中小型储罐单面焊双面成形自动焊技术试验
2023-03-17马旭阳张雷强龚国杰江泽阳白俊雨冯一哲陈子胥李海龙汪正伟
马旭阳,张雷强,龚国杰,江泽阳,白俊雨,冯一哲,陈子胥,李海龙,汪正伟
1.茂名港集团有限公司 广东茂名 510623
2.中石化第五建设有限公司 广东广州 510180
3.北京博清科技有限公司 北京 100176
1 序言
储油罐区的中小型储罐现场焊接,通常采用焊条电弧焊,罐壁外部焊接完成后,在罐内碳弧气刨清根,再进行焊条电弧焊补焊。这种焊接工艺方法虽然比较成熟,但是对焊工的技能要求较高,劳动强度大,焊接效率低,焊接材料浪费较严重,而且焊缝质量受焊工自身因素的影响。熔化极气体保护焊单面焊双面成形技术试验依托茂名港项目,在5000m³的储罐上进行了实践论证,现场采用熔化极气体保护焊单面焊双面成形技术,为工程应用提供了技术支持。
2 试验条件
(1)设备 北京博清科技自动化科技有限公司生产的BOT-WTA20-322无轨导全位置爬行焊接机器人系统如图1所示,该系统的技术数据见表1。
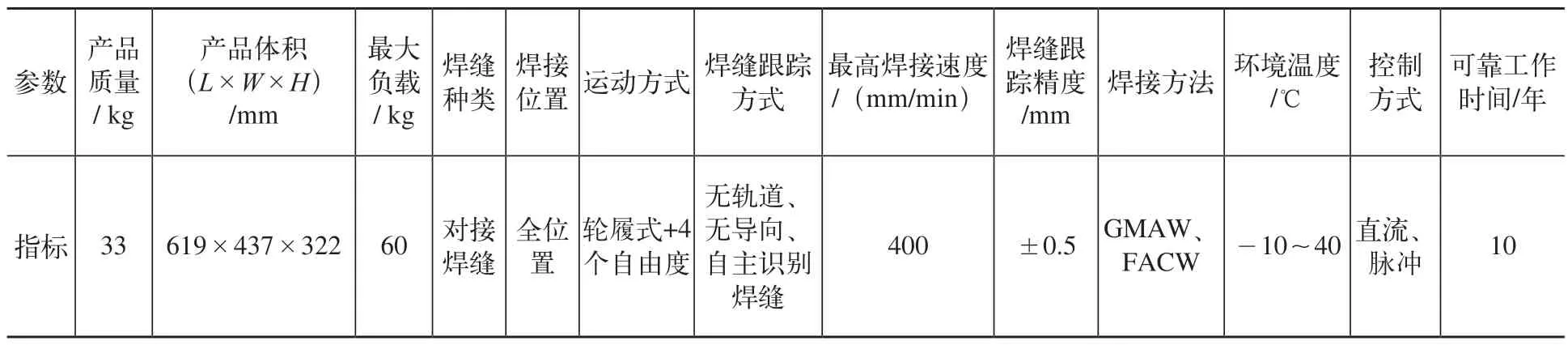
表1 无轨导全位置爬行焊接机器人系统技术数据
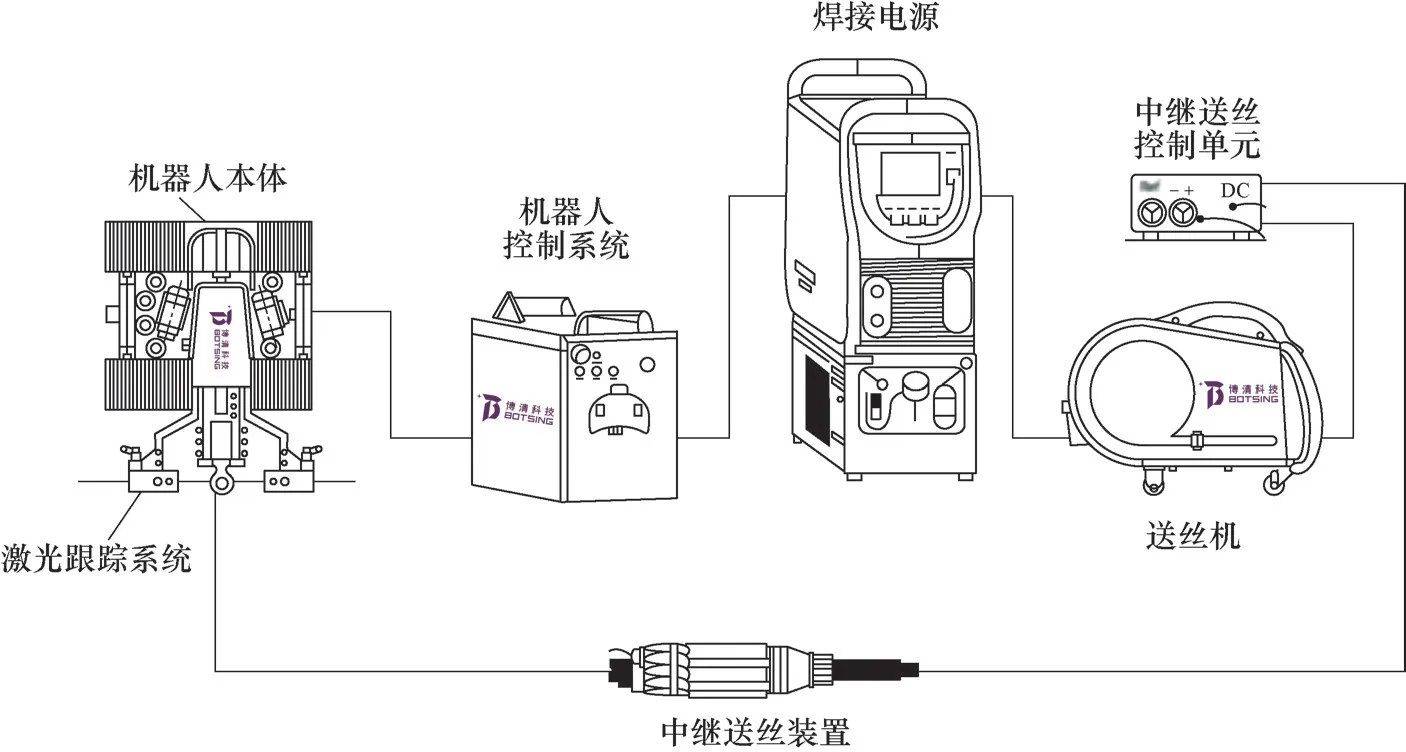
图1 无轨导全位置爬行焊接机器人系统
(2)母材及坡口形式 现场储罐材质为Q235C钢,母材板厚为7~16mm,储罐直径21000mm,立焊缝和环焊缝的坡口形式如图2所示。
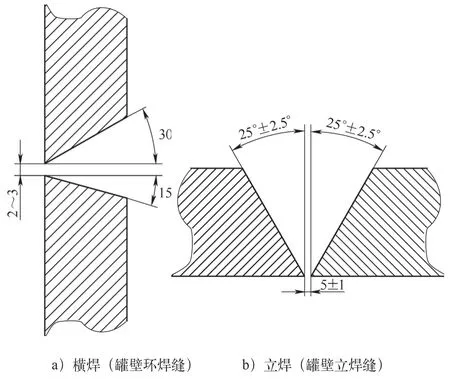
图2 焊缝坡口示意
(3)焊接材料 选用的焊接材料见表2。

