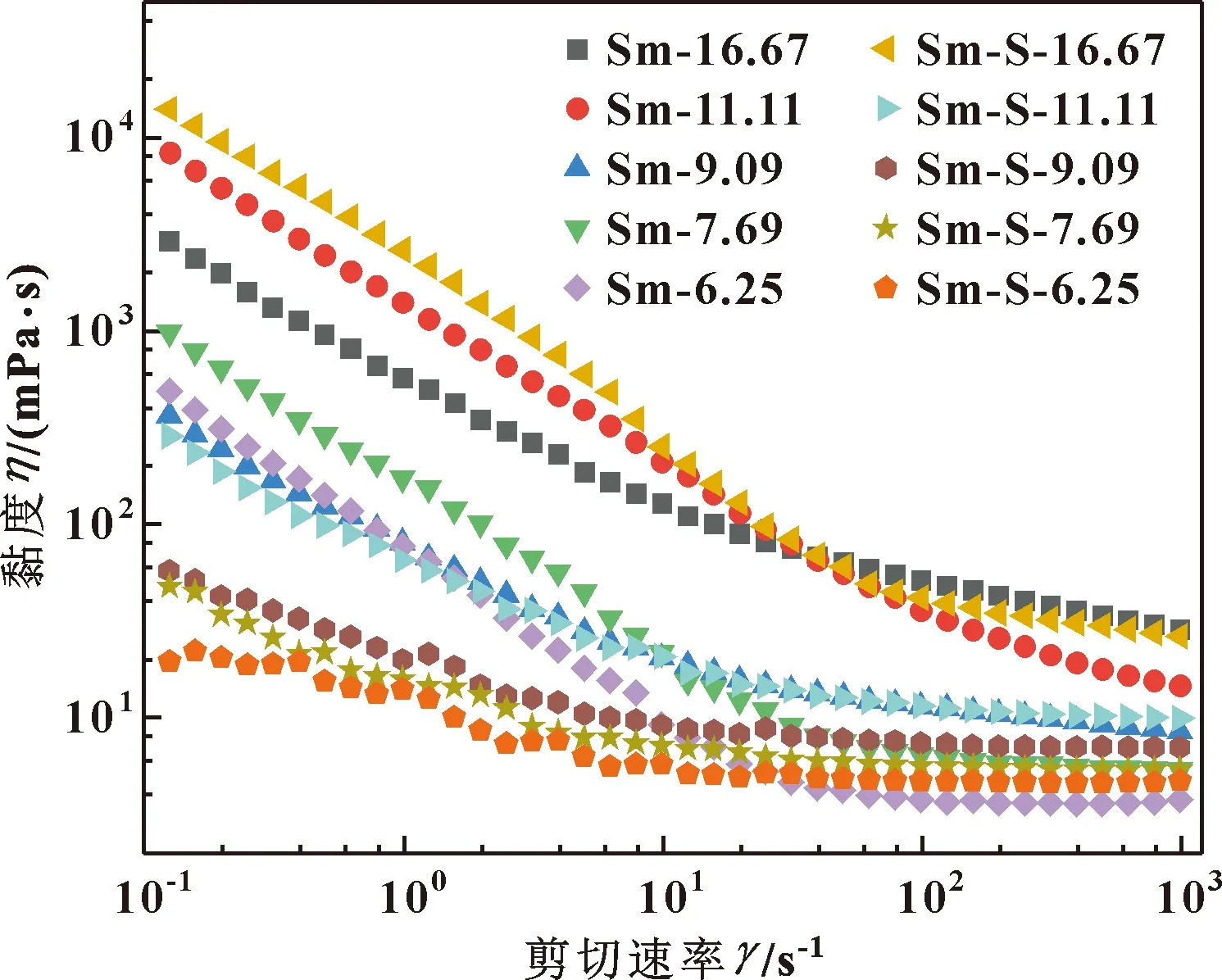
图3 纯豆浆和加糖豆浆样品黏度与剪切速率的变化关系Fig.3 Variation in viscosity with shear rate for pure and sweetened soybean milk samples
通过对添加蔗糖前后的样品黏度与剪切速率变化关系的对比,发现在剪切速率低于50 s-1时样品Sm-S-16.67的黏度最大,样品Sm-S-11.11、Sm-S-9.09、Sm-S-7.69的黏度比样品Sm-11.11、Sm-9.09、Sm-7.69低;当剪切速率超过50 s-1之后,与纯豆浆样品相比,大部分加糖豆浆样品的黏度偏低,即添加蔗糖后对应样品的黏度有所降低。
不同冲泡比例的纯豆浆样品和加糖豆浆样品有着不同的低剪切黏度和剪切稀化指数,而黏稠感可能与材料的剪切变稀行为有关[28]。通常情况下,采用指数关系式(幂律方程)近似描述假塑性流体的非线性关系,即,
τ=Kγn
(1)
式中:τ为切应力,Pa;γ为剪切速率,s-1;K为稠度系数,Pa·sn;n为幂律指数。
在剪切速率为0.1~10 s-1时,纯豆浆样品和加糖豆浆样品都处于剪切稀化区域。因此,利用其剪应力随剪切速率变化的数据,通过非线性回归拟合,得到纯豆浆和加糖豆浆样品的稠度系数K和幂律指数n的值(见表1),并绘制纯豆浆样品和加糖豆浆样品在剪切速率为0.1~10 s-1时其剪应力随剪切速率变化曲线(对数坐标,见图4),图中实线均为拟合曲线。

表1 纯豆浆和加糖豆浆的流变参数Table 1 Rheological parameters of pure and sweetened soybean milk samples

图4 纯豆浆和加糖豆浆样品剪应力与剪切速率的变化关系Fig.4 Variation in shear stress with shear rate for pure and sweetened soybean milk samples
图5所示为纯豆浆样品和加糖豆浆样品混合人工唾液后黏度与剪切速率的变化关系。可见,在人工唾液的稀释作用下,10组混合样品的非牛顿性均减弱,因此其黏度随着剪切速率的增加都变化较小;在剪切速率为100~1 000 s-1时,样品Sm-As-9.09、Sm-As-7.69、Sm-As-6.25黏度有缓慢增加的趋势,但增幅不大。图5中样品Sm-As-9.09、Sm-As-7.69上升趋势较为明显的原因是100~1 000 s-1的速率间隔远大于10~100 s-1的速率间隔,所以上升趋势较明显,这也是对数坐标所带来的视觉误差,而其他8组样品的黏度随着剪切速率的增加基本不变。因此,如果忽略样品的微小上升趋势,10组样品被近似为牛顿流体。

