型钢短应力万能轧机立辊弹跳精度探究
2023-04-16韩海生王建东于雷雷辛本龙
韩海生 王建东 于雷雷 辛本龙 翟 兵
1.前言
型钢短应力万能轧机由4根丝杆连接两侧上下4件轴承座安装上下水平辊,立辊装置分别安装于机架两侧,轧辊轴向竖直方向安装(如图1)。单架轧机2支水平辊、2支立辊,4支轧辊共同形成“H”孔型。因水平轧制力直接作用于轧机丝杆结构较为简单,本文不做探究。
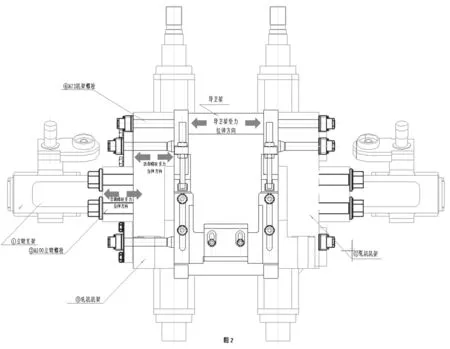
图1 轧机立辊结构示意图
万能轧机立辊装置分别为传动侧和工作侧两部分独立部件,且两侧立辊分别固定于轧机机架两侧,共同与轧机机架装配的水平辊形成“H”孔型。因此,在提升立辊装置自身精度同时,需综合考虑在进行轧制作业时,受轧制力作用轧机机架、连接螺杆等部件对立辊弹跳的影响。
本文在探究提升万能轧机立辊精度时以日照钢铁现有小型钢产线轧机为例进行分析。利用现有轧机进行升级改造,在提升轧机精度同时,可大大降低设备资金的投入。
2.轧机立辊弹跳的结构分析
2.1 轧机立辊结构
通过对立辊应力线进行分析可知,立辊轧制力通过立辊辊系依次传递。立辊支架,通过M100立辊螺栓、轧机机架,轧机机架通过抗弯矩形变传递至M72机架螺栓,双侧机架螺栓共同作用于导卫梁形成封闭应力线(见图1)。立辊辊系统受设备结构的限制,造成了弹跳为装配间隙。可通过辊系装配前备件检查,公差准确控制,保证装配间隙。
2.2 螺栓锁紧力分析
此应力线中,多重连接导致轧制力传递效率降低。螺栓连接由机架螺栓和立辊螺栓传递连接,轧机单侧由6套M72机架螺栓连接和4套M100立辊螺栓连接,参考螺栓紧固标准M72螺栓所需紧固最大扭矩为26783Nm,最大预紧力为1265KN,M100螺栓所需最大扭矩为75206Nm,最大预紧力为2558KN。
按螺栓的拆松力矩为锁紧力矩的1.2~1.5倍计算,M72螺栓的紧固扭矩为26783Nm÷1.5=17855Nm,M100螺栓的紧固扭矩为75206Nm÷1.5=50136Nm。
现场实际受作业效率及紧固工具限制,测得现场螺栓的紧固扭矩均在17150±5%之间。因此,机架螺栓的紧固扭矩,基本能够满足所需紧固扭矩需求,而立辊螺栓所需紧固扭矩仅能达到34.2%,远低于螺栓紧固所需的紧固扭矩。
2.3 导卫梁的拉伸形变分析
立辊应力线内,轧机双侧立辊共同作用于轧机机架中间导卫梁上,由轧机上下位置和出入口四个位置的圆钢焊接固定,圆钢直径为φ168mm,受双侧拉力作用及立辊应力线的立辊轧制力。由于当前国内产线型钢短应力轧机的自动化程度相对较低,无法准确测得立辊弹跳值。取日常经验值,立辊轧制力在1960KN左右,单支导卫梁的受力为490KN。故测算导卫梁的拉伸形变:
变形量ΔL=拉力F×圆钢长度L/(钢材弹性模量E×圆钢截面面积S)
结构用钢材Q235、Q345、Q390、Q420及Q460的弹性模量为:E=206000MPa。
ΔL=490×10³N×610mm/[206000MPa×3.14×(610mm/2)²]≈0.005mm
说明导卫梁发生的拉伸形变处于正常条件,对弹跳值几乎无影响。
3.立辊应力线的探究改造
