基于Aspen Plus的废锅流程粉煤气化炉稳态流程模拟
2023-05-22朱莎弘杨欣华张双铭张建胜杨海瑞
朱莎弘,杨欣华,张双铭,张 扬,张 缦,张建胜,杨海瑞
(清华大学 热科学与动力工程教育部重点实验室,北京 100084)
随着世界范围内节能减排压力的日趋增强,推进煤炭清洁高效开发利用已成为煤炭行业发展转型的必经之路。煤炭清洁高效利用技术创新是我国部署的重点任务,气化技术作为实现煤炭清洁高效转化的核心技术,同时也是发展煤基化学品合成、液体燃料合成、煤制天然气、IGCC发电系统、煤制氢等工业的基础。因此,推进煤气化技术是我国乃至世界能源转型发展的重要策略[1-5]。
煤气化工艺技术一般可分为三大类:移动床、气流床和固定床。其中,气流床气化炉由于其气化温度高、煤种适应性强等优势成为大型煤气化的首选技术。气流床气化炉根据进料方式可分为水煤浆气化炉和干粉煤气化炉2类。与水煤浆加压气化相比,粉煤加压气化具有氧耗低、煤耗低、碳转换率高等优点。
粉煤气流床气化温度较高,因此产生的粗合成气具有很高的显热。为了降低粗合成气温度利于后续工艺处理,通常采用废锅冷却流程和直接水激冷流程。直接水激冷流在气化炉激冷室中向合成气、飞灰和未反应的煤中通入冷却水激冷,设备简单,工业中得到广泛应用。废锅内布置有冷却水管道,粗合成气在废锅内与冷却水换热,产生蒸汽,从而降低粗合成气温度。与直接激冷流程相比,废锅流程设备较多,一次性投资较高,但能回收利用热粗合成气中余热产生蒸汽,从长远角度看更为经济环保[6-9]。
另外,废锅流程会进一步影响气化产物。然而,目前针对包含废锅流程的粉煤气化炉流程模型研究较少,大部分研究集中于包含废锅流程的水煤浆气化炉流程模型。Aspen Plus 作为生产装置设计、稳态模拟和优化的大型通用流程模拟系统,具有建模过程简单、普适性强、计算时间短等优点,在煤气化领域得到广泛应用[10-13]。张利军[14]基于Aspen Plus热力学平衡模型对于水煤浆废锅流程进行模拟,将废锅内的换热产生蒸汽的流程进行完善,但模型假设碳在气化炉中完全反应,忽略碳不完全反应情况。袁苹等[15]利用Aspen Plus模拟了水煤浆水冷壁废锅气化过程,分析了气化压力和水煤浆浓度对气化温度的影响。而不同的进料方式对气化产物有显著影响,基于包含废锅流程的水煤浆气化炉研究结论无法推广于包含废锅流程的粉煤气化炉。为了指导包含废锅流程的粉煤气化炉安全运行,有必要建立其对应的流程模型。因此,笔者基于Aspen Plus建立了包含废锅流程的粉煤气流床气化炉流程模型,在模型中将碳转换率考虑在内,利用现场试验数据校核了模型的准确性。基于建立的流程模型,分析运行参数(如蒸汽煤比、氧煤比、碳转换率)对于气化温度及粗合成气中组分的影响,进而指导其优化运行。
1 废锅流程煤气化单元