图5 纯豆浆和加糖豆浆样品混合人工唾液后黏度与剪切速率的变化关系Fig.5 Variation in viscosity with shear rate at pure soybean milk samples and sweetened soybean milk samples mixed with artificial saliva
2.3 豆浆的润滑性能及蔗糖和人工唾液的影响
图6(a)所示为5组不同冲泡比例纯豆浆的平均摩擦因数随滑移速度的变化关系,发现随着滑移速度u增大,平均摩擦因数呈现先基本不变后减小的变化趋势,具有Stribeck曲线的典型特征,其润滑区域主要处于边界和混合润滑区域。同等滑移速度u下,样品Sm-16.67的平均摩擦因数在整个滑移区间都较小,平均摩擦因数介于0.05~0.42之间,其边界润滑和混合润滑的拐点在u为10 mm/s左右。当u<10 mm/s时,软摩擦副处于边界润滑状态,摩擦副表面直接接触,平均摩擦因数较高;当10 mm/s 图6 纯豆浆(a)和加糖豆浆(b)平均摩擦因数和滑移速度的变化关系Fig.6 Variation in average friction coefficient with slip velocity for pure soybean milk samples(a) and sweetened soybean milk samples(b) 图6(b)所示为加糖豆浆的平均摩擦因数随滑移速度的变化关系,发现添加蔗糖后样品平均摩擦因数随滑移速度的变化趋势未发生改变,即在整个滑移区间内样品Sm-S-16.67的平均摩擦因数较小,样品Sm-S-6.25的平均摩擦因数较大,润滑区域主要处于边界和混合润滑区域,且在边界润滑区域样品Sm-S-16.67、Sm-S-11.11、Sm-S-9.09的平均摩擦因数与豆浆粉质量分数存在较好的相关性,即豆浆粉质量分数越高的样品,对应的摩擦因数越低。 图7所示为纯豆浆和加糖豆浆按1∶1混合人工唾液后的平均摩擦因数随滑移速度的变化关系,发现纯豆浆和加糖豆浆样品在PDMS摩擦副之间的润滑区域仍然处于边界和混合润滑区域。在混合人工唾液后,纯豆浆样品的平均摩擦因数随滑移速度的变化趋势与纯豆浆以及加糖豆浆样品相似;在边界润滑区域,相比于纯豆浆样品,加糖豆浆混合人工唾液的样品表现出更为复杂的润滑性能。总体而言,由于豆浆粉质量分数变化,混合人工唾液的样品所带来的边界摩擦因数差异减小,添加蔗糖会加剧这一变化,即在所有样品中加糖豆浆混合人工唾液的样品在边界润滑区域的平均摩擦因数差异最小。 图7 纯豆浆(a)和加糖豆浆(b)混合人工唾液后平均摩擦因数和滑移速度的变化关系Fig.7 Variation in average coefficient of friction with slip velocity for pure soybean milk samples(a)and sweetened soybean milk samples(b)mixed with artificial saliva 图8(a)所示为纯豆浆和加糖豆浆样品平均摩擦因数随滑移速度变化曲线的对比关系,添加蔗糖后样品的平均摩擦因数在整个滑移速度区间内普遍降低,并且其边界润滑和混合润滑的拐点有左移的趋势。