表2 试验所用焊接材料
(4)保护气体 保护气选用混合气体,成分为80%Ar+20%CO2,其中Ar气气体纯度>99.99%,CO2气体纯度>99.96%。现场采用集中供气方案对现场设备进行供气保护。
3 焊接参数及成形质量
3.1 立焊
(1)焊接参数 立焊焊接参数见表3。
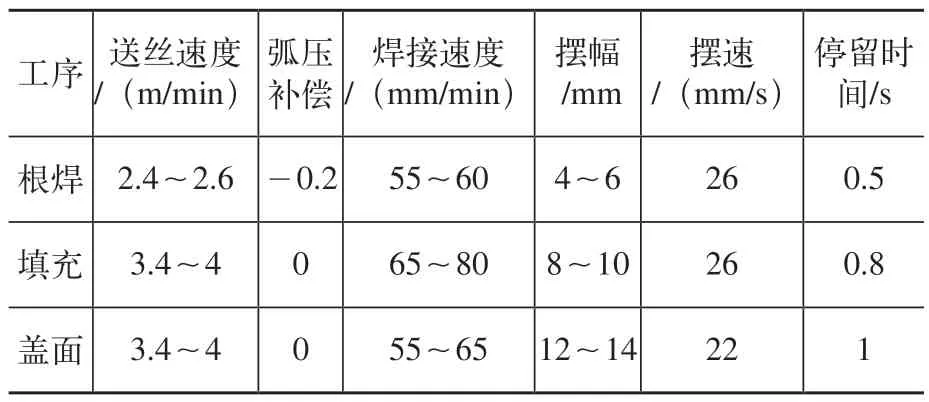
表3 立焊焊接参数
(2)根焊焊接成形 根据坡口形式和焊丝的特性,根焊时采用直流方式[1]进行焊接,保证根部的熔合并避免焊接穿丝。立焊缝根焊时,要根据组对时的根部间隙对焊接参数进行调整,根据坡口的变化对焊接过程的参数进行微调,立焊根焊的正面成形及背面成形如图3、图4所示。