煤气化单元的工艺流程如图1所示。煤粉、氧气、水蒸气由气化烧嘴喷入气化炉内,在气化炉内发生高温燃烧气化反应,反应压力为4 MPa,生成以H2和CO为主的合成气及液态熔渣。在气化炉内发生的主要反应[16]有燃烧反应:

(1)
(2)
(3)
(4)
(5)
水煤气反应:
(6)
变换反应:
(7)
还原反应:
(8)
甲烷化反应:
(9)
发生气化反应的反应室依据以渣抗渣的理念,采用膜式水冷壁保护炉壳,气化反应后的液态灰渣在气流作用下到达水冷壁表面,部分灰渣形成固态渣保护层,其余液态渣沿着渣保护层向下流动,由渣口进入辐射废锅。热的合成气与水冷壁不直接接触,可有效延长水冷壁的使用寿命。
气化炉产生的热粗合成气和液态渣并流下行,由渣口离开气化室,进入辐射废锅。热粗合成气与辐射废锅内的水冷壁进行换热,产生高压蒸汽,热的合成气和液态渣被进一步冷却。气化炉气化室为膜式水冷壁结构,并设置上下集箱,气化室下部渣口连接辐射废锅,辐射废锅为带列式管屏的膜式水冷壁结构,以保证充分的空间换热面积。降温后的粗煤气进一步激冷后,进入下游洗涤系统;气化炉洗涤冷却室的含水蒸气的合成气进入净化单元;经辐射废锅冷却后熔渣排入气化炉下部激冷水浴中,液态渣固化为玻璃状颗粒渣,并通过渣锁斗和刮板捞渣机排出。

图1 废锅流程粉煤气化工艺Fig.1 Flow sheet of coal gasifier with radiant syngas cooler
2 稳态流程模拟
2.1 物性方法选择
结合煤气化单元流程和Aspen Plus模拟的限制性,对气化反应进行简化,假设:① 煤中的灰分为惰性组分,不参与气化反应;② 气化反应已达到稳态,且将气化炉视为零维,气化炉内不存在压降。
利用Aspen Plus 对煤化工流程进行计算时,将煤定义为非常规组分((Nonconventional)。煤的焓值计算采用HCOALGEN模型,密度计算采用DCOALIG模型。由于煤气化一般在高温高压下进行,同时气体组分多为轻气体,因此采用PR-BM 方程计算相关物质的热力学性质。
2.2 废锅流程气化模拟
在Aspen Plus模拟过程中,无法直接模拟煤这种非常规组分[17-18],通常将煤气化反应理想化,分为煤裂解和气化2个过程。煤的裂解反应采用RYield反应器(DECOMP),将煤裂解为可进行后续模拟反应的单质C、H2、O2、S、N2、灰渣。各产物产率由输入的煤元素分析和工业分析计算得到,利用Fortran语言将输入煤参数的信息流与Ryield反应器的产率进行动态链接。
裂解反应产生的热量(Q-DECOMP)通过能量流输入到后续的气化反应过程中,保持能量平衡,能量流在图2中由虚线表示。气化炉内的气化反应由RGibbs反应器(GASFI1)进行模拟,气化压力为4 MPa。在给定输入物流信息和输出产物组分的同时,基于Gibbs自由能最小化原理计算产物组成及温度。计算原理[19-20]为
(10)