3.1 轧机立辊应力线原因分析、控制措施及改进方向
3.1.1立辊辊系内装配间隙,受结构形式限制,装配机构无法进行改变,因此只能通过装配过程中的尺寸精度检查,保证备件处于正常公差范围内,以有效控制装配后辊系精度。
3.1.2立辊螺栓所需锁紧扭矩不足,现场实际紧固锁紧力仅能达到所需紧固扭矩的34.2%,为立辊应力线中最为薄弱的环节,也是造成立辊弹跳的主要原因。
3.1.3机架螺栓的所需紧固扭矩虽然能够达到紧固需求,但受立辊应力线内拉力而发生拉伸塑性形变。因螺栓长度较短,螺栓使用正常无破断等异常情况,因此可判定,机架螺栓完全能够满足应力线内锁紧力要求。
3.1.4通过测算得知,导卫梁受拉力拉伸形变对轧机弹跳值几乎无影响。
综上,造成立辊应力线内主要原因是螺栓紧固扭矩不均衡、立辊螺栓锁紧扭矩不足。
3.2 轧机结构改进应用
为充分保证改造轧机与原轧机的通用性,有效降低设备改造投资,通过分析并结合现有轧机结构,在保证轧机原始外形尺寸情况下,对轧机机架螺栓和立辊螺栓进行改进。
3.2.1机架螺栓改造。轧机导卫梁做成中空结构,将轧机两侧机架螺栓改为贯穿机架的通杆。单侧安装液压螺母结构,另一侧安装防松双螺母。由螺栓扭矩紧固形式改为液压螺母预应力锁紧形式。
3.2.2立辊螺栓改造。在保证正常装配效率的作业条件下,将立辊螺栓立辊端改为液压螺母,机架端改为T型旋转头,快捷固定于轧机机架内。
3.2.3轧机锁紧的稳定性靠液压螺母来提升,有现场备件的通用性。液压螺母设计为统一型号,并充分利用现有立辊支架。液压螺母有杆径与缸径设计分别为110mm/160mm,锁紧压力设定为47MPa。
F (拉力) = P (设定压力)×S (油缸有效作用面积)
F=47MPa×3.14×[(160mm/2)²-(110mm/2)²]=498082.5N(约498.08KN)
机架连接液压螺母与立辊液压均为4支分布,即轧机可实现498.08KN×4=1992.33 KN的预紧力。预紧力>经验值立辊轧制力1960KN,实现了立辊的应力线的精度控制。
对轧机完成改造后,在轧机立辊应力线内,轧机机架贯穿螺杆,完全将轧机工作侧与传动侧机架形成整体,立辊液压螺母将立辊支架与轧机机架形成稳固整体,并形成预应力,理论上消除了立辊应力线内因连接件受力,出现塑性形变造成的轧机弹跳问题。
4.结论
通过对轧机立辊应力线内设备受力条件和现场实际作业情况分析,针对轧机结构进行优化,通过安装液压螺母,形成轧机立辊应力线内的预应力,提升轧机的稳定性及刚度,实现轧机精度的提升。
(1)通过液压螺母的使用,使立辊支架与轧机机架之间的连接形成了预应力,使立辊弹跳的问题得到极大改善,通过对现场实际检测辊缝的数据记录,立辊弹跳值由4mm左右降至0.7mm左右,弹跳精度提升82.5%。
(2)采用液压螺母的液压锁紧形式,消除了原使用现场敲击扳手紧固形式,在完全保证准确预紧力的情况下,极大降低了现场作业人员劳动强度,提升作业效率。
(3)本次改造仅通过对轧机机架、轧机导卫梁改造,安装了液压螺母,就实现了立辊弹跳值82.5%的提升,其改造部件重量仅占轧机单重的15%。由此证明,轧机应力线内设备的改造,完全可以用较低的成本改造原轧机,实现全线轧机设备的升级。
参考文献略