图3 根焊的正面成形

图4 根焊的背面成形
(3)填充层焊接成形 立焊填充层的焊接参数主要与根焊层的焊缝成形有关,摆幅要使焊丝保证两侧熔合,外观成形如图5所示。

图5 填充层外观成形
(4)盖面层焊接成形 立焊焊缝盖面要保证坡口面完全盖住,焊道宽度不超过坡口宽度3mm,余高不超过2 mm;立焊盖面层外观成形如图6所示。

图6 盖面层外观成形
3.2 横焊
(1)焊接参数 横焊的焊接参数见表4。
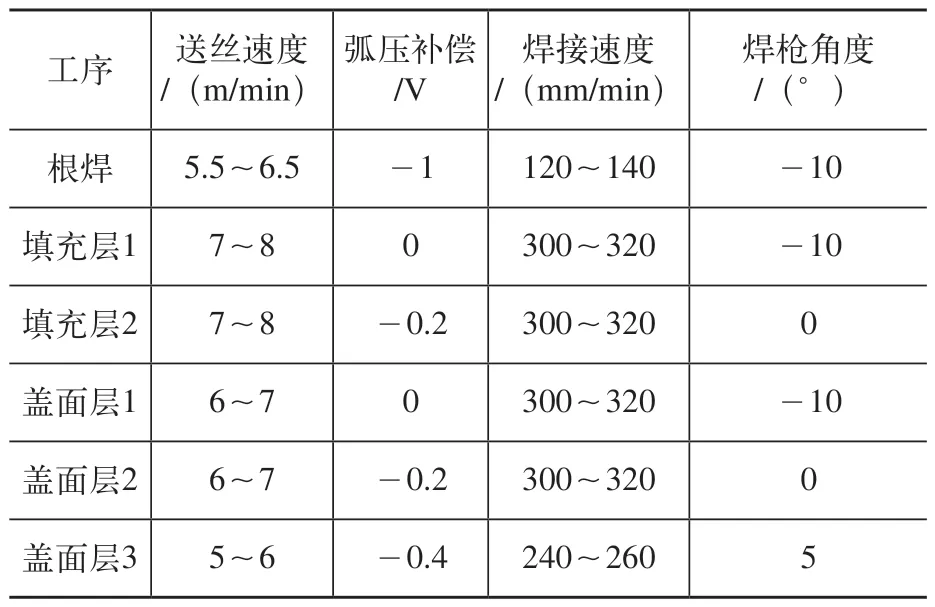
表4 横焊焊接参数
(2)根焊焊接成形 环焊缝根焊时,按照根部间隙要求,无需摆动,如果焊缝根部间隙过大,可以通过增加摆动的方式来增加上下坡口面的熔合,但是摆动频率要快,因为横焊的焊接速度比立焊焊接速度快。环焊缝根焊的正面成形及背面成形如图7、图8所示。

图7 环焊缝根焊正面成形

图8 环焊缝根焊背面成形
(3)填充层焊接成形 环焊缝填充层需要在保证质量的同时,提高焊接效率,所以焊接参数上相对根焊要高,环焊缝填充层的外观成形如图9所示。

图9 环缝填充层成形
(4)盖面层焊接成形 环焊缝盖面需要逐层进行压道,从下坡口面逐层焊到上坡口面,保证两侧坡口面完全盖住,道与道之间压接不能出现沟槽。环焊缝盖面层的焊接外观成形如图10所示。