式中,G为Gibbs自由能,kJ/kg;S为单独存在的相数目;n为组分物质的量,mol;C为组分数;P为系统中的相数目:上标0为标准状态。
该模型属于非线性数学规划问题,其约束条件为质量衡算约束方程、热量平衡约束方程和组分非负约束条件[21-23]:
(11)

(12)
ni≥0
(13)
式中,bk为元素的物质的量,mol;mjk为组分的原子矩阵;Qloss为热量损失;H为焓值,kJ/kg;V为体积,m3;T为温度,℃;feed为给入物质;prod为产物。
根据工程经验,气化炉内的Qloss设定为1.8%(占比),由Fortran语言输入计算得到。由于RGibbs反应器适用于反应平衡较好的情况,而在实际产物中有碳未完全反应情况。因此在进入气化炉反应器(GASFI1)前,在煤的热解出口设置一个分离器(CSEP1),将一部分碳(CCONV)单独分离出来不参与反应。分离器(CSEP1)的分离效率表征碳转换率,可根据工程经验输入。
气化反应后的液态灰渣在气流作用下到达气化炉水冷壁表面,部分灰渣(ASH2MIX)由分离器(ASHSEP)分离,形成固态渣保护层,其余液态渣与气体一同进入辐射废锅。气化炉内固态渣与水冷壁的传热中的降温过程用换热器(H-2)实现,热量传递到换热器(COOL)可进一步参与水冷壁(WW)换热。热粗合成气(TOGASF2)在进入辐射废锅(GASFI2)后由于温度较高,进一步发生气化反应,由REquil反应器实现该过程。REquil反应器根据化学反应方程式进行反应,按照化学平衡关系达到化学平衡,并同时达到相平衡。设定的主要发生的反应为变换反应式(7)。
反应过后高温粗合成气(GASOUT)与熔渣(ASH)在混合器(CMIX)中与未反应的碳(CCONV)混合,接收灰渣冷却(COOL)放出热量后,与辐射废锅内水冷壁(B1301)换热降温。换热过程用HeaterX模块(R1301)实现,加热下降管(DOWN0)内的给水,在上升管(UP0)内产生的汽水混合物送入汽包(QB)。汽包中产生高压蒸汽(STEAM0)送入蒸汽网管,汽包水位由补充水(FW0)流量控制。用分离器模块(CSEP2)分离粗合成气与灰渣。依据工程经验,规定灰渣中碳的质量分数为0.8%。在设计模块中通过控制分离器模块(CSEP2)的分离效率使其满足这一条件。辐射废锅内灰渣(CLOSS)与气化炉水冷壁上冷却后灰渣(MIX2)在混合器(ASH-CARB)中混合后由激冷水浴(SLAG_M)冷却。控制冷却水(SLAG-H2O)流量使得激冷水浴后灰渣的温度约为60 ℃。模型中所有的单元操作模型及用途见表1。

图2 气化炉模拟计算流程Fig.2 Flowsheet of gasifier simulation

表1 模型中ASPEN PLUS单元操作模型及用途Table 1 Representative unit operations models used in simulation