在混合润滑区域,相同冲泡比例的纯豆浆和加糖豆浆的平均摩擦因数存在逐渐接近的趋势,表明豆浆样品剪切产生的摩擦阻力逐渐占据主导地位。图8(b)所示为纯豆浆混合人工唾液样品和加糖豆浆混合人工唾液样品的平均摩擦因数随滑移速度变化曲线的对比关系,其整体趋势与未混合人工唾液的样品较为相似。当滑移速度u大于100 mm/s时,样品Sm-As-16.67平均摩擦因数小于Sm-S-As-16.67,样品Sm-As-11.11的平均摩擦因数小于Sm-S-As-11.11,但差距较小,此时摩擦阻力可能更多缘于样品的流体剪切。在整个滑移速度区间内,无论是在纯豆浆还是纯豆浆混合人工唾液情况下,添加蔗糖总体上会降低豆浆样品的平均摩擦因数,这可能是由于蔗糖分子中大量的羟基和豆浆中的蛋白质结合[34]的影响。 图8 纯豆浆和加糖豆浆样品(a)及纯豆浆和加糖豆浆混合人工唾液样品(b)平均摩擦因数随滑移速度变化曲线的对比Fig.8 Comparison of the average friction coefficient curves of pure soybean milk and sweetened soybean milk samples(a), pure soybean milk and sweetened soybean milk samples mixed with artificial saliva(b)as the sliding speed changes 豆浆粉冲泡的豆浆,是一种典型的流体食品,其组分复杂,主要成分有蛋白质、脂肪和糖类,表现出强烈的剪切稀化非牛顿行为,其流变性能和润滑性能受到多方面影响,不同冲泡比例会带来流变性能和润滑性能的复杂变化,蔗糖和人工唾液对其流变性能和润滑性能的影响也存在多种机制。纯豆浆样品中既有大豆蛋白质形成的悬浮液,又有大豆脂肪形成的乳浊液,还有一些可溶性小分子形成的真溶液,其蛋白质和脂肪以及小分子溶质含量的变化可能有不同的黏度改变机制,进而引起低剪切速率时黏度存在复杂变化。通常情况下,蔗糖会降低豆浆的黏度,但图3的试验结果并不完全符合该趋势。这是因为蔗糖对其黏度的影响可能存在2种机制。首先,在大豆蛋白质形成的悬浮液中溶于水的蔗糖降低了聚合物的吸水能力从而导致黏度减小[35];其次,水溶性大豆多糖黏度随蔗糖添加量的增加而上升[36]。人工唾液一般会降低样品的黏度,混合人工唾液的样品更接近牛顿流体,主要取决于人工唾液的稀释作用。同时,唾液配方中还存在碳酸氢钠,碳酸氢根发生水解会使流体呈微碱性,而钠离子和pH都会影响大豆分离蛋白的黏度[37],这也会影响样品的黏度。 