图10 环焊缝盖面层外观成形
4 焊接工艺评定
在焊接储罐前需要提前做横焊和立焊试板工艺评定[2],工艺评定合格后才能进行上罐焊接,在罐体上焊接参数必须符合工艺评定的WPS设置,罐体焊接完成后需要对焊接部位进行RT检测,通过对4台储罐的焊缝检测统计,焊缝质量一次验收合格率达97.3%以上。
5 焊接质量的影响因素
熔化极气体保护自动焊在户外大型结构件上焊接实例很少,在油气化工领域,中小型油储罐的焊接都是采用焊条电弧焊进行焊接。单面焊双面成形的应用虽提高了效率,减少了成本,但影响熔化极气体保护自动焊质量的因素较多且复杂[3]。
(1)坡口质量及组对质量 坡口的加工质量和组对质量直接影响自动焊的效率和焊接质量。在储罐焊接时,对焊缝坡口采用等离子下料,保证了切割面的表面粗糙度并减少了壁板的变形量;在组对时采用组对工装和组对间隙调节器,来保证组对的质量要求。
(2)焊接速度 根焊时焊接速度要根据根焊的焊接参数和预留的根部间隙进行设定,当间隙小时,焊接速度相应需要加快,避免熔池出现在电弧的前方,导致焊接熔合不好;当间隙大时,焊接速度响应减慢,必要时可以增加摆动,保证电弧能使上下坡口的根部熔合,避免焊接穿丝。在焊接填充层时,可以相应地增加焊接参数,提高焊接速度,保证层间熔合和焊缝成形;在盖面时,需要根据预留的坡口深度进行焊接参数和焊接速度调整,保证填平焊缝不超出余高要求,也不会造成熔池流淌。
(3)送丝速度 送丝速度对应焊接时电流值,送丝速度的参数设定取决于焊接位置和组对根部间隙的大小,立焊缝送丝速度一般为2.4~4m/min,横焊除了根焊位置送丝速度相对小,填充、盖面层的送丝速度可适当增加,保证填充量和焊接速度,提高效率,一般送丝速度为5~8m/min。
(4)摆幅 摆幅的大小取决于焊接位置和前一道焊缝的熔合线宽度,当焊接立焊的根焊时,焊缝摆幅根据根部间隙的大小,保证坡口两侧的母材的熔合。焊接填充层时,根据上一道焊缝成形时的熔合线位置,设定下一道焊接摆幅。盖面时摆幅的设定要根据坡口面的宽度进行设定,当坡口面宽度>24mm时,需要对坡口面盖面焊缝进行分道,即焊缝盖面分左右两条焊缝,完成焊缝坡口面的盖面;当焊接环焊缝时,摆幅小或不摆动,摆幅设置不能超过2mm。
(5)摆速 摆速设置取决于摆幅的大小,摆幅越小,摆速越快,为了保证电弧的连续性,当摆幅增大时,摆速要相应降低。
(6)两侧停留时间 两侧停留时间取决于焊缝的焊接位置,横焊时两侧停留时间最短,不能超过0.4s,立焊时根焊两侧停留时间最短,填充时次之,盖面时两侧停留时间最长。
(7)气体 熔化极气体保护焊对保护气体的纯度有较高要求,该项目采用混合气作为保护气体,气体成分为80%Ar+20%CO2,这种富氩气体在焊接过程中对飞溅的抑制效果非常好,减少了飞溅,提高了熔敷率,在焊接相同的焊道时,需要的焊丝填充量就减少,焊接时的速度就需要提高,而且由于减少了CO2的比例,焊缝的力学性能提升。同时气体的纯度对焊接质量也有很大的影响,要求Ar气纯度>99.99%,CO2气体纯度>99.96%,否则会导致焊缝产生气孔;另外,焊接时的气体流量也需要进行限制,当气体流量过小时,不能形成有效地保护气帘,会产生气孔;当气流量过大时,会对熔池产生搅动,导致飞溅增加。
(8)防风工装 熔化极气体保护焊对防风的要求特别高,在风速超过2m/s时,需要进行防风,否则会导致气体保护效果差,形成气孔等缺陷,影响焊缝质量。因此,需要在风速超过要求时增加防风措施。防风罩如图11所示。

图11 防风罩
(9)定位焊的质量 定位焊作为焊接焊缝的一部分,其质量直接影响焊缝的整体质量,因此定位焊要按照正常施焊时的焊接参数和要求进行焊接,保证焊缝的熔合良好,没有气孔,在根焊前对定位焊进行打磨,要求定位焊两端打磨月牙并减少厚度,定位焊中间部位要求焊缝上下坡口面圆滑过渡,在焊接到定位焊位置时,通过增加或减少焊接速度来保证打底焊缝的焊道面高度一致,使后面打底层和填充层的焊接面一致。
(10)焊接接头的处理 因焊接过程不可避免地出现断弧,如更换焊丝或多机协同作业时的起弧、收弧位置,所以都会留下焊接接头。焊接接头由于刚起弧和母材温度低都会出现一些缺陷,因此对于焊接接头位置需要进行打磨处理。通过角磨机打磨成月牙状,而且重新起弧或收弧时需要压住打磨位置,保证打磨位置被完全填满,通过对收弧电流的调整,使收弧位置的焊缝饱满,从而改善接头质量。
6 结束语
中小型储罐的壁板环焊缝和立焊缝单面焊双面成形的根焊工艺是保证施工质量和进度的重点,与传统的焊条电弧焊相比,减少了劳动强度,避免了内部施工,改善了危险程度。但是,由于根焊对坡口质量、组对根部间隙要求较高,导致在坡口组对间隙不合适的时候造成断弧、穿丝等现象,因此后续需要在不同工况、不同坡口和根部间隙下进行试验,开发出高效的适合不同场景的焊接参数,以满足现场的使用要求。