2.3 模型计算及验证
为了验证模型准确性,基于某投煤144 t/h 废锅流程粉煤气化炉的输入物流参数得到模拟值,将模型与现场试验数据进行对比。试验用煤的工业分析与元素分析见表2。在模型中,入炉煤的粒径分布输入参数为:30 μm(50%)、60 μm(20%)、90 μm(30%),气化炉物流输入参数见表3。
采用现场实验数据对模拟值进行校核(表4),对比发现,误差在工程允许范围内,证实模型有较好的精确度。

表2 煤的工业分析和元素分析Table 2 Ultimate and proximate analysis of the coal sample %
表3 气化炉物流输入参数Table 3 Stream input of the gasifier

表4 模拟值与现场数据比较Table 4 Comparison between on-site data and simulation results
3 影响因素分析
利用建立的模型,笔者分析了氧煤比、蒸汽煤比和碳转化率对于粗合成气的成分影响,并为运行参数提供指导。其中,氧煤比为给入氧气和煤的质量流量之比,蒸汽煤比为给入蒸汽和煤的质量流量之比。
3.1 氧煤比
在实际工业运行中,在确定煤种的条件下,一般给煤量波动范围较小。为分析氧煤比对于合成气组分的影响,在保持其他操作参数不变的情况下,较大幅度的改变氧气流量,使氧煤比由0.2增至2.0。图3为氧煤比对气化温度的影响。氧煤比低于0.5时,气化温度随着氧煤比的增加缓慢升高;氧煤比在0.5~0.9时,气化温度随着氧煤比的增加剧烈升高;氧煤比高于1.0时,气化温度几乎不随氧煤比的增加而变化。
图4为氧煤比对合成气组分的影响。CO体积分数随着氧煤比的增加先升高后降低,在氧煤比为0.5时达到峰值;H2体积分数也随着氧煤比的升高先增加后降低,在氧煤比为0.2时达到峰值,当氧煤比高于1.0时降低趋势明显变缓。由于CO体积分数变化幅度显著高于比H2,因此有效气体(CO+H2)体积分数随着氧煤比增加先增加后降低,在氧煤比为0.5时达到峰值。CO2和H2O体积分数随着氧煤比的增加先降低后升高,在氧煤比为0.5处达到最低值。其主要原因在于,当氧煤低于0.5时,碳的不完全燃烧反应(式(1))占主导地位,生成大量CO;当氧煤比高于0.5时,反应生成的CO和H2燃烧放热,因此CO体积分数减少,气化温度大幅升高,CO2体积分数升高。当氧煤比在0.5左右时,粗合成气中CO和H2的总体积分数最高,但此时的气化温度低于1 000 ℃,低于大部分煤的灰熔融性,不利于气化炉内的排渣。因此,综合考虑排渣和合成气产率,在运行时氧煤比最优值为0.6左右。

图3 氧煤比对气化温度的影响Fig.3 Effect of oxygen-coal ratio on gasification temperature