尽管流变学方法在揭示食品材料的机械性质及其抗变形能力方面非常有效,但质地特征与流变性能和表面特性的组合更相关[9],且在豆浆粉溶液中流变性能和润滑性能有一定关联性,仅从流变学考虑是不充分的,在口腔环境中豆浆润滑性能也需要考虑。对于软接触的摩擦,脂肪会影响其表面性能,脂肪乳液的液滴在剪切下聚结并释放出薄的油膜[32],能够改善润滑性能。豆浆和人工唾液中的蛋白质对其润滑性能有一定的影响,较高的蛋白质浓度可能会导致较大的蛋白质沉积,从而形成较厚的黏附层,在PDMS疏水表面形成涂层,导致边界区域的摩擦因数降低[27]。与其他样品相比,加糖豆浆1∶1混合人工唾液后边界区域的平均摩擦因数随滑移速度的变化更为复杂,这可能存在多方面的影响。首先,对于软接触摩擦副,即便是很低的滑动速度都对应着较高的剪切速率[38]。其次,从图6和图7发现添加蔗糖会降低豆浆粉质量分数变化带来的边界润滑性能差异,这在豆浆粉质量分数低时表现更加显著。再次,对于混合人工唾液的加糖豆浆,人工唾液的稀释作用更显著,即加糖豆浆混合人工唾液样品中人工唾液组分含量比纯豆浆混合人工唾液样品大,而在人工唾液的稀释作用下,豆浆粉组分带来的边界润滑性能差异会被进一步削弱,这些因素的共同作用致使加糖豆浆混合人工唾液的样品呈现了更为复杂的边界润滑性能。在混合润滑区域内,摩擦阻力由样品的流体剪切和PDMS摩擦副表面的变形与剪切共同产生。随着滑移速度的增加,所有豆浆样品的平均摩擦因数逐渐减小,而摩擦阻力更多由豆浆的剪切产生。在整个滑移速度区间内,添加蔗糖总体上降低了样品的平均摩擦因数,这可能是由于蔗糖分子中大量的羟基和豆浆中的蛋白质结合[34]的影响。 此外,更低的摩擦因数,通常意味着更好的顺滑感[14-18]。因此,豆浆中添加蔗糖一般会带来更好的顺滑感,从顺滑感角度出发冲泡比例1∶5是优先推荐的比例。同时,不同制造商的豆浆粉之间可能存在差异[6],对于不同的豆浆粉成品,所推荐的冲泡比例可能并不完全适用,但具有一定参考价值。然而,对于豆浆粉制造商来说,利用摩擦学手段从顺滑感角度建立推荐冲泡比例和是否加糖的方法具有较好的技术指导作用。 (1)豆浆样品黏度与豆浆粉质量分数呈正相关关系,即豆浆粉质量分数较大的溶液具有较高的黏度,而蔗糖(质量分数10%)和人工唾液(质量比1∶1)的添加导致豆浆黏度的降低。 (2)豆浆润滑状态主要表现为边界润滑和混合润滑。在边界润滑区域,纯豆浆和加糖豆浆样品的平均摩擦因数与豆浆粉质量分数存在负相关性;在混合润滑区域,随着滑移速度的增加,平均摩擦因数逐渐减小,豆浆剪切产生的摩擦阻力逐渐占据主导地位;无论在豆浆样品还是混合人工唾液的样品中,蔗糖均能改善其润滑性能。 (3)在纯豆浆和加糖豆浆、或者纯豆浆混合人工唾液样品中,与其他冲泡比例相比,豆浆粉与水比例为1∶5的样品的平均摩擦因数更低;从顺滑感角度出发,冲泡比例1∶5是优先推荐的冲泡比例,其研究结果有助于新型豆浆粉的研发。


2.4 讨论
3 结论