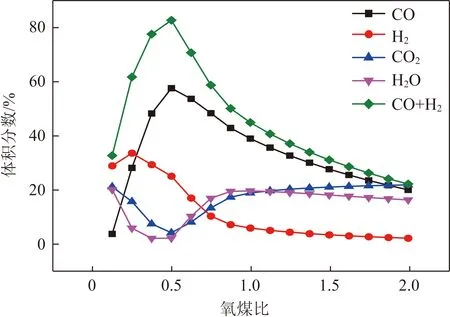
图4 氧煤比对粗合成气成分的影响Fig.4 Effect of oxygen-coal ratio on syngas compositions
3.2 蒸汽煤比

图5 蒸汽煤比对气化温度的影响Fig.5 Effect of steam-coal ratio on gasification temperature
在保持其他操作参数不变的情况下,通过控制蒸汽流量来改变蒸汽煤比。图5为蒸汽煤比对气化温度的影响。当蒸汽煤比增加时,气化温度几乎线性降低。图6为蒸汽煤比对合成气组分的影响。当蒸汽煤比增加时,H2、CO2以及H2O体积分数均增加,CO和合成气中有效气体的体积分数降低。

图6 蒸汽煤比对粗合成气成分的影响Fig.6 Effect of steam-coal ratio onsyngas compositions
蒸汽煤比的增加体现在蒸汽流量的增加。由勒夏特列原理可知,当平衡被破坏时,反应会向减缓该变化的方向移动。水煤气反应(式(6))和变换反应(式(7))的反应物均包含H2O,当蒸汽流量增加时,反应均向正反应方向移动;甲烷燃烧反应(式(5))与氢气燃烧反应(式(6))生成物中包含H2O,当蒸汽流量增加时,反应均向逆反应方向移动。水煤气反应和变换反应为吸热反应,而甲烷燃烧反应与氢气燃烧反应为放热反应,随2个吸热反应向正平衡方向,放热反应向逆平衡移动,气化温度也随之降低。
而水煤气反应和变换反应是产生H2的主要反应,氢气燃烧反应(式(4))是H2主要消耗反应,因此,蒸汽煤比的增加有利于H2体积分数增加。水煤气反应生成CO,而变换反应消耗CO,但炉内温度的降低进一步抑制了还原反应(式(8)),因此CO体积分数随着蒸汽煤比的增加而降低。由于CO体积分数的降幅大于H2的增幅,因此有效气体(CO+H2)体积分数随着蒸汽煤比的增加而减少。
3.3 碳转化率
由于该模型考虑了碳在气化炉内不转换完全的情况,在其他操作条件不变的情况下,通过改变参与反应的碳比例,分析碳转化率对于气化过程的影响。图7为碳转换率对气化温度的影响。气化反应温度随着碳转化率的增加而降低。图8为碳转换率对粗合成气成分的影响。在粗合成气中,CO、H2体积分数均随着碳转换率的增加而增加,有效气体体积分数也相应增加。CO2和H2O体积分数随着碳转化率的增加而降低。
碳转换率的提高促进了碳的氧化反应(式(1))和水煤气反应(式(6)),使得CO和H2体积分数升高,同时也抑制了燃烧反应(式(2)~(5)),CO2和H2O 体积分数减少,因此降低了气化反应温度。碳转化率的升高在所建立的模型中意味着进入平衡反应器的煤量增加,可视为蒸汽煤比的降低和氧煤比降低的双重作用,可由3.1和3.2节分析结果解释2种影响叠加效果。一方面,在蒸汽流量不变的情况下,碳转换率的升高等效于蒸汽煤比的降低。计算可得,在图7模拟工况条件下,碳转化率由90%增到99.9%可等效于蒸汽煤比从0.324降低到0.303。由图5可知,气化温度随着蒸汽煤比的降低而升高,粗合成气中有效气体体积分数随着蒸汽煤比降低而升高,其中作为主导成分的CO体积分数随着氧煤比的降低而升高,H2、H2O、CO2体积分数随着氧煤比的降低而降低。另一方面,在氧气流量不变的情况下,碳转化率的升高相当于氧煤比的降低。计算可得,在图7模拟工况条件下,碳转化率由90%增到99.9%可等效为氧煤比从0.846降到0.792,远高于临界值0.5。因此,在此范围内,气化反应温度随着氧煤比的降低而升高,H2、CO和粗合成气中有效气体体积分数随着氧煤比的降低而升高,CO2体积分数随着氧煤比的降低而降低。
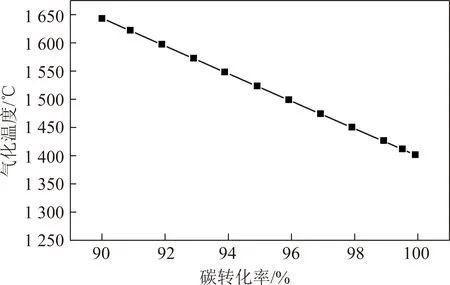
图7 碳转化率对于气化温度的影响Fig.7 Effect of carbon conversion on gasification temperature
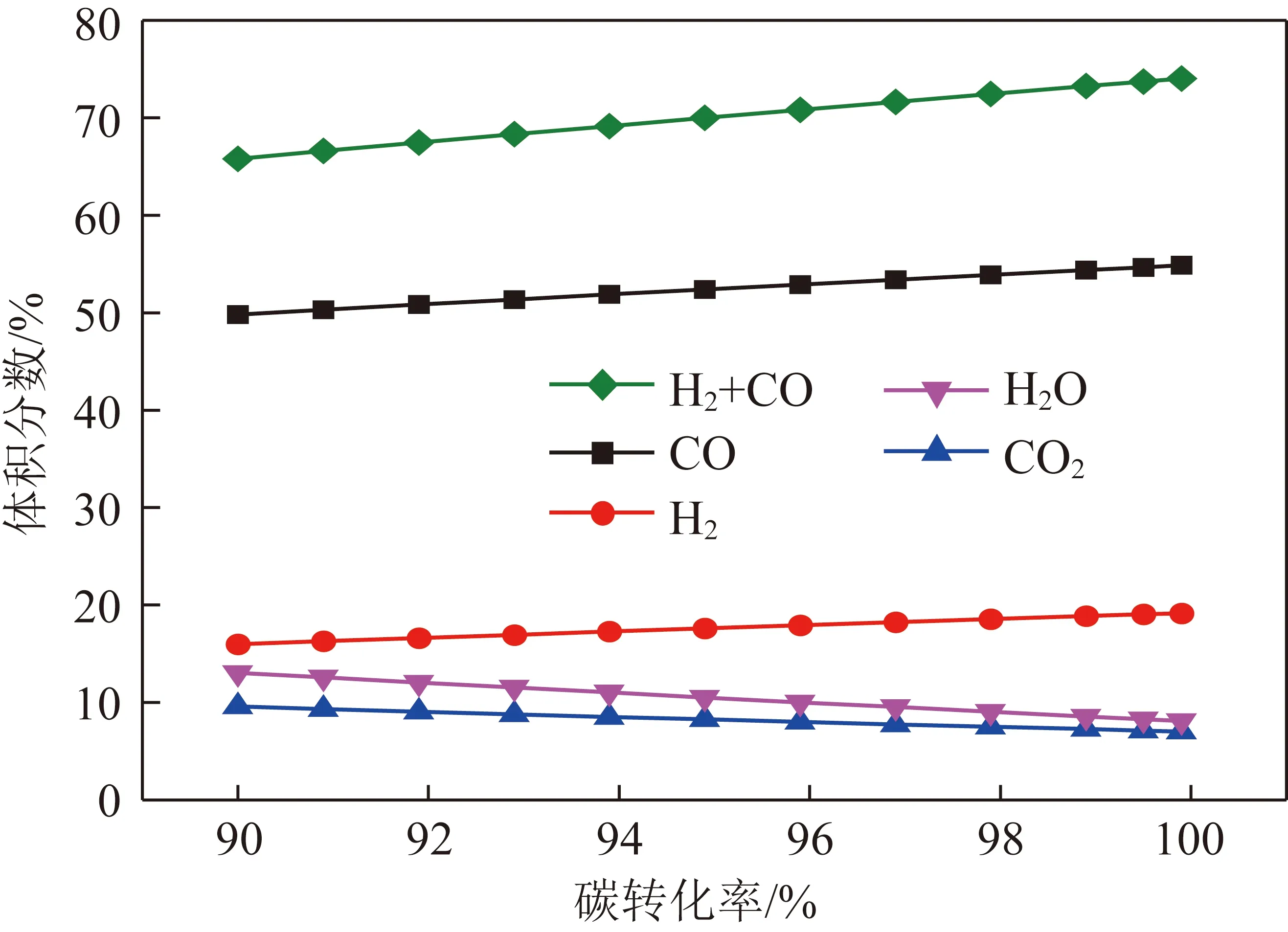
图8 碳转化率对于粗合成气成分的影响Fig.8 Effect of carbon conversion onsyngas compositions
在图8模拟工况范围内,等效的氧煤比降低和蒸汽煤降低比对于CO体积分数的影响相同,因此CO体积分数随着碳转化率的升高而升高。而在图8模拟工况范围内,等效的氧煤比降低和蒸汽煤降低比对于H2体积分数的影响相反,但氧煤比的变化对H2体积分数的影响更为剧烈,因此,H2、粗合成气有效成分体积分数均随着碳转化率的增加而增加。碳转换率是影响气化产物的重要因素,因此必须将其考虑在流程模型中。
4 结 论
(1)基于Aspen Plus建立了包含废锅流程的粉煤气化炉流程模型,并验证了其准确性。
(2)氧煤比从0.2增到2.0的工况范围内,气化温度随着氧煤比的增加而升高,最终稳定在2 500 ℃。氧煤比低于0.5时,气化温度随着氧煤比的增加缓慢增长;氧煤比在0.5~0.9时,气化温度随着氧煤比的增加剧烈增长;氧煤比高于1.0时,气化温度几乎不随氧煤比的增加而变化。气化炉出口粗合成气有效成分随着氧煤比的增加先升高后降低,在氧煤比为0.5左右时达到峰值。但氧煤比为0.5时气化温度过低,低于绝大数煤灰熔融性,不利于后续排渣。综合考虑排渣和合成气产率,最佳氧煤比为0.6左右。
(3)蒸汽煤比在0.083~0.500时,随着蒸汽煤比的增加,气化温度从1 564.6 ℃降到1 304.9 ℃,气化炉出口粗合成气的有效成分体积分数从85.8%减少到65.4%。
(4)碳转化率在90.0%~99.9%时,随着碳转化率的增加,气化温度从1 643.6 ℃降到1 401.8 ℃。气化炉出口粗合成气有效气体体积分数从65.8%增到74.0%。
